滾筒式切頭飛剪機剪切工藝過程分析
2016-01-09 05:05:34柳冉,高玉田,潘紀根等
重型機械 2015年5期
滾筒式切頭飛剪機剪切工藝過程分析
柳冉1,高玉田2,潘紀根2,付江2
(1.中國重型機械研究院股份公司,陜西 西安 710032;2.上海寶山鋼鐵集團公司,上海 201900)
摘要:分析了滾筒式熱板坯切頭飛剪機的“自然位移”參數(Δz、hj);確定出不定積分常數Cj,平移自然位移剪刃側間隙曲線族,得出了剪切工藝過程剪刃側間隙恒定的結論。進而闡明了上下剪刃位移間隙的連續可調性,可調雙向性。并確定了熱板坯的斷裂“區”、“點”及其有關問題等。
關鍵詞:切頭飛剪;自然位移;剪切工藝;側間隙
中圖分類號:TG333文獻標識碼:A
收稿日期:2015-02-16;修訂日期:2015-03-24
作者簡介:柳冉(1937-),男,“外耦滾筒機構協衡飛剪機”科研項目總設計師,該項目獲“世界知識產權組織中國發明專利金獎、國家香港《劉永齡科技獎》、 1999 年度國家機械工業局科技進步特等獎, 1999 年度上海市優秀發明一等獎, 2000 年度國家科技進步二等獎”等九項大獎。枊冉在《鋼鐵》、《機械工程學報》、《重型機械》等雜志發表論文十幾篇。
Cutting process analysis of rotary
LIU Ran1, GAO Yu-tian2, PAN Ji-gen2, FU Jiang2
(1.China National Heavy Machinery Research Institute Co., Ltd., Xi’an 710032,China;
2.Baosteel Co., Ltd.,Shanghai 201900,China)
Abstract:This paper analyzed the natural displacement parameter Δz、hj, determined indefinite integral constant cj and curves of panning natural displacement gap part, and obtained a conclusion that natural displacement gap constant invariableness. Additionally, displacement gap could continuous adjusted and a two-way adjustment is feasible. While crack area and point and other relative issue were determined.
