機(jī)夾切斷刀的改進(jìn)
2016-02-10 02:38:08張弼強(qiáng)劉春雨李政彤
哈爾濱軸承 2016年4期
張弼強(qiáng),劉春雨,李政彤
(1.哈爾濱軸承集團(tuán)公司 人力資源部 ,黑龍江 哈爾濱 150036;2.哈爾濱軸承集團(tuán)公司 鐵路軸承制造分廠 ,黑龍江 哈爾濱 150036;3.哈爾濱軸承集團(tuán)公司 制造技術(shù)部 ,黑龍江 哈爾濱 150036)
機(jī)夾切斷刀的改進(jìn)
張弼強(qiáng)1,劉春雨2,李政彤3
(1.哈爾濱軸承集團(tuán)公司 人力資源部 ,黑龍江 哈爾濱 150036;2.哈爾濱軸承集團(tuán)公司 鐵路軸承制造分廠 ,黑龍江 哈爾濱 150036;3.哈爾濱軸承集團(tuán)公司 制造技術(shù)部 ,黑龍江 哈爾濱 150036)
針對(duì)原有機(jī)夾切斷刀的應(yīng)用范圍受到限制的問(wèn)題,在對(duì)原有機(jī)夾切斷刀特點(diǎn)進(jìn)行分析的基礎(chǔ)上,對(duì)其結(jié)構(gòu)進(jìn)行了改進(jìn),設(shè)計(jì)了多種模塊,使得刀具的加工范圍擴(kuò)大,為數(shù)控機(jī)床的廣泛應(yīng)用鑒定了基礎(chǔ)。
機(jī)夾切斷刀;軸承套圈;通用性;刀寬;模塊
1 前言
隨著刀具制造業(yè)的快速發(fā)展,機(jī)夾切斷刀已經(jīng)被廣泛地應(yīng)用于軸承的車加工領(lǐng)域。從節(jié)省原材料方面考慮,在滿足切削條件下切斷刀寬度應(yīng)選擇較窄,但近年來(lái)產(chǎn)品結(jié)構(gòu)類型不斷增多,如外圈帶有止動(dòng)槽、外圈內(nèi)徑帶有方形溝槽等,工件寬度也差異較大。若想用一種結(jié)構(gòu)的機(jī)夾切斷刀加工所有止動(dòng)槽、方形溝槽等部位,就需準(zhǔn)備大量不同尺寸的機(jī)夾切斷刀片、刀體等。機(jī)夾切斷刀雖然有一定的加工范圍,但如果產(chǎn)品尺寸差異較大,如切斷面的長(zhǎng)度、方形溝槽深度、寬度等差異較大,就要綜合考慮刀具寬度和切削長(zhǎng)度,準(zhǔn)備不同長(zhǎng)度的刀體和不同寬度的刀片,以避免實(shí)際切削中刀體與工件產(chǎn)生干涉現(xiàn)象。這樣一來(lái),刀具制造成本大幅度提高。本文就如何解決上述問(wèn)題,提出方案僅供參考。
2 機(jī)夾切斷刀介紹
2.1 切斷刀切削原理
切斷刀在切削中處于半封閉狀態(tài),切削刃不但承受徑向力、而且同時(shí)承受切削刃兩邊的軸向力,所以車刀伸出長(zhǎng)度、切刀寬度、刀具幾何角度、刀具安裝角度位置是否正確都影響切削效果,圖 1 為切斷刀刀體安裝位置偏斜示意圖。一般情況下應(yīng)盡可能地減少切斷刀伸出長(zhǎng)度L,如圖 2 所示,這樣可提高切斷刀桿的剛性,減少刀具在切削中的振動(dòng),保證刀具正常切削。因?yàn)榍袛嗟对谇邢髁的作用下,相當(dāng)于一個(gè)懸臂梁的受力狀態(tài),產(chǎn)生一個(gè)彎矩M,M=PL。在M作用下,刀具產(chǎn)生彎曲變形。在切削深度、走刀量不變的情況下,只有改變伸出長(zhǎng)度L才能改變M,所以切斷刀具應(yīng)根據(jù)不同工件材料及不同的切削深度,保持刀具不同的伸出長(zhǎng)度L及寬度,例如,加工外圈帶有止動(dòng)槽的工件,切斷刀就不需要伸出太長(zhǎng)。在滿足加工要求的前提下,切斷刀伸出長(zhǎng)度越短越好。切削力與切削寬度成正比,一般情況下切削寬度越寬切削力越大。
