基于Pro/E的刮板輸送機參數化設計與仿真研究
2015-12-31 11:07:04史萬青李建平張紅兵牛廣毅
機械工程與自動化 2015年4期
關鍵詞:定義
史萬青,李建平,張紅兵,牛廣毅
(潞安集團 王莊煤礦,山西 長治 046031)
0 引言
刮板輸送機是煤礦常使用的運輸機械,鏈輪的設計制造水平直接影響鏈輪與鏈環的正確嚙合以及鏈傳動的運行狀態。鏈輪的規格眾多,三維參數化可以減少重新建模的次數,節省時間,避免出錯,因此,參數化對鏈輪實際的制造具有指導意義。本文通過ADAMS對鏈嚙合傳動系統進行動力學仿真,從而為刮板輸送機的參數化設計提供準確的運動參數。
1 刮板輸送機的參數化設計
1.1 鏈輪的三維建模
根據中華人民共和國煤炭行業標準礦用刮板輸送機鏈輪MT231—1991,以規格18×64、7齒的鏈輪形式和尺寸進行鏈輪的建模。基于Pro/E生成的鏈輪三維模型如圖1所示。
1.2 鏈輪參數化
參數化設計是基于面向對象的設計思想,以VC++6.0為開發平臺,利用Pro/TOOLKIT開發工具,結合數據庫進行二次開發。Pro/TOOLKIT應用程序具有同步和異步兩種工作模式,本文采用同步模式中的動態鏈接庫,即DLL模式。
運用VC++6.0中的應用程序向導(AppWizard)和類向導(ClassWizard)來創建和調試Pro/TOOKIT應用程序。通過VC++6.0編寫源文件,包括菜單資源文件、對話框資源文件等,可以在Pro/E的主界面添加菜單條以及菜單按鈕,也可以通過函數顯示設置參數化界面的對話框。
三維模型參數化需要對建立的鏈輪模型進行參數定義,如圖2所示,各個參數均以礦用刮板輸送機鏈輪MT231-1991標準中的公式進行計算,并且對各個參數加以說明。
在鏈輪的參數化過程中,還需對建模的相關曲線尺寸與圖2所示的參數建立關系,如圖3所示。
1.3 裝配模型的建立
由于刮板輸送機的零部件數量多,因此先進行分段裝配,然后再進行總裝配。在Pro/E中進行子裝配與總裝配,不需要定義實際的約束副,只需要確定各個零部件的相對位置,并且嚴格保證沒有干涉即可。直線段的鏈條與鏈條的裝配,采用點對點對齊、輔助平面對齊方式裝配。彎曲段的鏈條與鏈輪的裝配采用平環與鏈窩底平面高副接觸、其余自由度與立環均為輔助平面定位。將直線段與彎曲段的子裝配進行裝配,得到鏈條傳動系統的總裝配,如圖4所示。
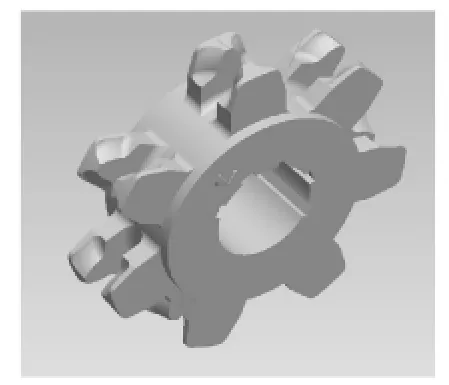
圖1 鏈輪的三維建模
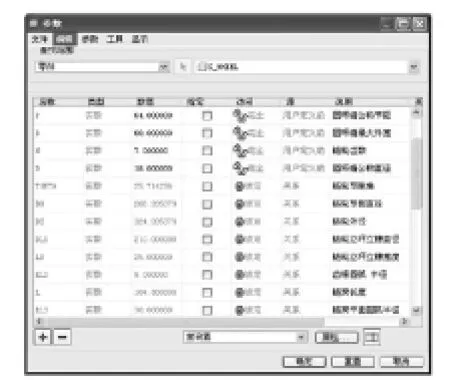
圖2 參數表
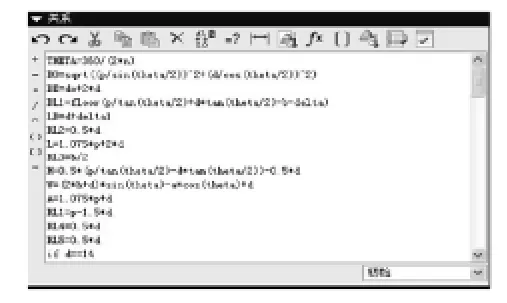
圖3 關系式
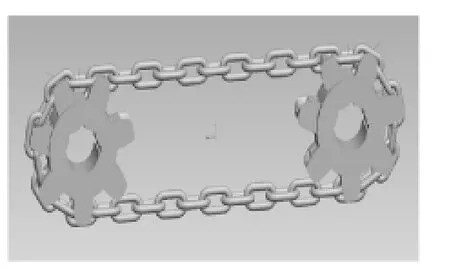
圖4 鏈傳動系統的總裝配
2 鏈條傳動系統的仿真
