火電機(jī)組四大管道溫度計(jì)套管改造
2015-12-30 03:49:42陳龍
電力安全技術(shù) 2015年4期
關(guān)鍵詞:焊縫
陳 龍
(甘肅大唐國際連城發(fā)電有限責(zé)任公司,甘肅 蘭州 730332)
火電機(jī)組四大管道溫度計(jì)套管改造
陳 龍
(甘肅大唐國際連城發(fā)電有限責(zé)任公司,甘肅 蘭州 730332)
結(jié)合某發(fā)電公司在役機(jī)組的實(shí)際運(yùn)行情況,分析了主蒸汽管道系統(tǒng)多次發(fā)生溫度計(jì)套管焊縫爆漏事故的原因,從材料配套選擇、焊接方法等方面入手,對該公司機(jī)組四大管道溫度計(jì)套管進(jìn)行了改造,為機(jī)組的長周期安全穩(wěn)定運(yùn)行奠定了基礎(chǔ)。
溫度計(jì)套管;管座;焊接;改造
1 機(jī)組設(shè)備概述
某公司3號機(jī)組為330 MW燃煤機(jī)組,采用哈爾濱汽輪機(jī)廠有限責(zé)任公司生產(chǎn)的N300-16.7/538/538型亞臨界一次中間再熱、反動(dòng)凝汽式汽輪機(jī),與東方電氣集團(tuán)東方鍋爐股份有限公司生產(chǎn)的DG-1025/18.2-Ⅱ13型亞臨界自然循環(huán)鍋爐,以及哈爾濱電機(jī)廠有限責(zé)任公司生產(chǎn)的QFSN-300-2型汽輪發(fā)電機(jī)。
該鍋爐主蒸汽溫度541 ℃、壓力17.35 MPa、管道材質(zhì)P91;再熱熱段蒸汽溫度541 ℃、壓力3.74 MPa、管道材質(zhì)P22;再熱冷段蒸汽溫度325.7 ℃、壓力3.92 MPa、管道材質(zhì)A672B70CL32;給水溫度280.9 ℃、給水壓力23.556 MPa、管道材質(zhì)15NiCuMoNb5。部缺陷進(jìn)行有效的檢驗(yàn);
(3) 機(jī)組運(yùn)行過程中,管道熱位移及振動(dòng)容易導(dǎo)致焊口金屬疲勞和破壞。
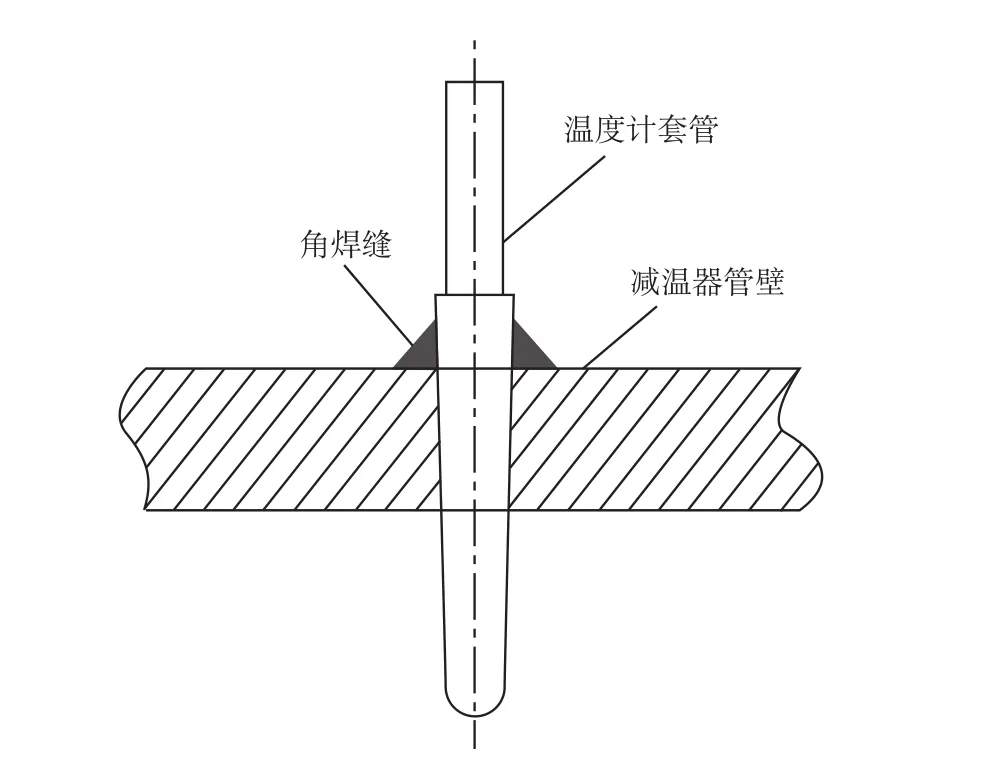
圖1 典型插接式結(jié)構(gòu)
2 溫度計(jì)套管存在的問題
機(jī)組主蒸汽母管材質(zhì)為P91,溫度計(jì)套管材質(zhì)為TP316H,原始設(shè)計(jì)圖紙上在主蒸汽母管上焊接有12Cr1MoV的管座,但是在基建安裝時(shí),安裝公司未按照圖紙安裝12Cr1MoV的管座,導(dǎo)致溫度計(jì)套管在安裝和材料使用上都存在一定的問題。
