X90M鋼級螺旋縫焊管殘余應力控制的實現——2號輥壓下量與殘余應力關系模型的建立
2015-12-28 12:03:46張繼建王憲棟楊青建
鋼管 2015年6期
張繼建,付 超,王憲棟,楊青建
(山東勝利鋼管有限公司,山東 淄博 255082)
殘余應力控制是螺旋縫焊管生產中一個重要環節。而對于殘余應力的控制來說,2號輥壓下量是一個極為重要的因素。在生產中,有經驗的成型工會根據切環法彈復樣的開口量調整2號輥壓下量。由于沒有理論指導和定量分析,只能根據經驗來判斷壓下量的大小,因而會導致較大的誤差。
本文以X90M鋼級卷板為研究對象,利用MATLAB工程軟件,建立2號輥壓下量與殘余應力關系模型,為成型過程殘余應力的控制提供理論指導。
1 螺旋縫焊管殘余應力的測定
螺旋縫焊管殘余應力的測定方法有許多,其中機械測量方法有小孔法、切環法、切塊法,物理方法有超聲法、光學法等。生產中最簡便、常用的方法即是切環法。
在生產中,殘余應力的生成過程相當復雜。切環法切出的鋼管不僅在鋼管周向進行錯開,而且還有軸向錯開量λ和徑向錯開量δ,切環法如圖1所示。如果成型器參數(不考慮2號輥壓下量)調整得當,鋼管軸向和徑向的錯開量都較小,且可忽略不計,鋼管錯開都是沿周向的[1-3]。文獻[4]指出:國內常用標準和技術條件在殘余應力控制環節,將切環彈復量定義為切口張開量,即只限制其周向正彈復量。用周向錯開量L(負彈時取負)來表示殘余應力值。當L=0時,殘余應力最小,為理想狀態。
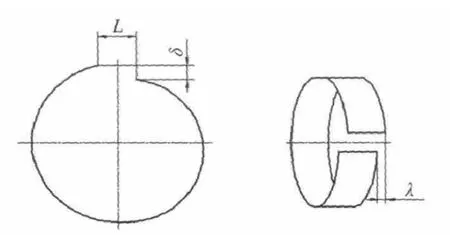
圖1 切環法示意
本文探究的問題即周向錯開量L=0時2號輥的壓下量。引用文獻[5]中“坯管圓”、“彈復圓”及“預彎圓”的概念。其中,預彎圓半徑最小,坯管圓和彈復圓一致。
2 X90M卷板拉伸性能
以某鋼廠1 550 mm×16.3 mm X90M鋼級卷板為試驗對象。
2.1 拉伸試驗
在板頭(T)、板中(Z)、板尾(W)取樣進行拉伸試驗。板卷采用Φ12.7 mm圓棒試樣。試驗在1000HDX-G7靜液式萬能型材料試驗機上進行,試驗方法依照ASTM A 370—2013《鋼產品力學性能試驗的標準試驗方法》進行,其結果見表1。
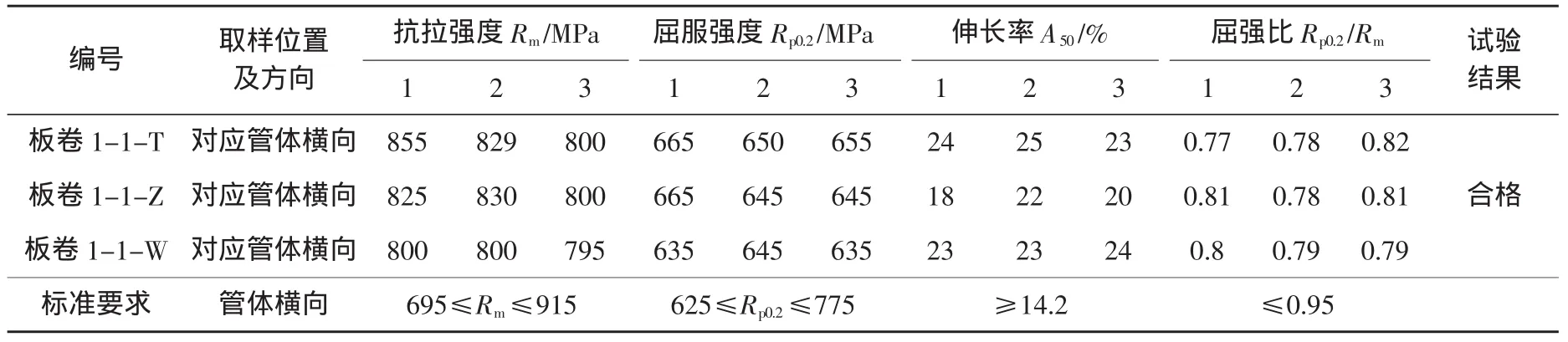
表1 X90M鋼級卷板拉伸試驗結果
試驗表明:X90M鋼級卷板的平均Rp0.2為648.9 MPa。取最接近平均值的板卷1-1-T試樣2(Rp0.2為650 MPa)作為標準數據,其拉伸試驗數據見表2,應力-應變曲線如圖2所示。