2.1 仿真模型的建立
將虛擬裝配的裝配體保存為x_t格式的文件,然后導入ADAMS/View中。在ADAMS中導入仿真模型后,需要為各個運動部件添加所需的約束,使它們之間具有符合實際運動的相對運動關系,對每個零部件添加各種約束后,就形成了一個機械系統。
2.2 仿真模型的設置
仿真模型生成后,要進行一系列的設置,才能進行仿真。主要步驟如下:
(1)設置工作柵格平面與鏈輪中心軸垂直,并將工作平面設置在廣義坐標系X-Y平面內,定義單位制MMKS。定義各個零部件的質量屬性為steel。在每個零件的質心處添加maker點,如圖5所示。
(2)通過菜單中的Contact接觸功能添加約束,接觸類型選擇solid to solid,剛度系數不得低于109,否則,在仿真時會發生鏈環與鏈環之間的穿透。具體接觸參數如圖6所示。
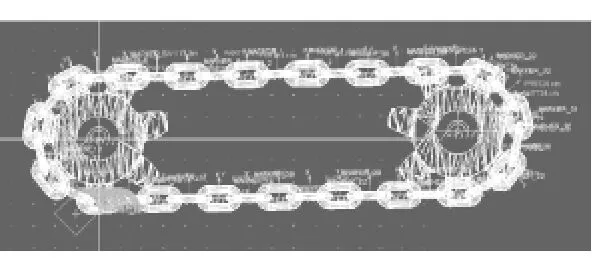
圖5 仿真模型
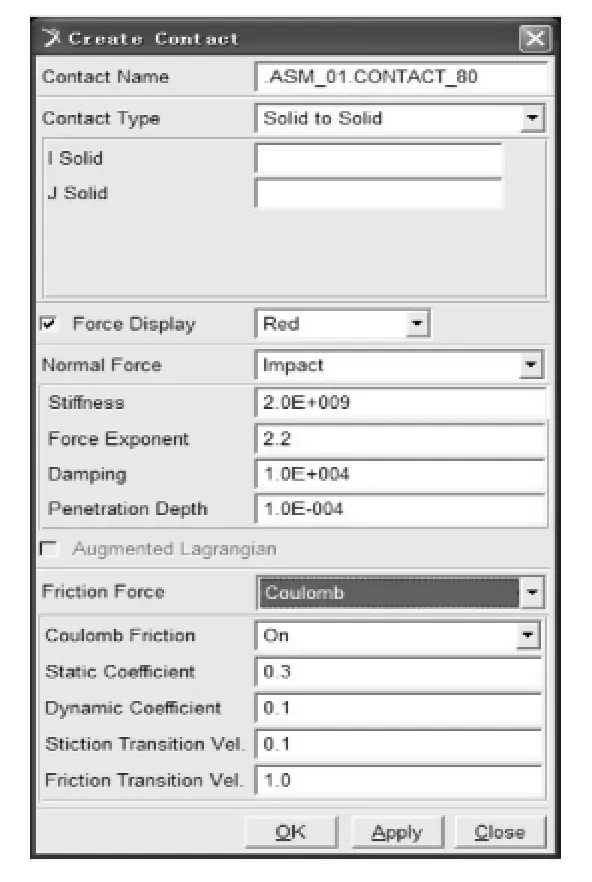
圖6 接觸參數
2.3 添加運動副與驅動力矩
定義鏈輪與大地之間的旋轉副,并定義左側鏈輪為驅動鏈輪1,右側鏈輪為驅動鏈輪2,方向為順時針方向,分別添加負載扭矩。
在定義了運動副、約束、接觸、質心,設置好單位、重力后,對模型進行檢查,通過檢查后進行動力學仿真。設置仿真時間為4s,仿真步長為50,積分器采用變步長GSTIFF,求解器I3,其他的參數采用系統默認值。
3 動力學仿真結果
點擊運行,經過一段時間后仿真運行結束,得到仿真結果。本文以驅動鏈鏈輪2緊邊鏈的鏈環Part21來對鏈傳動系統的受力狀態和運動狀態進行分析。
(1)鏈環Part21質心在X軸方向上的位移變化如圖7所示。驅動鏈輪2的中心為零點位置,在處于靜止狀態時,Part21的質心位于距離驅動鏈輪2中心位置大約750mm處;在大約0.4s時,鏈環Part21的質心到達距離驅動鏈輪2最遠的位置;大約2.3s時,到達距離驅動鏈輪1最遠的位置。
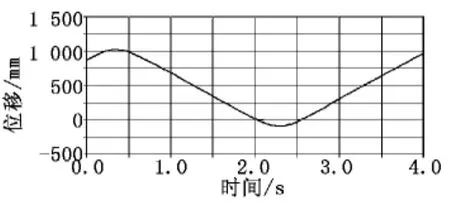
圖7 鏈環Part21質心的位移曲線
(2)鏈環Part21質心處的加速度曲線如圖8所示。由圖8可知:在0s~0.6s內,在啟動時緊鏈邊受到非常大的動載荷,加速度的變化劇烈,該動載荷包括啟動時的動載荷與鏈傳動的多邊形效應帶來的規律性動載荷;在0.6s~3.7s內,鏈環Part21質心處的加速度波動明顯減小,這段時間包括回程段部分、鏈環與驅動鏈輪1的嚙合部分,還包括承載段部分以及與驅動鏈輪2的初始嚙合部分;在3.7s~4.0s內,鏈環Part21質心的加速度出現兩個尖峰,第一個尖峰處鏈環Part21承受了負載與驅動力,第二個尖峰處是圓環鏈傳動多邊形效應引起的動載荷導致的。

圖8 鏈環Part21質心處的加速度曲線
