冷軋脫鹽水pH調整改進
2015-12-29 07:19:27
冶金動力 2015年12期
?
冷軋脫鹽水pH調整改進
李文學
(湖南漣源鋼鐵有限公司能源中心,湖南漣源417009)
【摘要】介紹了冷軋脫鹽水pH調整由一級調整改為二級調整的改進過程和效果。說明二級調整能減少每一級的調整幅度,提高調整精度,保證脫鹽水pH的平穩。
【關鍵詞】冷軋;脫鹽水;pH;二級調整
1 情況概要
1.1冷軋用水情況簡介
漣鋼冷軋板廠于2004年建成投產,按年產量150萬t設計,脫鹽水設計平均消耗量為54.5 m3/h,最大消耗量98.5 m3/h。實際用水量及流量曲線如圖1(以2015年4月數據為例)。

圖1 冷軋脫鹽水實際流量曲線圖
圖1中最大流量為85 m3/h,最小流量為13 m3/ h,平均流量為47.8 m3/h。脫鹽水主要用于酸洗機組、乳化液配置、鍍鋅機組、平整機和酸再生等。冷軋對脫鹽水的水質要求為pH6耀8,電導率臆10滋s/cm,檢測數據以漣鋼質檢中心每天三次隨機取樣化驗數據為準。經過長期對在線pH計與臺式pH計比對,在堿性區域在線表比臺式表測量值平均高1耀2 pH,這主要是因為脫鹽水的堿度低,緩沖性小,在空氣中溶入二氧化碳使pH下降。根據經驗控制在線表pH8.2耀9.3之間,臺式表測量結果基本在6耀8之間。
1.2脫鹽水站簡介
冷軋脫鹽水由漣鋼能源中心發電二車間脫鹽水站供應,該脫鹽水站同時提供四臺鍋爐和對外供汽用脫鹽水。
1.2.1脫鹽水生產流程
原水(以漣河水為主)寅泵站寅無閥濾池寅原水箱寅原水泵寅多介質過濾器寅保安過濾器寅高壓泵寅RO裝置(6套伊50m3/h)寅中間水箱寅中間水泵寅混床(3臺伊200 m3/h)寅產品水池(2個伊600 m3/個)寅產品水泵寅用戶(鍋爐、冷軋)。
1.2.2脫鹽水系統主要運行參數如表1。
1.2.3送水流程與加藥系統圖如圖2(粗體字為新增部分)。
1.2.4原加藥方式及存在的問題
送冷軋和鍋爐的脫鹽水單獨設置JY-域型加藥裝置(重慶川儀),均為一箱兩泵,采用美頓羅RA120S014P1MNN型加藥泵,額定流量為112 L/h,壓力14 bar,一用一備,藥箱體積為1 m3,冷軋用水加分析純500g瓶裝氫氧化鈉,鍋爐用水加工業氨水調節PH值。兩者都是人工根據在線pH表測量值在監控電腦上調整加藥泵的頻率來調整加藥量,每班由運行人員取樣離線檢測一次,每月校表一次。