機(jī)夾切斷刀在使用時(shí)必須保證刀具安裝和更換刀片方便、迅速且具有足夠的剛性,才能使其正常工作。

圖1 刀體安裝位置偏斜引起主偏角變化示意圖
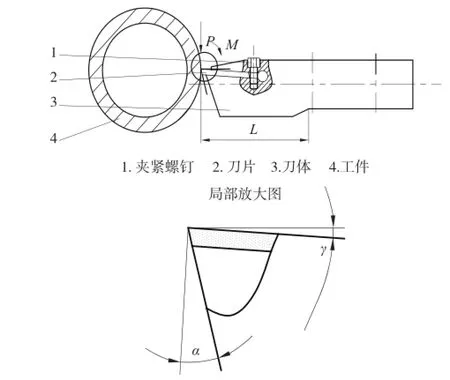
圖2 原有切斷刀具結(jié)構(gòu)示意圖
2.2 刀具結(jié)構(gòu)
一般切斷刀具是由刀體和刀片組成,刀體和刀片的機(jī)械組合形成了刀具切削所需要的前角、后角、主偏角及副偏角。
2.3 切斷刀的制造
切斷刀在切削中不但要有足夠剛性滿足切削要求,而且要有良好的吸振性以防止在受力時(shí)刀具產(chǎn)生振動(dòng),因此刀具材料采用較為特殊的合金鋼。刀具經(jīng)過(guò)機(jī)械加工后還得經(jīng)過(guò)局部淬、回火處理。刀具裝夾面需涂層處理,用以保證刀具使用中定位基準(zhǔn)不變,切削中有足夠的剛性滿足加工要求。
2.4 刀具角度的選擇
如圖 2 局部放大圖所示,刀具前角γ、后角α是根據(jù)加工工件的材料和壁厚等參數(shù)選取。刀片由兩個(gè)切削刃組成,使用時(shí)只需調(diào)換刀刃即可。
從切削原理上不難看出,切斷刀伸出長(zhǎng)度影響刀具的振動(dòng),刀片寬度影響切削力。刀片寬度決定于產(chǎn)品要求,切斷刀伸出長(zhǎng)度不完全取決于加工工件要求,在滿足切削深度要求情況下,切斷刀伸出長(zhǎng)度越短越好。
3 原機(jī)夾切斷刀存在的問(wèn)題
通過(guò)上述分析可知,為防止機(jī)夾切斷刀的振動(dòng),切斷刀伸出長(zhǎng)度越短越好。圖 2 中所示的切斷刀其長(zhǎng)度L與切削深度有關(guān),切削深度越深,則L越大,切斷刀伸出長(zhǎng)度越長(zhǎng),則越容易產(chǎn)生振動(dòng),而且隨著刀桿的前移,夾緊刀桿的螺絲有可能夠不著,需要更換刀桿,增加了刀桿的數(shù)量和加工成本。
4 機(jī)夾切斷刀的改進(jìn)
為解決上述問(wèn)題,將機(jī)夾切斷刀設(shè)計(jì)成組合形式,由模塊和刀體組成,如圖 3 所示。刀體上有定位槽,模塊通過(guò)定位槽定位后再由夾緊螺釘固定,確保模塊和刀體連接后刀具位置準(zhǔn)確,能進(jìn)行正常切削。此結(jié)構(gòu)切斷刀刀體具有足夠的剛性,比改進(jìn)前切斷刀的剛性大。因?yàn)榈扼w不參加切削,只要機(jī)床上的刀夾具有足夠的空間將刀體裝夾上即可不需要移動(dòng)刀體。模塊可根據(jù)不同的刀寬及伸出長(zhǎng)度設(shè)計(jì)及制作,也就是用一個(gè)刀體配有不同尺寸的模塊來(lái)滿足不同產(chǎn)品要求。現(xiàn)在切斷刀已經(jīng)標(biāo)準(zhǔn)化,模塊也就可以相應(yīng)標(biāo)準(zhǔn)化了,而且,原來(lái)的切斷刀只能切削外表面,而改進(jìn)后,可更換模塊加工內(nèi)表面,進(jìn)一步擴(kuò)大了刀具的適用范圍。
5 結(jié)束語(yǔ)
改進(jìn)后機(jī)夾切斷刀在數(shù)控機(jī)床上使用,能
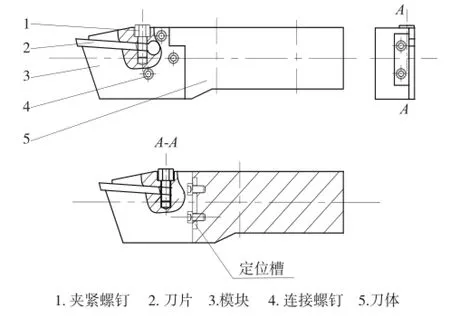
圖3 改進(jìn)后切斷刀具結(jié)構(gòu)示意圖
