基于Deform對型鋼矯直壓下量的研究
2016-01-09 05:05:34王若然,劉義,劉俊
重型機械 2015年5期
基于Deform對型鋼矯直壓下量的研究
王若然,劉義,劉俊
(北方重工集團有限公司,遼寧 沈陽 110141)
摘要:運用Deform軟件對型鋼矯直機的壓下量進行分析,模擬了1800 mm大型型鋼矯直機在矯直過程中其壓下量對矯直質量的影響,大壓下量矯直時型鋼頭部變形彎曲幅度較大;小壓下量的矯直不能對型鋼進行有效矯直。因此,對壓下量進行了優化:入口矯直輥的壓下量按大壓下量方案中的數值來確定,出口矯直輥的壓下量按小壓下量方案的數值來確定,達到較好的矯直效果。
關鍵詞:型鋼;矯直機 ;壓下量
中圖分類號:TG333.23文獻標識碼:A
收稿日期:2015-01-30;修訂日期:2015-03-19
作者簡介:王若然(1979-),男,碩士研究生,北方重工集團有限公司工程師。
Straightening reduction analysis of section steel based on Deform
WANG Ruo-ran,LIU Yi,LIU Jun
(Northern Heavy Industries Group Co., Ltd., Shenyang 110141,China)
Abstract:This paper analyzes bending of section steel straightening machine using Deform software, simulates the reduction impact of the 1 800 mm large steel straightening machine on the straightening quality during straightening. The steel head is heavier deformed and bent when straightening with a large reduction, but there isn’t effectively straightening with a small reduction. Therefore, the reduction is optimized in the straightening program, the reduction of the entrance straightening rollers is determined by the large reduction, the reduction of the exit straightening rollers is determined by the small reduction. The optimization result has favorable straightening effect.
Keywords:profile steel;straightener;reduction

0前言
型鋼作為一種生產使用高效的經濟材料,因為其具有截面力學性能好、截面的幾何形狀分布合理、生產的產品造型美觀、品種規格較多、使用非常方便、產品質量好以及生產率較高[1]等優點而被廣泛應用于造船和港口建設、地下支護工程、橋梁建設、高層建筑、工業建筑、工業鋼結構件、地下鐵路礦山巷道建設等行業中,成為生產建設中大力推廣使用的新型環保節能綠色材料。型鋼的彎曲作用與矯直作用是兩個完全相反的工藝過程,但是其變形機理卻是殊途同歸。型鋼矯直主要是用于對型材因在生產軋制環節、工藝冷卻環節以及運輸過程中出現的翼緣外擴、內并和扭轉以及對非對稱斷面產生的鐮刀彎進行矯直等[2],型鋼矯直能夠使型鋼在長度方向上平直,可以大幅度提高產品的質量,改善產品在生產、工藝過程和流通各個環節中產生的各種形狀缺陷[3],矯直過程中給定的壓下量數值卻是能否得到較理想的產品關鍵,本文通過運用Deform-3D軟件對型鋼矯直機的壓下量與型鋼矯直效果間存在的關系進行仿真模擬,根據不同的壓下量參數條件下對型材的矯直效果圖,研究分析壓下量在型鋼矯直過程中對于矯直效果所起到的影響,從而得出較優的矯直產品。
1型鋼大壓下量的矯直
本文選用型鋼中比較典型的H型鋼進行模擬,H型的規格選取為GB706-1988中的40a,型鋼高度為400 mm,寬度為142 mm,腹板厚度為10.5 mm。首先采用大壓下量進行矯直,選用的壓下量為-10 mm,以上矯直輥的下表面切線高度與下矯直輥的上表面切線高度相等時壓下量為0。
在接受矯直的H型鋼的長度方向上分別選取8點,利用Deform軟件動態分析此大壓下量型鋼矯直過程中選取的各點所發生的彎曲變形,以及H型鋼通過矯直機后型鋼發生的狀態變化。
圖1中顯示了Deform軟件在分析H型鋼的-10 mm壓下量時各點的彎曲變形曲線和矯直過程中各點的彎曲變化,同時仿真了此大壓下量矯直完成時H型鋼的最終狀態。

圖1 H型鋼大壓下量矯直 Fig.1 Large bending strengthening of H beam
通過分析H型鋼在矯直機大壓下量矯直過程中各點受彎變形較大,型鋼頭部受大壓下量變形彎曲幅度較大,因其較大的頭部彎曲對下一個矯直輥產生了較大的沖擊,這樣對矯直機矯直輥及軸承造成了損傷,不利于矯直機的長期穩定工作。
同時大壓下量矯直在仿真過程中發現經過矯直機的H型鋼頭部翹曲非常嚴重,非但沒有起到矯直效果,反而增加了型鋼的彎曲程度。
2型鋼小壓下量矯直
在大壓下量矯直機仿真模擬過程中得出的矯直效果無法滿足實際生產過程中對型鋼矯直的要求,減小矯直機矯直輥的壓下量分析在大壓下量仿真過程中選用的GB706-1988 40a H型鋼矯直后的狀態。
本次矯直機矯直輥的小壓下量依據40a型鋼腹板厚度的1/3來選用,據此選取矯直機的開口度為8 mm。Deform重新分析在此種壓下量的情況下,分析H型鋼上選取的各點在矯直過程中所發生的彎曲變形及通過矯直機后H型鋼的矯直狀態。H型鋼上選取的各點的彎曲變化及矯直過后H型鋼的矯直狀態如圖2所示。
從圖2的小壓下量H型鋼矯直過程仿真及H型鋼矯直后的狀態來分析此壓下量矯直能否滿足生產實際對型鋼矯直的需要。