Keywords:

0前言
熱板坯平面圓弧頭曲線SRj與滾筒體剪刃空間類螺旋線LRj的加工關系在原理上是復雜的。切頭飛剪是粗糙的中間工藝設備,須采取簡化技術方為可行設計。其簡化點之一是取LRj的曲率半徑Rj=19 330 mm。這樣LRj在板坯平面上的展開曲線SRj從其中央1點P等分為左、右兩半時,等分后的弧長與弦長的絕對差值很小,其相對差趨于零(圖1K向)。例如寶鋼滾筒切頭飛剪的絕對差為0.06 mm,相對差為0.074‰?0。以弦代替弧進行分析,不會失去計算精度。
事實上切頭飛剪機示意圖1的上下剪刃任意對應1點的位移原理,與老式滾筒飛剪的上、下平行直線剪刃,O1、O2共y軸線,原始刀面擴展角αk max=180°等確定機構參數的特征條件相同。因此在給定轉角α區間內,公式(7)剪刃側間隙位移固有余弦函數曲線Δz(α)在數理上滿足平移條件。切頭飛剪的創新點,在于沿y軸平移了兩次Δz(α)曲線,是必須的和充分的。但是在已有文獻中未見提出這個問題。
若以下剪刃半徑R1為主導。切頭飛剪分為R1
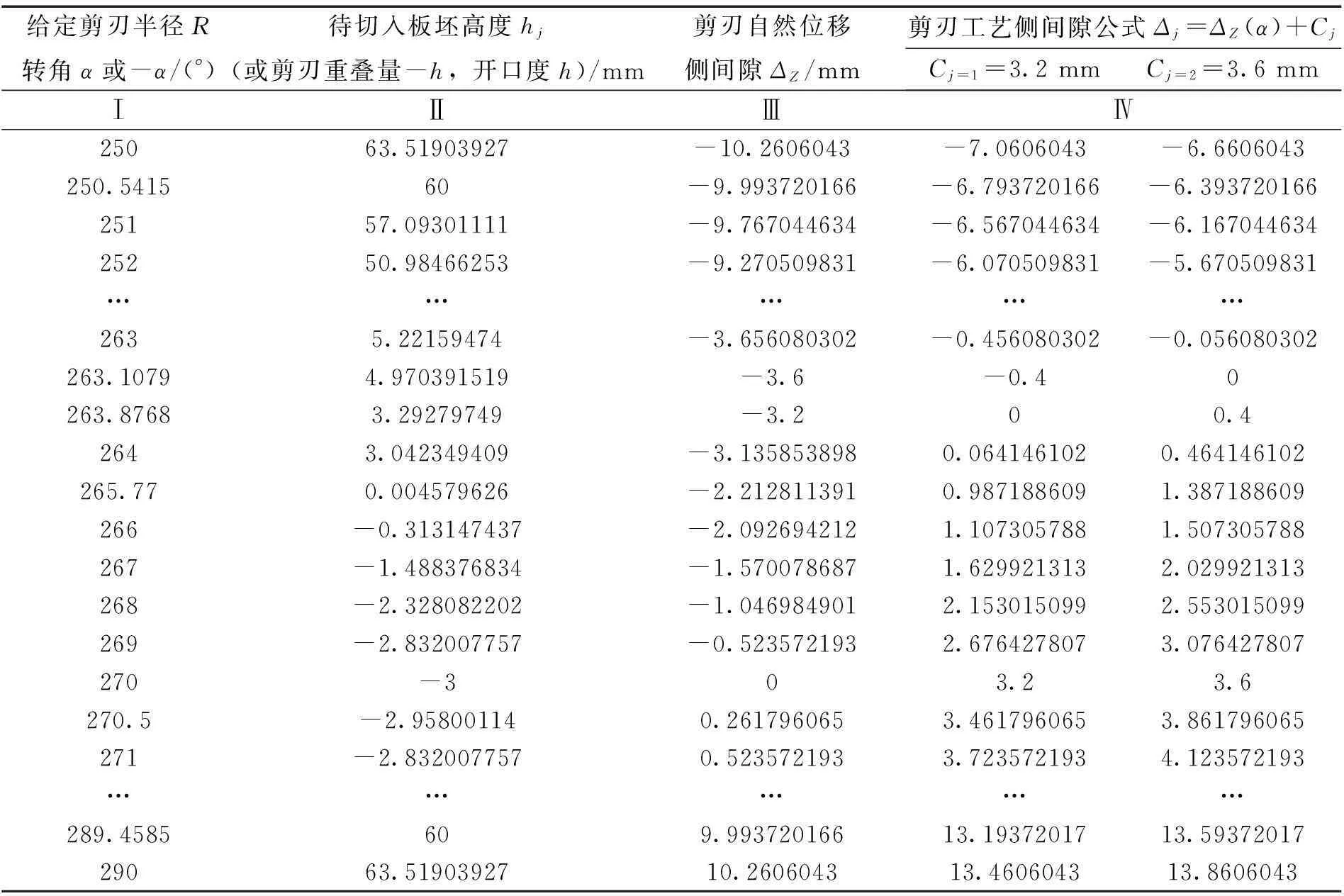
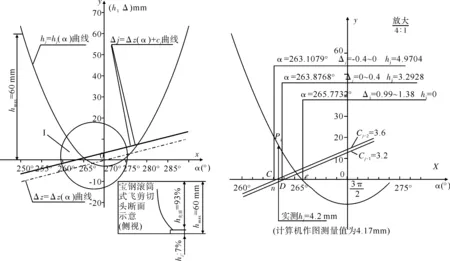
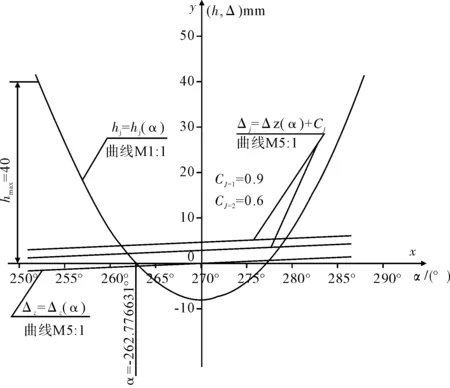
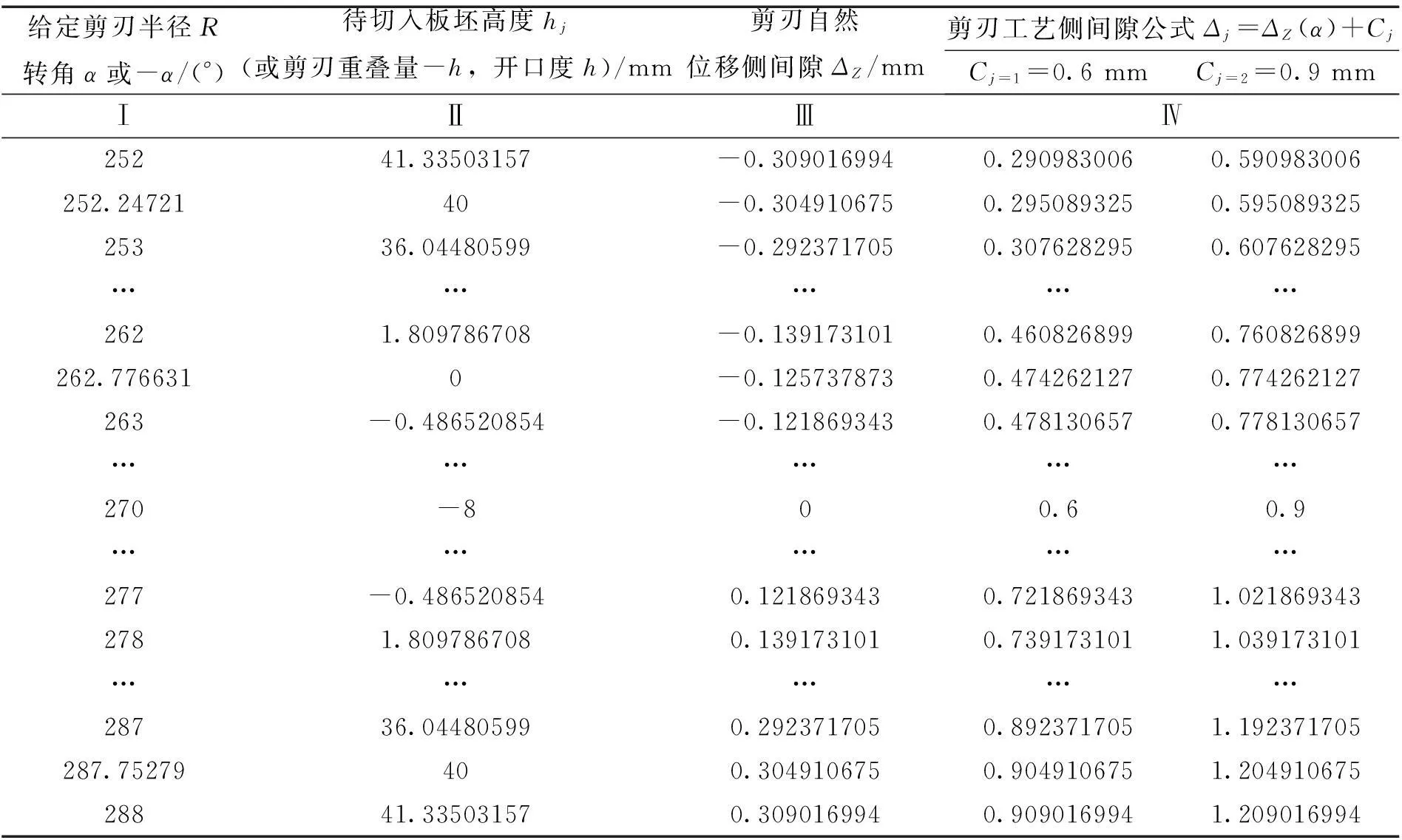
1寶鋼滾筒式切頭飛剪機R1 切頭飛剪上下滾筒體都由速比i=1的齒輪進行了剛性聯鎖,那么R1≠R2的上下剪刃如何同時接觸板坯最大厚度hmax須進行計算確定。令圖1(圖中數據為寶鋼切頭飛剪值,摘自文獻[6])中,α01為同時接觸角,則: 圖1 寶鋼切頭飛剪機機構參數 Fig.1 Cutting head shear mechanism parameter of Baosteel (1) 由α01決定位移區間的起點。將α01+180°=±α為以X軸的計數角。±號如圖1所示。在板坯溫度870 ℃ hj=Hg-(R1+R2)×sin±α (2) Δz=(R2-R1)×cos±α (3) 計算結果列在表1中,據此作出圖2的hj(α)和Δz(α)兩條曲線。由表1和圖2看出,剪切段限定區間250°≤α′≤265.77°。其下限僅差0.23°的α=266°時,hj=-0.31 mm,Δz=-2.09 mm,就是上下剪刃的嚴重剛性碰撞和干涉。自然位移過程不能用于生產。 公式(2),(3)的hj(α)和Δz(α)都是原函數。根據不定積分定義,沿圖2 Y軸正方向平移Δz(α)曲線(hj(α)是不可平移性曲線)。