節(jié)約原材料10%,換刀、磨刀時(shí)間減少30%,寬度2mm以上的刀具壽命與改進(jìn)前刃磨刀具一致,2mm及2mm以下的壽命提高30%,降低了刀具制造成本,更有利于標(biāo)準(zhǔn)化、系列化,提高企業(yè)競(jìng)爭(zhēng)力。隨著當(dāng)前數(shù)控機(jī)床加工工藝水平的不斷提高,機(jī)夾切斷刀具有更加廣泛的推廣價(jià)值。現(xiàn)代化加工設(shè)備的多功能化,使工藝過(guò)程高度集中,工件一次定位裝夾后能完成多工序加工,這就需要一種通用而又能重復(fù)使用的組合可調(diào)式的刀具系統(tǒng),它是由一系列統(tǒng)一化、標(biāo)準(zhǔn)化的刀體和模塊組成,利用這些刀體、模塊組裝成各種不同形式、不同結(jié)構(gòu)的切斷刀,供單件或中小批量生產(chǎn)使用。這種刀具系統(tǒng)既保留了原有刀具的各種優(yōu)點(diǎn),使組裝刀具像專用刀具一樣簡(jiǎn)單可靠,又能相互更換,保留了成組刀具的優(yōu)點(diǎn)。刀體有統(tǒng)一標(biāo)準(zhǔn)的定位基準(zhǔn),具有專用、組合的特點(diǎn),成組刀具向著一體化、組合化方向發(fā)展,全面實(shí)現(xiàn)刀具的標(biāo)準(zhǔn)化和現(xiàn)代化。
(編輯:鐘 媛)
Improvement for machine clamp cutting- off tool
Zhang Biqiang1, Liu Chunyu2, Li Zhengtong3
(1.Human Resources Department, Harbin Bearing Group Corporation, Harbin 150036, China; 2.Railway Bearing Manufacturing Sub-factory, Harbin Bearing Group Corporation, Harbin 150036, China; 3.Manufacturing Technology Department, Harbin Bearing Group Corporation, Harbin 150036, China)
In view of the question that the application scope of the original machine clip cutter was restricted , based on the analysis of the characteristics of the original machine clip cutter, the structure is improved, various modules are designed, so as to further expand the processing scope of the cutting tool and provide a basis for the wide application of CNC machine tools.
machine clamp cutting- off tool ; bearing ring; generality; tools width; module
TG712
B
1672-4852(2016)04-0026-02
2016-10-25.
張弼強(qiáng)(1988-),男,助理工程師.