表2 X90M鋼級板卷1-1-T試樣2拉伸試驗結果
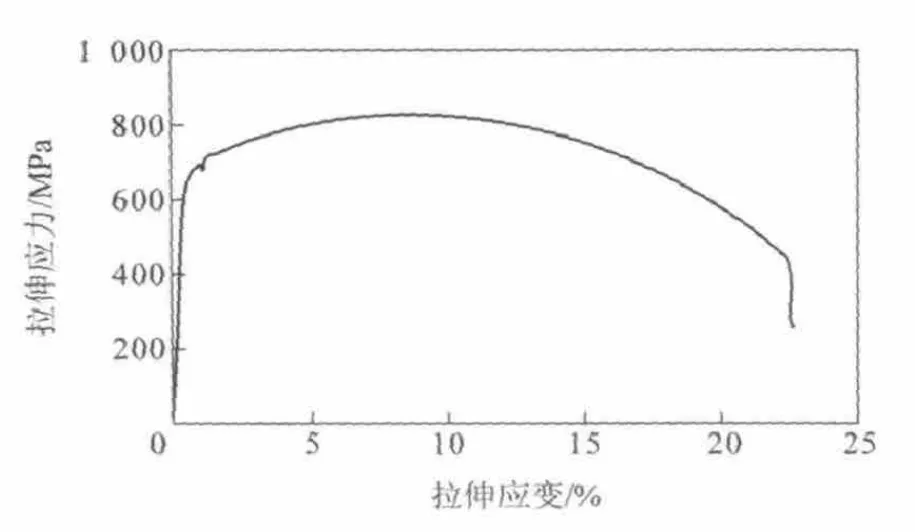
圖2 X90M鋼級板卷1-1-T試樣2拉伸應力-應變曲線
2.2 X90M鋼級卷板應力-應變曲線
2.2.1數據計算機化
將1000HDX-G7靜液式萬能型材料試驗機自帶軟件生成的源數據文件(拉伸應力、拉伸應變)讀入MATLAB進行數據計算機化,其拉伸應力-應變源數據如圖3所示。在圖3中,第一列數據為數據采集點i;第二列數據為拉伸應變ε;第三列數據為拉伸應力σ。
2.2.2 彈性模量E—多項式擬合
使用多項式擬合曲線方法求出X90M鋼級卷板在彈性拉伸階段的彈性模量E。擬合目標為最小方差(最小兩乘法);區間范圍為0.02%≤ε≤0.20%(向前限定范圍是為了消除試驗剛開始時不穩定因素的影響);使用polifit(E,ε,σ)函數[6]求得:E=198.46 GPa。
彈性模量E擬合效果如圖4所示。
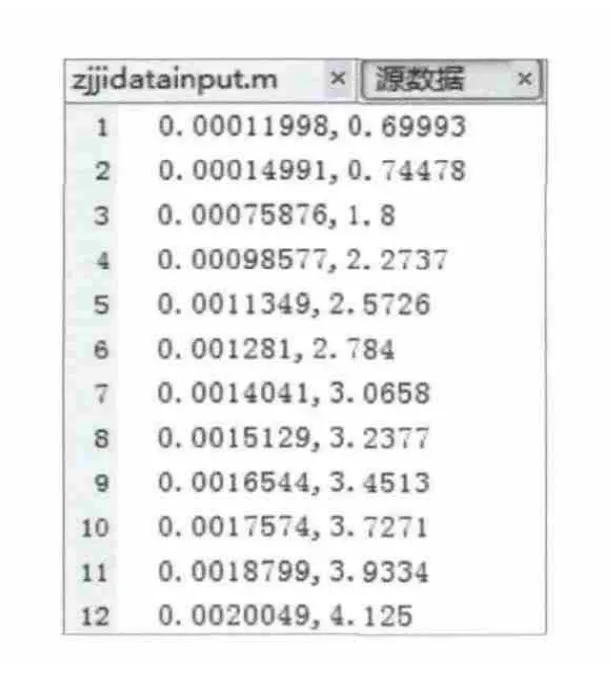
圖3 拉伸應力-應變源數據
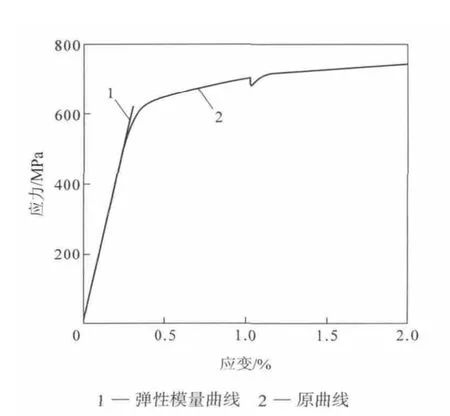