即令剪切工藝側間隙平移公式為 表1 寶鋼切頭飛剪機 R 1< R 2位移參數計算表 Δj=Δz(α)+Cj (4) 式中,Δz(α)由公式(3)求得,C下標j為自然數,根據不定積分定理,常數Cj取不同值時,Δz(α)+Cj都是不同的原函數(原函數族)。只要兩個原函數導數之差 [Δz(α)+Cj=2]′-[Δz(α)+Cj=1]′= Δz′(α)-Δz′(α)=0 根據微分應用《定理》,在給定α角區間內,二原函數之差 [Δz(α)+Cj=2|-|Δz(α)+Cj=1]=常量 (5) 圖2 寶鋼滾筒式切頭飛剪機R 1 公式(7)是可以平移的余弦曲線,但它的固有斜率太小,在限定α區間內,與x軸形不成交點。但交點是數理解析問題的關鍵。寶鋼飛剪取R2-R1=30 mm,把固有斜率線性地放大了30倍,使其成為“陡峭”的近似直線。促使在α區間內,與x軸形成了須用的交點。該交點相關值的確定可令公式(4):(R2-R1)×cosα+Cj=0,并以x軸記數時,則有: (6) 寶鋼飛剪取Δj(Δz)=0.4 mm,符合剪刃側間隙的經驗取值范圍。那么Cj=2=3.6 mm代入公式(6)計算,則α=263.1079°(即圖2Cj=2的Δz(α)曲線與X軸的交點C)。相關各值見表1。欄Ⅳ第2行Cj=2=3.6 mm的Δj=0是從基準D點起,連續調節工藝側間隙大小的終點C。則該二零(交)點的側間隙值C:[-0.4~ 0];D:[0~0.4]。定義[C,D]為板坯斷裂閉區間。在該區間內,任意1點的側間隙值中恒有與X軸相交1點的Δj=0。 無論C點或D點,在給定α全區內,表1欄Ⅳ兩行任意一點的差,代入公式(5)計算 [Δz(α)+cj=2]-[Δz(α)+cj=1]≡0.4 mm 滿足了理論和實踐的要求。其幾何意義如圖2所示,取值范圍在上下剪刃位移對應點的“距離”恒定的兩條余弦曲線。剪刃側間隙調整范圍,cj=3.2~3.6 mm的連續表達形式,符合數學定理。 1.1[C,D]區間斷裂點“考證”與分析 1.2剪切工藝側間隙Δj的調節 工藝規程確定后,一臺切頭飛剪的剪刃工藝側間隙Δj一般不再變動。上述取常數Cj=1=3.2 mm,實際是LRj中央1點p為下剪刃Rj的定位點。它只能軸(R1)向移動。Cj=2=3.6 mm實際是LRj中央1點p上剪刃Rj的位置。它可以定軸(R2)橫向擺動,也可以軸向移動。Cj=3.2~3.6 mm連續調動的目的,主要是在裝配、安裝、更換刀片時實現Cj=1,Cj=2的準確位置,以保證二余弦函數曲線對應點剪切工藝側間隙Δj≡0.4 mm。所以精度要求是雙重的,除Δj大小外,還有對應點的位置精度。不過該位置精度與上下剪刃Rj的中心線重合精度要求是一致的。