2.1 安裝上存在的問題
原有溫度計(jì)管座的典型插接式結(jié)構(gòu)如圖1所示,此種結(jié)構(gòu)在安裝上存在以下問題:
(1) 插接式焊口本身屬于未焊透結(jié)構(gòu),存在有較大的應(yīng)力集中;
(2) 此類焊口無法用常規(guī)無損探傷方法對其內(nèi)
2.2 材料使用上存在的問題
焊縫兩邊母材熱膨脹系數(shù)相差較大,容易產(chǎn)生以下的問題:在機(jī)組啟停、運(yùn)行中焊縫內(nèi)部會產(chǎn)生較大的內(nèi)應(yīng)力,易造成異種鋼焊縫產(chǎn)生疲勞開裂;如果焊縫內(nèi)部還存在裂紋、未焊透等漏檢缺陷時(shí),則疊加損壞效應(yīng)會非常明顯,短期內(nèi)就可能導(dǎo)致焊縫開裂失效。
3 溫度計(jì)套管失效的原因
3.1 套管與母管熱膨脹系數(shù)的差異
套管材質(zhì)為TP316H,與母管焊接屬于異種鋼焊接,金屬組織和機(jī)械性能相差較大,熱膨脹系數(shù)相差較大,異種鋼接頭在運(yùn)行中產(chǎn)生附加應(yīng)力,這種應(yīng)力在焊縫界面處因蠕變變形和蠕變損傷而釋放。在機(jī)組啟停溫度變化的循環(huán)條件下,應(yīng)力會導(dǎo)致連續(xù)的蠕變損傷,進(jìn)而使接頭失效。
3.2 碳的遷移
如主汽溫度計(jì)套管TP316H和母管P91焊接屬于異種鋼焊接,這2種鋼材的化學(xué)成分不同,會發(fā)生合金元素的再分配問題。特別是碳會從含碳量高的P91一側(cè)向含碳量低的TP316H一側(cè)遷移,在熔合線P91側(cè)出現(xiàn)脫碳區(qū),在TP316H側(cè)出現(xiàn)增碳區(qū),使鋼的蠕變強(qiáng)度降低,進(jìn)而導(dǎo)致破壞。
3.3 焊材選用不當(dāng)
DL/T869—2012《火力發(fā)電廠焊接技術(shù)規(guī)程》及DL/T752—2010《火力發(fā)電廠異種鋼焊接技術(shù)規(guī)程》均建議,對于溫度大于425 ℃奧氏體類異種鋼焊接,宜選用鎳基焊絲或焊條。如果焊條選用不當(dāng),會使接頭因焊接不牢而破壞。
3.4 溫度計(jì)套管插入深度超標(biāo)