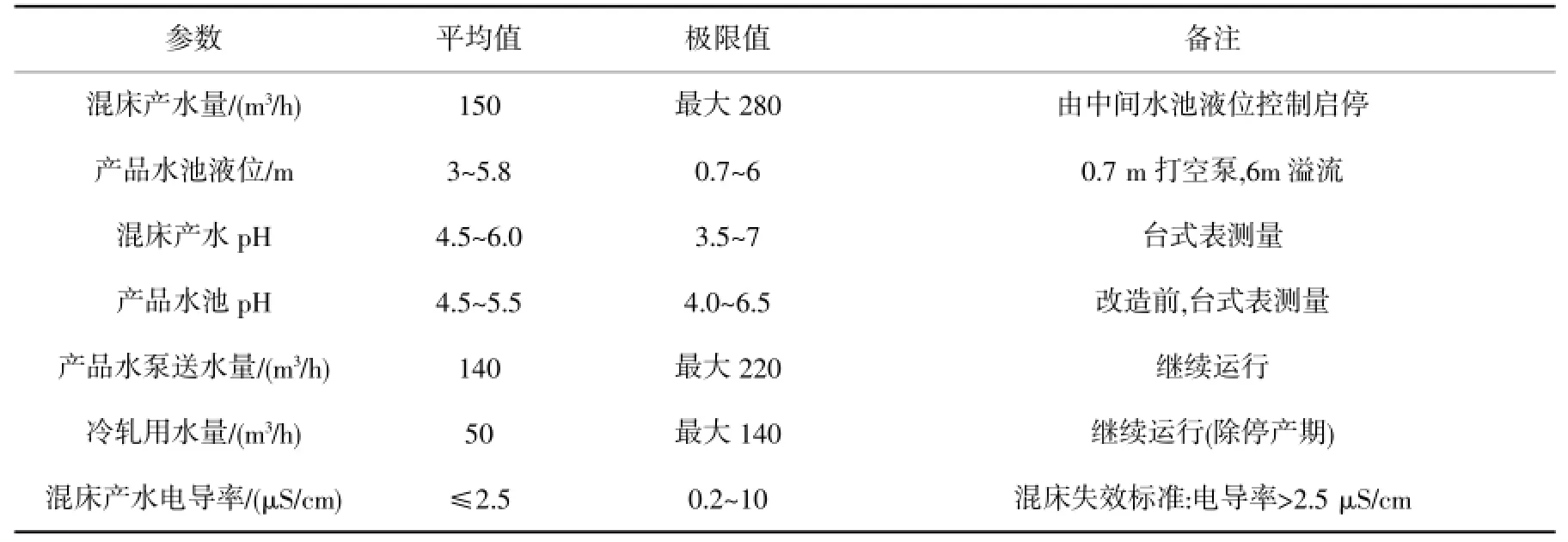
表1 脫鹽水系統主要運行參數
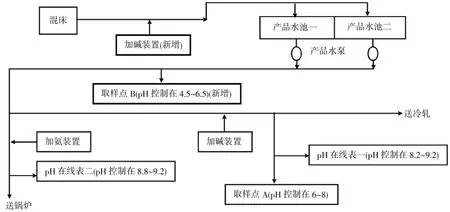
圖2 送水與加藥系統圖
存在問題:因為混床產水pH波動大,引起產品水池脫鹽水pH不穩定,加上冷軋用水量波動大,加藥裝置內的藥液濃度不穩定,導致人工調整難以滿足要求,尤其是脫鹽水pH約4.5時,同時啟兩臺加藥泵都無法滿足要求,因為pH=-l g[H+],pH降低1,藥劑量需提高10倍,所以只能立即加大藥液濃度才能滿足要求,根據經驗此時需用7 L的塑料桶加一到二桶片堿到藥箱,而當進水pH值上升后(pH躍5)又要立即稀釋藥液,這就必然造成調整滯后,使pH超標,影響冷軋生產。再加上一個監盤運行人員還要負責脫鹽水和鍋爐汽水系統的現場取樣化驗,在這些時間段無人監盤,再加上有些運行人員的責任心差,尤其是晚班容易發生無人管的現象,出現藥箱打空、泵進口濾網堵塞、泵頻率和藥液濃度未及時調整等等導致pH超標,嚴重影響冷軋安全生產。曾多次出現因脫鹽水pH嚴重超標導致冷軋停產或產品降等事故。
2 改進過程
2.1由手動控制改為自動控制
2.1.1改進原因:因為運行人員手動具有頻繁性和滯后性,所以效果差。自動控制能彌補人的疏忽和滯后,并能減輕運行人員的勞動強度,所以決定由手動控制改為自動控制。
2.1.2改進過程:由儀表專業人員對加藥系統增加自動控制系統,DCS接收到自動信號后,首先判別溶液箱低液位信號正常與否、計量泵是否有故障,與正常啟動計量泵進行互鎖,只有在低低液位信號和計量泵信號正常的情況下,才能啟動計量泵。在自動的情況下,DCS啟動開關量信號,送入變頻,并把儀表信號(模擬量4~20 mA)經過控制模式,同時輸入變頻器,實現自動加藥。
同時在加藥裝置上增加報警裝置,當在線表pH超出8.2耀9.2時進行閃爍報警,超出7耀9.5時進行高高報警,在線pH表測量值低于8.2時加藥泵頻率加大,高于9.2時頻率降低。如自動控制異常時可立即轉為人工調控。自動控制流程圖如圖3。
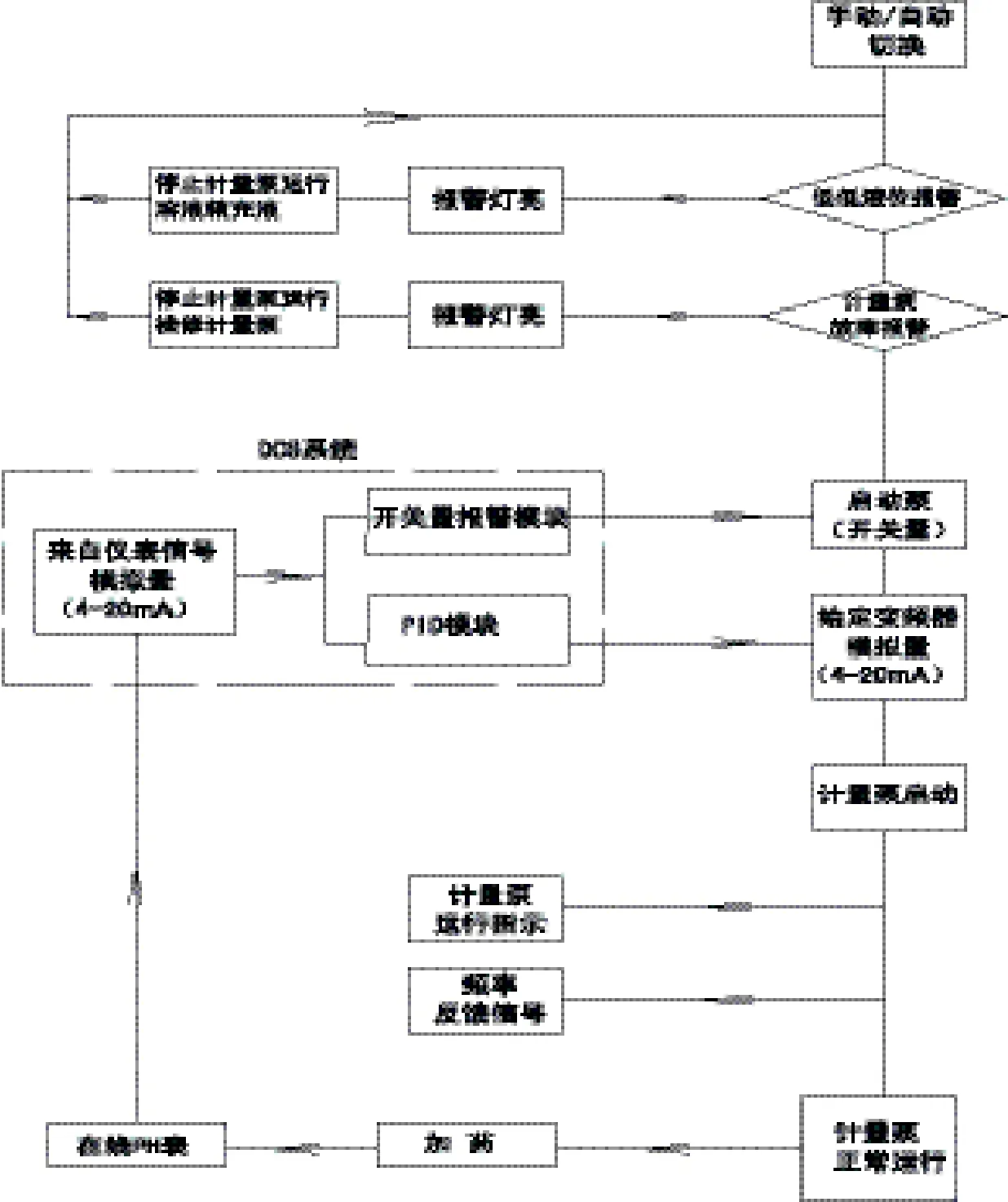
圖3 自動控制流程圖
2.1.3改進效果及存在的問題
投入自動控制試運行一個月,主要效果是能減輕運行人員的工作量,尤其是運行人員去現場化驗或點檢時也能進行自動調控,當pH超標時會報警提醒運行人員。但還存在如下問題:
淤自動控制運行時設定pH為8.5,實際數值呈鋸齒形上下波動,最密區域波動周期只有15耀20 min,泵的頻率變化范圍為0%耀100%。在線pH表顯示曲線如圖4所示。

圖4 投入自動控制時在線pH表顯示曲線
分析在線表測量曲線,最上點為pH9.5,最低點為4.5。在pH達到設定高點9.2時,因取樣管內樣水滯后實際外送水pH已超過9.2,在自動減小泵的頻率到打不出藥液時,在線表測量值因取樣管內樣水逐漸被稀釋測量值不會迅速下降,而實際外送水因未加藥pH值不合格,因樣水從母管流入測量流通池內至少需5 min。在這種控制方法下冷軋脫鹽水pH值實際超標時段較多,無法滿足冷軋要求。后多次對設定值、比例和積分設定進行更換,波動范圍和頻率變化稍有好轉,但不能解決pH波動大導致超標的問題。
于當產品水池水pH約4.5時,泵的頻率全開并聯鎖啟備用泵也無法滿足要求,pH低低報警會提醒運行人員提高藥液濃度。但這同樣會出現手動控制中加大和稀液藥液濃度引起滯后超標的問題。還有兩次晚班出現藥箱打空引起pH嚴重超低事故。
2.2由一級調整改為二級調整
2.2.1改進原因:考慮到在送水管上一點加藥,調整幅度大且不穩定,平均把脫鹽水從pH5.1須提高到8.5左右,極限情況須從3.0提高到8.5,調整受脫鹽水本身pH、水量、藥液濃度的變化制約。再加上一點加藥只要水質超標尤其是斷藥或加藥故障都沒有補救的機會,水直接送到了用戶影響生產。所以決定由一級調整改為二級調整,一方面減少每一級調整的幅度,另一方面減少一級調整出現失誤時也能通過另一級加藥進行適量的補救。
2.2.2改進過程
2.2.2.1新增加藥點位置選定:為充分利用兩個產品水池內存水對pH的緩沖性,并利用混床出水管進入水箱時對藥液進行攪拌混勻作用,決定新增加藥點安裝在三臺混床總出水管上,如圖2。
2.2.2.2取樣點B處pH值確定:如把水池pH控制到7左右,在實際控制中容易超過8,因為pH從7升到8只要很少的藥劑,按150 m3/h水量計算:150 m3/h伊(10-6-10-7)mol/l伊103伊40g/mol伊10-3=0.0054 kg/h。再加上兩個產品水池內平均儲水量在1000 t左右,根據經驗如產品水池內水pH逸8.5時則兩套加堿裝置停用也需4耀6個小時才能恢復到正常值,這會造成長時間影響冷軋的生產。另一方面考慮到鍋爐用水加入過多的氫氧化鈉,會引起水汽系統含鹽量增加甚至引起堿性腐蝕和結垢。參考近幾年來的加藥經驗,主要是脫鹽水pH約4.5時原有的加堿裝置需加大藥劑濃度才能調整到位,所以最后確定取樣點B 處pH調整范圍確定為4.5耀6.5。