只要后者精度達到了,Δj也就滿足了。 1.3滾筒式飛剪機能耗 現場看到的圖2a切頭斷面畸形是R2?R1所致,剪切厚度突破hmax=40 mm的歷史記錄,滾筒飛剪機剪切板坯厚度hmax≥60 mm時出現的。因為剪刃線速度差太大,造成剪切板坯斷面連續“滑移”,剪刃一直處在側間隙為-Δz的壓入板坯過程中。直到逼近試驗值時,設計者使用數學、力學方法進行平移側間隙曲線,造成復雜應力,迫使板坯在預定位置斷裂。結果還是壓入滑移段占了全過程的93﹪以上,斷裂段不足7﹪.(連桿式切頭飛剪分別約為60﹪和40﹪。且無因線速度差造成的斷面滑移。)做功能耗過大。尤其在剪切的初級階段,剪刃壓入板坯的面積由小增大,壓強減小,阻力矩急劇增大,作用力的方向連續變化等整個過程處在動態中,能量損失嚴重。此外圖2a板坯寬度為Bs的畸形斷面“嘴”是否有造成二次低溫硬帶頭的可能,應與連桿式切頭飛剪進行相應的測定比較。 圖2所示的間隙曲線等,沒有考慮LRj左、右旋問題。圖1所示的α01角是飛剪區段傳動輥道標高下降量的基準。 2鞍鋼滾筒式切頭飛剪機R1=R2型剪切工藝過程分析 這種型式飛剪是由國內設計,與國外合作制造成功的。剪切工藝示意圖與圖1基本相同。不過一個滾筒上兩把剪刀[5]的相位差為90°,與圖1所示的不同。文獻[6]稱[文獻5]滾筒式切頭飛剪為“同周速飛剪”,R1=R2=504 mm。其余參數[5]Hg=1 000 mm,剪刃最大重合度為8 mm,熱板坯hmax×Bs=40 mm×1 550 mm,板坯圓弧頭半徑Rj=19 330 mm,剪刃平移側間隙調節范圍Cj=0.6~0.9 mm,起動工作制。 由于R1=R2,公式(3)不能直接用于該飛剪的計算。在給定α區間內,按滾筒飛剪機固有余弦函數曲線斜率進行計算。令A=1(mm),則 Δz=A·cosα (7) 將該型飛剪的相關數值代入公式(1)、(2)、(7)、(4)、(5)進行計算,結果列見表2,據此做出圖3。分別將平移值Cj=1=0.6 mm和Cj=2=0.9 mm代入(4)式計算,將兩次的結果按公式(5)求差值,任意對應一點的Δj≡0.3 mm(見表2第Ⅳ欄)。 該型飛剪確定定位點的自由度大,可以選定下剪刃或上剪刃只做軸向移動,另一剪刃做雙向調動。這種型飛剪國內多處使用。 圖3 鞍鋼滾筒式切頭飛剪機R 1=R 2 Fig.3 Rotary cutting head flying shear of Ansteel 