溫度計(jì)套管插入深度不符合規(guī)程,也是焊縫失效的重要因素。DL/T5190.5—2004《電力建設(shè)施工及驗(yàn)收技術(shù)規(guī)范》第5部分(熱工自動(dòng)化)中,對溫度計(jì)套管插入深度有如下規(guī)定:“高溫高壓(主)蒸汽管道的公稱通徑不大于250 mm時(shí),插入深度宜為70 mm;公稱通徑大于250 mm時(shí),插入深度宜為100 mm。”插入深度過長,會使套管受蒸汽沖刷的力臂增長,從而增大焊縫的彎曲應(yīng)力。
3.5 熱電偶安裝的坡口型式不合理
熱電偶插件的焊接結(jié)構(gòu)型式?jīng)]有保證根部焊透的必要平臺,焊縫根部不易焊透,這也是造成焊接質(zhì)量不符合要求的重要原因。
3.6 角焊縫與母管坡口處未熔合
角焊縫的未熔合缺陷,主要是由于設(shè)計(jì)的坡口角度較小,僅30°~35°(如圖2所示,其中黑色部分為角焊縫),且為單側(cè)坡口,焊條不易擺動(dòng)。此外,施焊過程中未嚴(yán)格按照焊接工藝操作、預(yù)熱溫度不合規(guī)程要求、焊工操作水平低、焊接過程中不注意清渣等,也是導(dǎo)致缺陷產(chǎn)生的可能原因。
4 溫度計(jì)套管的改進(jìn)方法
增加溫度計(jì)管座,將溫度計(jì)套管插接式焊接角焊縫由管座處移至管座上部,在溫度計(jì)套管更換時(shí),切割、打磨、焊接及熱處理均在此處進(jìn)行,避免了頻繁在母管處進(jìn)行焊接熱處理對主蒸汽母管可能造成的二次累積損傷。這既減少了工作強(qiáng)度,也減小了工作難度,更杜絕了母管管孔產(chǎn)生裂紋的風(fēng)險(xiǎn)。改進(jìn)后的焊接方式如圖3所示。

圖2 角焊縫焊接示意
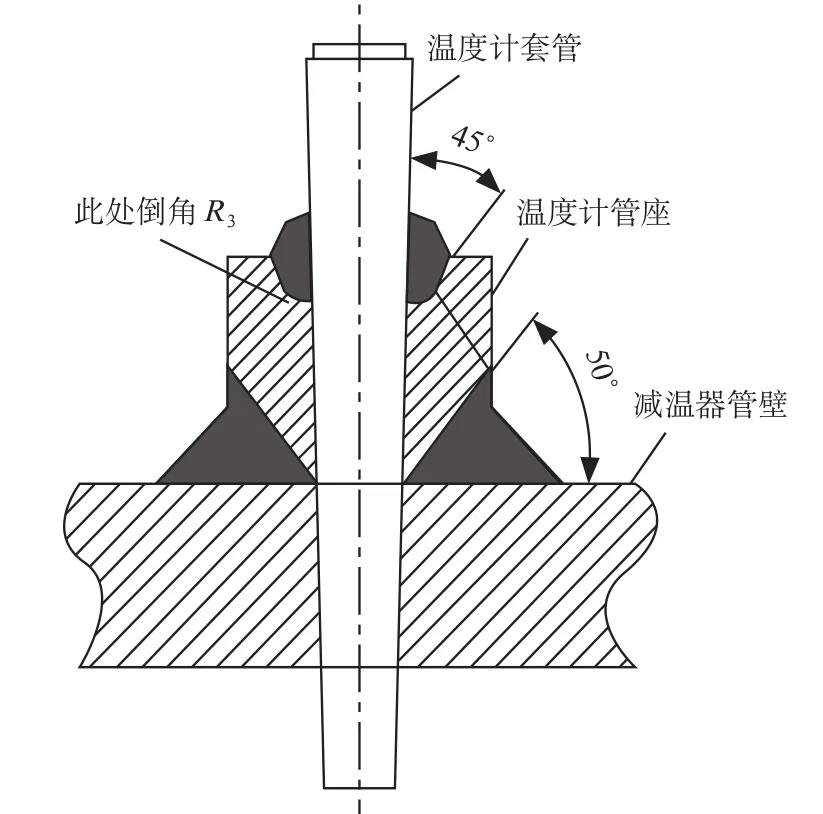
圖3 改進(jìn)后的焊接方式
管座與母管間角焊縫為全焊透結(jié)構(gòu),使得焊縫焊接質(zhì)量大大提高。焊接溫度計(jì)管插座時(shí),應(yīng)該按照以下步驟進(jìn)行:
(1) 先進(jìn)行管座與母管的焊接及熱處理;
(2) 待焊接熱處理檢驗(yàn)合格后對管座內(nèi)壁進(jìn)行鉸刀修孔處理,使管座內(nèi)徑與母管孔徑相同且同心,徹底消除管座根部尖角處焊縫易產(chǎn)生未焊透、裂紋未熔合等缺陷;
(3) 進(jìn)行管座與套管之間的焊接,因?yàn)樵摵缚诓挥脽崽幚恚瑢?shí)施起來比較方便。