2.2.2.3加藥量和加藥裝置的確定:首先決定在混床出水管新增一套JY-域型加堿裝置,在取樣點B處安裝一個在線pH表反饋控制加藥泵的頻率。后考慮到此處為初調,無需精確控制,原有的加堿裝置已安裝了自動控制系統,且安裝一套自動加堿裝置需10多萬元,所以決定自制一套簡單的加堿裝置。加藥量的確定因混床出水pH波動大,無法隨時按照理論計算出確切的加藥量,通過統計近兩年冷軋加藥量平均每天為二瓶500g瓶裝氫氧化鈉,冷軋用水量約為車間總用水量的一半,初步確定新增加藥裝置每天加藥量為一瓶。加藥箱考慮到小體積的加藥桶更有利于臨時調整藥劑濃度,后利用一個空聯氨桶(200 L)做加藥桶,加藥泵安裝一臺美頓羅B126原398T1型加藥泵(工作流量:9.5 L/h;工作壓力:6.9 bar)。
2.2.3運行調整及效果
該加堿裝置做為pH粗調,于2015年3月24日投運,投運時將泵的頻率和行程均調整在50%,每天打完藥箱體積的一半,每天由白班加藥一瓶。每班由運行人員在混床出口和取樣點A、B處取樣化驗一次pH,如取樣點B處pH約5則向粗調加藥箱再加藥一到二瓶;如該處pH躍7則停止粗調加藥,等pH約6再啟動;精調加藥裝置主要根據在線表測量值調整泵的頻率,pH精調加藥裝置可手動可自動。從運行情況來看,取樣點B處平均每月出現一次pH約5臨時增加藥量的情況,出現一次pH躍7停粗調加藥的情況,所以粗調加堿裝置基本保持50%的頻率和行程連續運行。精調加堿裝置可保持固定的藥劑濃度根據在線表pH稍做頻率調整即可,平均每班人工調整頻率次數由原來的大于10次減少到1耀2次。粗調加堿裝置投運前后取樣點B處pH對比如表2。
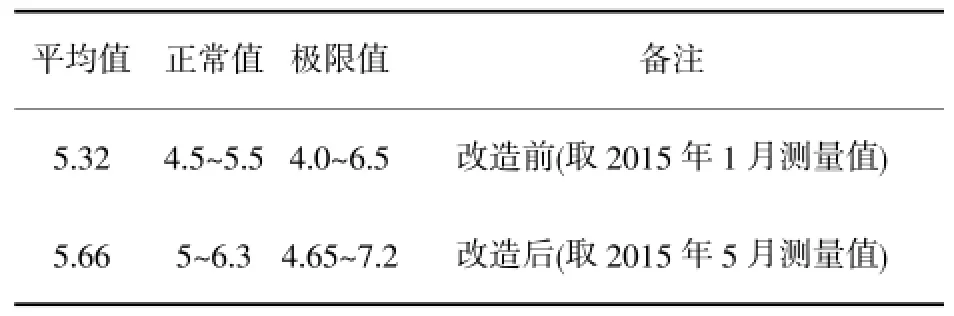
表2 粗調加堿裝置投運前后取樣點B處pH對比
并且在線表pH值非常平穩,波動很小,曲線如圖5所示。

圖5 二級加堿調整后在線pH表顯示曲線
4 總結
4.1當脫鹽水pH值調整范圍較大且對pH要求很高的情況建議采用二級調整,粗調直接加藥到混床出水管,充分利用混床出水管進入水池時的攪拌混勻作用。粗調可采用簡單的自制加藥裝置,且藥箱宜小以保證一天的加藥量就行,有利于臨時調整藥劑濃度。粗調pH控制范圍可適當放寬,可充分利用水箱水量的緩沖作用。