(3)鏈環Part21質心處的速度曲線如圖9所示。通過對曲線分析可知:在啟動時,鏈環Part21質心處的速度在很短時間內升高;在0s~0.6s內速度逐漸衰減,說明在啟動時,鏈環Part21受到很大的沖擊;在0.6s~2.1s內,速度在小范圍內波動,這是由于多邊形效應引起的波動,此時的鏈環處于回程段;在2.6s~4s內,鏈環處于承載段。
(4)經過查詢,可知接觸 CONTACT_40為Part21與驅動輪2的接觸定義,因此得到接觸力的大小與時間的變化關系,如圖10所示。分析圖10可知,鏈環Part21進入嚙合時,接觸力迅速增大,當其后的平環進入嚙合后,其接觸力迅速減小。
(5)經過查詢,可知 CONTACT_14為鏈環Part21與相鄰鏈環的接觸定義,因此得到接觸力的變化曲線,如圖11所示。
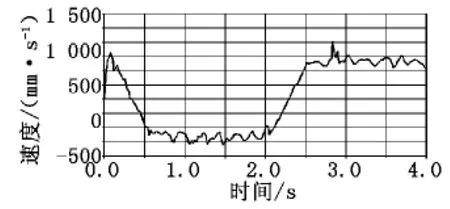
圖9 鏈環Part21質心處的速度曲線

圖10 鏈環Part21與驅動輪2接觸力曲線

圖11 鏈環Part21與相鄰鏈環的接觸力曲線
從圖11可以得知,圓環鏈在啟動時,受到波動比較大的動載荷,進入正常的嚙合后,鏈環受到的拉力減小至零,回程段的動載荷由多邊形效應產生。當鏈環Part21再次與驅動鏈輪2嚙合時,啟動時的沖擊振動已經消失。
4 結語
通過分析可知,在啟動的瞬間,承載段的鏈環受到非常大的沖擊振動載荷。與傳統的設計方法比,通過仿真可以定量地判斷啟動時與運行時刮板鏈條所受的動載荷,為設計提供了可靠的依據。
[1]李世國.Pro/TOOLKIT程序設計[M].北京:機械工業出版社,2003.
[2]張繼春.Pro/ENGINEER二次開發實用教程[M].北京:北京大學出版社,2003.
[3]鄭建榮.ADAMS——虛擬樣機技術入門與提高[M].北京:機械工業出版社,2002.
猜你喜歡
幼兒教育·父母孩子版(2022年4期)2022-05-08 21:35:35
中學生數理化(高中版.高考數學)(2021年3期)2021-06-09 06:09:14
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:38
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:04
海峽姐妹(2020年9期)2021-01-04 01:35:44
華人時刊(2020年13期)2020-09-25 08:21:32
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
山東青年(2016年1期)2016-02-28 14:25:25
汽車維護與修理(2015年6期)2015-02-28 12:16:55
當代修辭學(2014年3期)2014-01-21 02:30:44