4.1 管座規(guī)格的選取與壁厚校核
溫度計(jì)套管外部加的管座與溫度計(jì)套管、母管選同材質(zhì)或相近材質(zhì),管座規(guī)格按照《火力發(fā)電廠汽水管道零件及部件典型設(shè)計(jì)》選取,并依據(jù)GB/T9222—2008《水管鍋爐受壓元件強(qiáng)度計(jì)算》進(jìn)行了壁厚校核,校核過程如下。
管座材質(zhì):12Cr1MoVG;溫度計(jì)套管材質(zhì):不銹鋼TP316H;管座規(guī)格:Ф60×10 mm;高度:100 mm。
計(jì)算過程:設(shè)管壁厚度為X,管座內(nèi)徑與主管開孔相等,孔徑為40 mm,溫度選540 ℃,壓力選16.7 MPa,許用應(yīng)力選71 MPa,計(jì)算得X為5.4 mm。選取腐蝕減薄C1為0.5 mm,選取加工減薄C3為0.5 mm,則選取最小壁厚為6.4 mm。為了安全起見,最后加工壁厚選取為10 mm。
4.2 套管結(jié)構(gòu)的改進(jìn)
將套管結(jié)構(gòu)進(jìn)行了局部改進(jìn)。原結(jié)構(gòu)中套管從焊縫連接部位開始變徑,改進(jìn)后的套管與母管相貼合的部位是等徑的,穿過母管內(nèi)壁孔后才開始變徑,如圖4 a,b所示。改進(jìn)結(jié)構(gòu)減少了套管在機(jī)組啟停和復(fù)雜工況時(shí)產(chǎn)生的振動(dòng),一定程度上避免了套管斷裂事故的發(fā)生。
4.3 焊接及熱處理工藝要點(diǎn)
管座焊接采用氬弧打底手工蓋面焊接,先點(diǎn)焊3點(diǎn)用于固定管座,相鄰焊點(diǎn)之間的夾角均為120°。點(diǎn)焊時(shí)的焊接材料、焊接工藝和預(yù)熱溫度均應(yīng)與正式焊接相同。點(diǎn)固后要認(rèn)真檢查每個(gè)焊點(diǎn)的質(zhì)量,如有缺陷應(yīng)立即消除,重新點(diǎn)固。
管座焊前、焊后熱處理使用遠(yuǎn)紅外電加熱。如P91材質(zhì)焊前預(yù)熱溫度為100~150 ℃,焊絲選用Φ2.5,鎢極為Φ2.5,氬氣流量為10~15 L/ min;焊接電弧電壓為10~14 V,焊接電流為80~110 A,焊接速度為55~60 mm/min。氬弧焊打底的焊層厚度控制在2.8~3.2 mm范圍內(nèi)。層間溫度200~300 ℃,焊后熱處理加熱溫度為(760±10)℃。焊后熱處理的升、降溫速度不大于150 ℃/h,當(dāng)降溫至300 ℃以下時(shí),可不對溫度升降速度進(jìn)行控制,在保溫層內(nèi)冷卻至室溫。P91材質(zhì)焊接熱處理工藝熱循環(huán)如圖5所示。