4.2冷軋用水pH調整可用分析純氫氧化鈉,避免因氨水揮發對加藥人員和環境造成影響。但常規鍋爐用水最好用氫氧化鈉調整到pH在7以下,后面用氨水調整,防止鍋爐水汽系統腐蝕和結垢。
[參考文獻]
[1]陳潔,楊東方.鍋爐水處理技術問答[M].北京:化學工業出版社,2003.
[2]王曉偉.純水級脫鹽水pH值淺析[J].工業水處理,1999-11.
[3]杜付.淺析自動加氨系統的原理及應用[J].化肥設計,2005-12.
節水工作中被考核的主體,而主生產工序沒有受到用水制約,不利于節水。這種管理模式下生產工序只會考慮工序高標準用水,不計水耗,動力廠作為主線生產的輔助工序只能滿足生產主線用水水質要求,有時對于節約用水無能為力,目前某些企業在中水、濃鹽水、焦化廢水的回用問題上即出現了這一尷尬現象。
pH Adjustment and Optimization of Cold Rolling Desalted Water
Li Wenxue
(Energy Center of Lianyuan Iron and steel Co., Ltd., Lianyuan, Hunan 417009, China)
[Abstract]The optimization process of primary pH adjustment upgraded to secondary adjustment of cold rolling desalted water and the improved effect are introduced. It shows that secondary adjustment can reduce the adjustment range of each phase, improve adjustment precision and ensure the stability of desalted water pH.
[Keywords]cold rolling; desalted water; pH; secondary adjustment
作者簡介:李文學(1973-),女,大學本科學歷,化學工程師,現從事電廠鍋爐水處理技術工作。
收稿日期:2015-10-21
【文章編號】1006-6764(2015)12-0056-05
【文獻標識碼】B
【中圖分類號】TQ085