圖4 彈性模量E擬合效果
3 卷板預彎彎矩及預彎半徑
文獻[7]指出:帶鋼在三輥彎板機中發生彎曲變形時,為獲得所需的彎曲曲率,2號輥必須具有一定的壓下量。當2號輥的壓下量較小時,帶鋼因受力不足而出現變形不足,從而導致管坯環在切環試驗中出現周向正彈復現象;當2號輥的壓下量過大時,帶鋼因受力過大而發生了過量變形,管坯環在切環試驗中就會出現周向負彈復現象。
因此,在螺旋縫焊管成型過程中,預彎半徑及預彎彎矩與2號輥壓下量緊密相關,并直接影響彈復量及鋼管殘余應力的大小。
3.1 預彎時的應力應變
在三輥成型過程中,卷板在2號輥正下方時,彎矩最大,曲率半徑最小,定義此處為文中所提“預彎”狀態。壁厚方向預彎應力-應變分布如圖5所示。根據材料力學理論[8],彎曲應變與其距中性層距離成正比關系,可繪出應變ε在壁厚方向上的分布(圖5a);根據圖2中的拉伸應力-應變曲線對應繪出應力σ在壁厚方向上的分布(圖5b)。
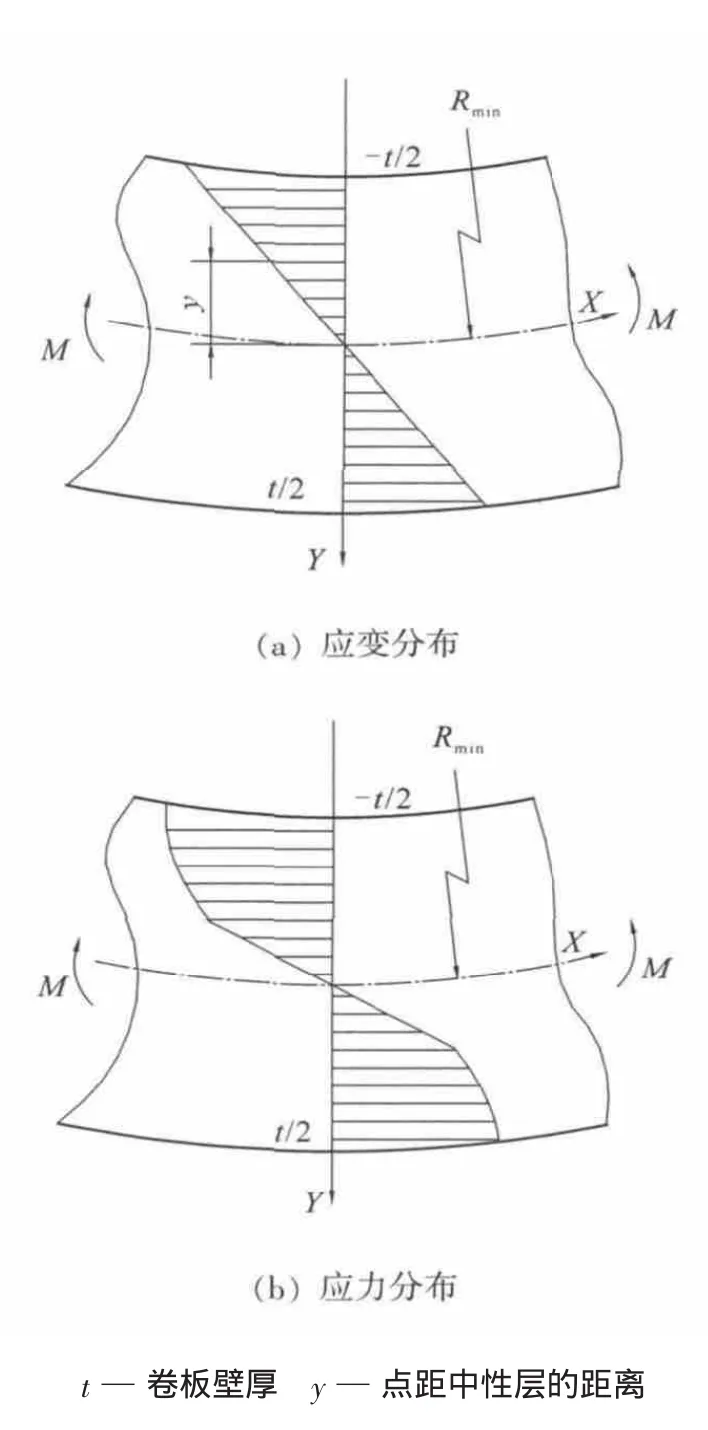
圖5 預彎應力-應變分布示意
在距離中性層y處,拉伸應變ε為[8]:

式中 ρ——曲率半徑,m。
在2號輥下時,曲率半徑即為預彎半徑,設為Rmin;而在卷板上表面y=t/2處應變為最大,即ε=εmax,則有:

式中 εmax——預彎表層應變。
3.2 預彎內彎矩

式中S——卷板在成型器內長度,m;為了簡化
計算,假定S為單位長度。
3.2.1 解析求法
大部分材料(包括X90M鋼級)的拉伸應力-應變曲線是不可解析的。因此,在工程中常用簡化模型表達求解。最常見的是“理想彈塑性材料模型”和“彈塑性模量模型”。
根據圖2曲線可擬合得出應力-應變解析式σ=σ(ε),并將該解析式代入公式(4)積分求出預彎內彎矩M的解析式。雖然解析法在積分過程中是精確的,但由于其在材料模型構建時進行了簡化,因此其解析出的結果并不精確。
3.2.2 數值求法
為了使數值更加準確,使用數值積分法:將計算機內標樣采集點的數據對應到公式(4),并進行累加,對應關系見表3。
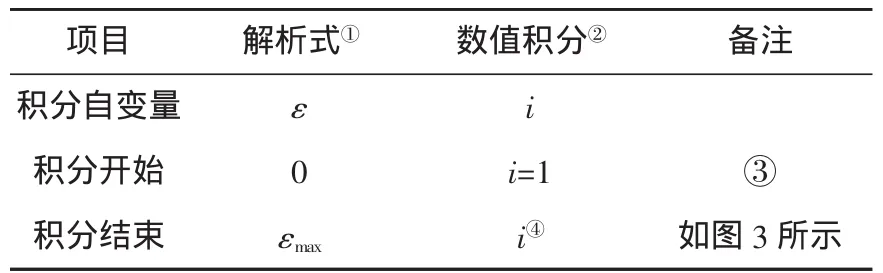
表3 解析式—數值式對應關系
將公式(4)變形為數值積分的形式,為:

式中 εi——第i個應變;
σi——第i個應力,Pa。
編寫MATLAB程序,將圖3中所有點的數值累加求得以εmax為變量的內彎矩函數,彎矩曲線如圖6所示。
3.3 自由回彈彎矩
卷板在成型進程中,經2號輥后會發生回彈,此過程為彈性變形。根據文獻[10]可知彎矩變化量ΔM的關系式為:

式中I——慣性矩,m4;
R1——彈復前曲率半徑,m;
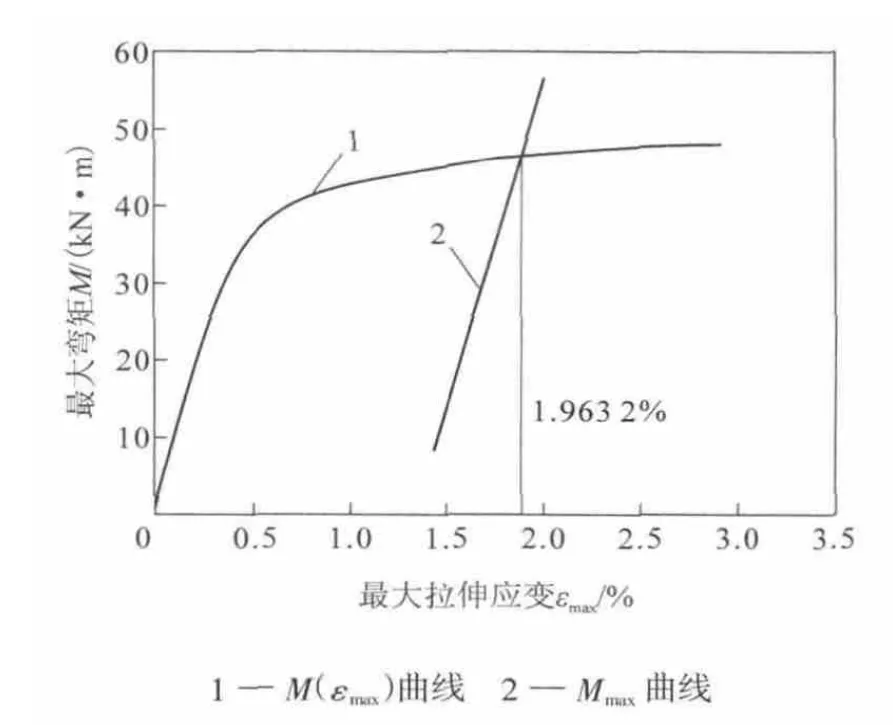
圖6 彎矩曲線
R2——彈復后曲率半徑,m。
卷板預彎時,曲率半徑最小,為Rmin;彎矩最大,設為Mmax。卷板回彈到“理想狀態”(彈復量為0)時:管徑為R,彎矩為0。
結合公式(6)、(3)可得:

將Φ1 219 mm×16.3 mm螺旋縫焊管的中徑R=601.35 mm,慣性矩I=St3/12 m4,彈性模量E=198.46 GPa,代入公式(7),可得Mmax曲線(如圖6中曲線2)。
3.4 預彎彎矩、預彎半徑
根據卷板預彎時的內彎矩(公式5)等于其自由回彈前的彎矩(公式7),可求得εmax=1.953 2%,即圖6中兩條曲線的交點。再根據公式(2)可得出預彎半徑Rmin=423.77 mm(外徑863.85 mm);根據公式(5)或(7)求得 Mmax=46 275 N·m。
4 壓下量模型
4.1 成型器——調型參數
螺旋縫焊管成型器調型時,以理想坯管圓為基準進行參數的調整,調型參數如圖7所示。
特定成型器針對特定規格型號坯管,結構數據參數都是確定的,包括1~3號輥的相對位置。以德國PWS公司Φ610~1 620 mm預精焊機組成型器為例,調型Φ1 219 mm×16.3 mm、X90M鋼級(按屈服強度650 MPa調整),相關數據為:坯管圓中半徑 R=601.35(mm),3 號輥傾角 γ=20.37°,3 號輥切點距鋼管中心線 L3=Rsin γ=209.3(mm),3 號輥切點距坯管圓底面 h3=R(1-cos γ)=37.6(mm)。
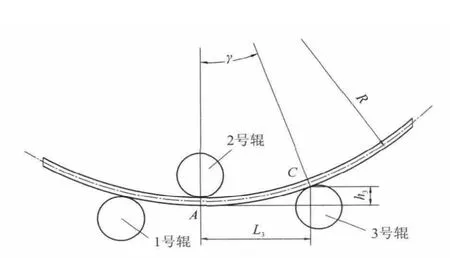
圖7 調型參數示意
4.2 撓曲線
卷板在預彎時受到3個輥的作用力,在1、2號和2、3號輥間形成兩段不同的撓曲線。圖7中點A為坯管圓與2號輥垂線交點。以過A點水平線為X軸,過3號輥切點C的垂線為Y軸建立坐標系,其成型簡化如圖8所示。圖7~8標注各點均在卷板/鋼管中性層上。2、3號輥間的撓曲線(CA′)求解如下。
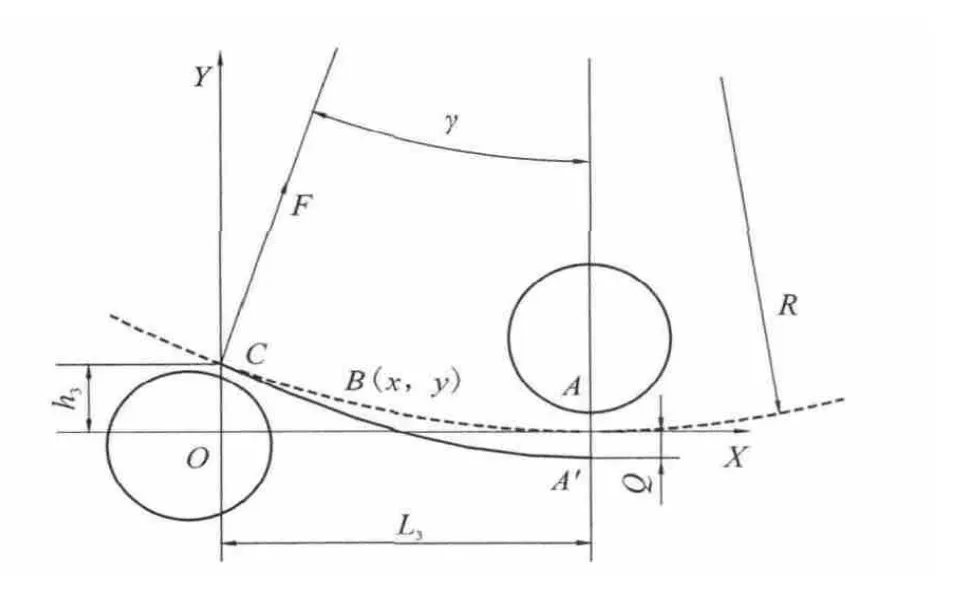
圖8 成型簡化示意
B為撓曲線上的任意一點;O點為坯管圓心;A′為2號輥壓下點;相對于A點,設壓下量為Q。則各點坐標為:C(0,h3);B(x,y);A(0,L3);A′(L3,-Q)。
4.2.1 3號輥支反力
設3號輥支反力大小為F,而其方向指向管坯圓心,即(sin γ,cos γ),所以:

由于 CA′=A′-C=(L3,-h3-Q),將 4.1 節中的調型參數代入得:

根據力學理論,3號輥支反力對于點A′的彎矩即為卷板的預彎彎矩Mmax,即。將公式(8)~(9)代入可得:
4.2.2 撓曲線上任一點的彎矩

有兩種方法可求出B點的彎矩MB。
(1)支反力彎矩法。在圖8中,3號輥支反力對 B(x,y)處的彎矩為:

(2)彈復彎矩變化法。C點相對于撓曲線上任一點B來說,相當于從B點自由彈復。而C點曲率半徑為R,彎矩為0。根據式(6)可得:

式中RB——B點曲率半徑,m。
4.2.3 撓曲線任一點的曲率半徑
根據數學知識[11],曲線上曲率半徑有幾何關系:

式中y′——曲線導數;
y″——曲線二階導數。
4.2.4 撓曲線和壓下量模型
由公式(11)~(13)可得:

即公式(14)為卷板在2、3號輥之間的撓曲線方程;其中2號輥壓下量Q為與撓曲線相關的待求量,該公式亦即2號輥壓下量模型。
4.3 壓下量模型求解
使用假定初始值和迭代法,求壓下量模型微分方程及Q值。
(1)選定Q值,代入公式(14)得到不含變量Q的撓曲線微分方程(第一次迭代時選Q=0);
(2)選定曲線求解初始點C、初始值撓度和導數[y,y′]=[h3,-tan γ],參考文獻[6];
(3)使用MATLAB—ODE45函數求解出撓曲線2,卷板撓曲求解過程如圖9所示;
(4)撓曲線2與2號輥垂線L3的交點即為Q值;
(5) 重復第(1)~(4)步,將更新的 Q 值代入公式(14),迭代求出壓下量Q值;
(6)求出符合精度要求的撓曲線(圖9中的曲線3)及壓下量Q。曲線3與曲線2幾乎重合。
精度為10-5時求解結果及迭代過程見表4及如圖9所示。