給定剪刃半徑R轉角α或-α/(°)待切入板坯高度hj(或剪刃重疊量-h,開口度h)/mm剪刃自然位移側間隙ΔZ/mm剪刃工藝側間隙公式Δj=ΔZ(α)+CjCj=1=0.6mmCj=2=0.9mmⅠⅡⅢⅣ25241.33503157-0.3090169940.2909830060.590983006252.2472140-0.3049106750.2950893250.59508932525336.04480599-0.2923717050.3076282950.607628295……………2621.809786708-0.1391731010.4608268990.760826899262.7766310-0.1257378730.4742621270.774262127263-0.486520854-0.1218693430.4781306570.778130657……………270-800.60.9……………277-0.4865208540.1218693430.7218693431.0218693432781.8097867080.1391731010.7391731011.039173101……………28736.044805990.2923717050.8923717051.192371705287.75279400.3049106750.9049106751.20491067528841.335031570.3090169940.9090169941.209016994 武鋼熱連扎廠切頭飛剪機也是從日本引進,屬于R1=R2型。但曾按R1>R2型做了分析,得出了可行結論。 3結論 (1)分析了引進的滾筒式熱板坯切頭飛剪機設計理論,對上下剪刃任意點的剪切板坯高度hj=hj(α)和自然位移剪刃側間隙Δz=Δz(α)進行了計算; (2)得出了剪切工藝過程剪刃側間隙恒定的結論; (3)上下剪刃位移間隙是連續可調的。 參考文獻: [1]冶金工業部武漢鋼鐵設計研究院.板帶車間機械設備設計(下冊)[M].北京:中國冶金工業出版社, 1984: 210-219. [2]В.С.Терентбев,М.Б.Чалюк.常森等譯。薄板車間精整設備[M].北京:中國工業出版社, 1964: 196-207. [3]А.И.целиков,В.Всмирнов.哈爾濱工業大學工藝教研室譯軋鋼設備[M].北京:中國工業出版社, 1962: 245-251. [4]鄒家祥,施東成. 軋鋼機械理論與結構設計(下冊)[M].北京:冶金工業出版社, 1993: 150-155. [5]趙華國. 滾筒式切頭飛剪結構介紹[J].一重技術 2003(1). [6]汪建春. 劉旺異周速雙滾筒切頭飛剪結構特點及分析[J].重型機械 2007(4): 35-37. [7]柳冉,蔣繼中,趙建剛,等.滾筒機構螺旋剪刃飛剪機靜態剪切力計算公式探討[J].重型機械,2001(3).