圖2 H型鋼小壓下量矯直狀態 Fig.2 Little bending strengthening of H beam
首先從H型鋼通過型鋼矯直機后的狀態來看,H型鋼在仿真矯直后情況與矯直前并無明顯變化。接著從H型鋼矯直過程中各點發生的彎曲變化來分析矯直過程中型鋼矯直機對H型鋼的矯直效果,從選取各點在矯直過程中產生的曲線曲率變化來看,各點在矯直過程中各矯直輥對H型鋼的彎曲作用有限,H型鋼未能達到理想的塑性變形,產生的彈性變形現象,在矯直輥的作用力消失后, H型鋼釋放了彈性勢能形成了彈性恢復。
從矯直過程中矯直輥對H型鋼各點的彎曲曲線及H型鋼通過型鋼矯直機后的狀態得出的分析結果認為小壓下量的矯直效果無法實現對型鋼的有效矯直,達不到實際生產對型鋼矯直的要求。
3特定型鋼矯直的壓下量優化設計
通過對特定規格的型鋼矯直分別采用大壓下量和小壓下量兩種情況進行了仿真分析,總結兩種情況下仿真過程中發現的問題,以這些問題為基礎對此規格的H型鋼矯直的壓下進行優化設計,以期達到理想的矯直效果。
依據矯直原理分析[4-6],型鋼全長的原始彎曲并不均勻,綜合大、小兩種壓下量的矯直分析,為了達到比較理想的矯直效果對矯直壓下量采用線性遞減的原則來確定。入口矯直輥的壓下量按大壓下量方案中的數值來確定,出口矯直輥的壓下量按小壓下量方案的數值來確定,這樣即保證了H型鋼進行型鋼矯直機后矯直輥對H型鋼的彎曲變形達到了塑性變形量要求,又同時保證了H型鋼在矯直機出口時避免因較大的壓下量而產生過大的翹曲變形,從而使受矯直的H型鋼同時滿足了塑性彎曲矯直而又不會產生較大的出口變形兩種條件,達到較好的矯直效果[7-10],如圖3所示,經過優化后的矯直輥壓下量在矯直H型鋼的矯直仿真過程中產生的各點曲線變化,及H型鋼通過矯直機矯直后其最終的效果。
H型鋼在通過壓下量數值優化后的型鋼矯直機后從仿真矯直的圖表中發現H型鋼上選取的各點的彎曲曲線在前段曲率變化顯著,后半段曲率變化趨于平緩,在出口處H型鋼頭部的約1/2節距處有些翹曲,原因是H型鋼的兩端部位因得不到有效的塑性變形而產生,屬于輥式矯直的固有特性。
表1為在H型鋼矯直仿真過程中所采用的壓下量數值,以及綜合分析后給出的優化數值。

圖3 壓下量優化后的H型鋼矯直 Fig.3 H beam strengthening of optimized reduction
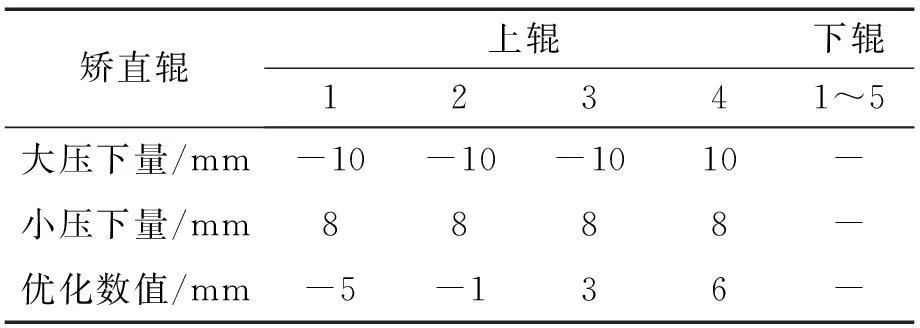
矯直輥上輥下輥12341~5大壓下量/mm-10-10-1010-小壓下量/mm8888-優化數值/mm-5-136-
4結論
(1)根據對型鋼矯直機的矯直方案及矯直輥壓下進行了模擬仿真分析,模擬結果顯示矯直輥在壓下量較小時其產生的應力若未超過材料本身的屈服強度,被矯直材料僅僅產生彈性變形,無法達到矯直效果。
(2)當壓下量增加到型鋼腹板的最外層頂點應力超過材料的屈服強度時,被矯直材料開始出現塑性變形,并隨著壓下量的增加塑性變形的區域增大,當壓下量過大時,型材的斷面形狀會產生變形且腹板會出現壓凹的情形,因此針對特定型材矯直過程中壓下量應在10 mm以下的合理區間。
(3)型鋼矯直過程中理想矯直效果的壓下量為入口較大使型材產生大彎曲變形,漸近出口壓下量逐漸減小以得到較平直的型材。
參考文獻:
[1]蘇世懷. 熱軋H型鋼[M].北京:冶金工業出版社,2009.
[2]文廣. H型鋼九輥矯直機的結構與液壓系統分析.機械[J],2010(增).
[3]化學工業部人事教育司. 鋼材矯直與成型[M].北京:化學工業出版社,1997.
[4]黃慶學. 軋鋼機械設計[M].北京:冶金工業出版社,2007.
[5]鄒家祥. 軋鋼機械(3版)[M].北京:冶金工業出版社,2000.
[6]崔甫. 矯直原理與矯直機械(2版)[M].北京:冶金工業出版社,2005.
[7]崔麗紅等. H型鋼精確矯直技術的研究分析[J].機械設計與制造,2008(04):76.
[8]崔甫. 矯直原理與參數計算[M].北京:冶金機械出版社,1987.