表4 壓下量Q迭代求值表
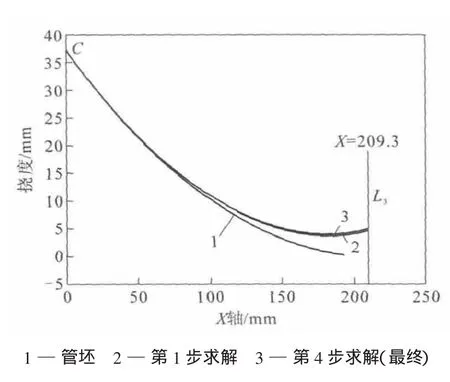
圖9 卷板撓曲求解過程示意
綜上所述,通過成型器調型參數、鋼管的預彎半徑和最大彎矩,可求解出卷板的撓曲線方程。Q值即彈復樣開口量L=0時2號輥的最佳壓下量。如果想要得到正彈或負彈的鋼管,在Q值的基礎上進行微調即可。
5 實踐驗證與未解決問題
在德國PWS公司Φ610~1 620 mm預精焊機組成型器上按4.1節參數試制X90M鋼級Φ1 219 mm×16.3 mm螺旋縫焊管。兩卷卷板生產出外觀尺寸符合標準的鋼管共7根。生產過程中,為保證鋼管內彈,2號輥在計算數據(Q=-5.0 mm)基礎上又多壓下0.5 mm。生產穩定后,鋼管彈復量均在50 mm范圍內,而且卷板在2、3號輥間的撓曲線與計算結果完全一致。試驗表明:本文提供的模型基本符合生產實際,可作為生產的理論指導。
本文模型解決的只是在彈復量為0、殘余應力最小時2號輥壓下量的一個特例,仍有兩個課題需要進一步研究解決:①鋼管彈復量不為0時與2號輥壓下量關系;②卷板在成型器2號輥之前的撓曲線及受力問題。
6 結 語
根據X90M鋼級卷板的拉伸應力-應變試驗數據和材料力學理論,在鋼管規格確定情況下,可以確定螺旋縫焊管成型中預彎半徑和最大內彎矩,并通過解析撓曲線微分方程可以確定2號輥壓下量,從而達到控制X90M卷板殘余應力的目的。
[1]熊慶人,李霄,霍春勇,等.X80鋼大口徑螺旋縫焊管的殘余應力[J].機械工程材料,2011,35(10):4-7.
[2]李霄,熊慶人,石凱,等.成型過程對焊管殘余應力的影響[J].機械工程材料,2010,34(5):94-97.
[3]熊慶人,李霄,胥聰敏,等.高鋼級大口徑焊管殘余應力的測試方法[J].理化檢驗-物理分冊,2011,47(5):265-269.
[4]馬家鑫,鄭福恩,荊松龍,等.螺旋縫焊管切環試驗殘余應力評價方法分析[J].焊管,2012,35(11):30-33.
[5]馬利芳.螺旋焊管殘余彈復問題的分析與研究[J].鋼管,2009,38(5):20-27;2009,38(6):20-26.
[6]謝中華,李國棟,劉煥進,等.MATLAB從零到進階[M].北京:北京航空航天大學出版社,2012.
[7]王鳳成,王建,李哲.高鋼級厚壁螺旋縫焊管殘余應力控制措施[J].鋼管,2014,43(2):49-52.
[8] 劉鴻文.材料力學(I)[M].4版.北京:高等教育出版社,2004:119-142.
[9]張繼建,王坤顯,付超,等.一種新螺旋縫焊管成型——變距成型技術[J].焊管,2014,37(S1):13-17.
[10]李英,何顯光,石成江,等.螺旋鋼管殘余應力分析研究[J].化工設備與管道,2004,41(1):29-30.
[11]同濟大學數學系.微積分(上冊)[M].2版.北京:高等教育出版社,2003:159.