相關(guān)參數(shù)如表1所示。

圖4 套管結(jié)構(gòu)的改進(jìn)
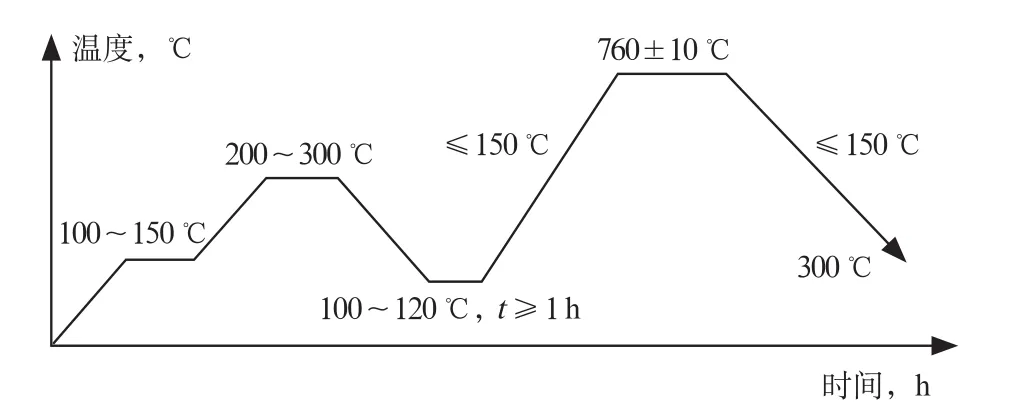
圖5 P91材質(zhì)焊接熱處理工藝熱循環(huán)
5 溫度計(jì)套管改造后的經(jīng)濟(jì)效益
四大管道上的溫度計(jì)套管按單次泄漏停機(jī)搶修10天,平均負(fù)荷每天260 MW計(jì)算,直接電量損失為:260×10×24=62 400 MW=62 400 000 kWh。
1 kWh按照0.02元利潤計(jì)算,利潤損失為:62 400 000×0.02=124.8萬元。共計(jì)損失=利潤損失+搶修施工費(fèi)+材料費(fèi)+檢驗(yàn)費(fèi)+單次點(diǎn)爐費(fèi)=124.8+6+0.5+1+100=232.3萬元。而改造1個(gè)套管的費(fèi)用為:料費(fèi)0.5萬元,施工費(fèi)3.5萬元,檢驗(yàn)費(fèi)0.5萬元;共計(jì)0.5+3.5+0.5=4.5萬元。通過對比可以看出,投入和產(chǎn)出比很高。
從材料選用,安裝、焊接方案入手,對3號機(jī)組四大管道溫度套管進(jìn)行了改造,為機(jī)組的長周期安全穩(wěn)定運(yùn)行奠定了堅(jiān)實(shí)的基礎(chǔ),對在建同類型機(jī)組具有良好的借鑒作用。

表1 各主管材質(zhì)焊接熱處理工藝參數(shù)
1 牛林興.超臨界機(jī)組P91主蒸汽管道溫度計(jì)套管焊接改造[J].陜西電力,2012(8).
2 霍更國.600 MW主蒸汽管道溫度套管漏泄的原因分析及處理方法[J].中國材料科技與設(shè)備,2011(4).
2014-12-10。
陳 龍(1986-),男,助理工程師,主要從事300 MW火電機(jī)組的金屬監(jiān)督工作,email:weisierhuo@126.com。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
