水冷絲極電渣焊槍的檢修焊接技術
2015-12-27 07:34:48張發榮何志濤姜殿忠程登
金屬加工(熱加工) 2015年4期
張發榮 何志濤 姜殿忠 程登

1. 概述
電渣焊技術在建筑鋼結構中的應用,成功解決了箱型結構內隱蔽焊縫的焊接問題。水冷絲極電渣焊槍(φ12mm)在工作時,其焊接端部送絲機構由于在工作中長時間處于高溫環境之中,焊槍內部的水路循環系統容易遭到破壞,導致在焊接過程中漏水而影響焊接質量。電渣焊工作區剖面如圖1所示。我廠經過長時間的探索,整合了一套絲極電渣焊槍的檢修方案,針對焊槍工作中的缺陷問題,提出了同種鋼材及異種鋼材的焊接修復技術。此項技術對焊槍在生產過程中的工作質量提供了保障。
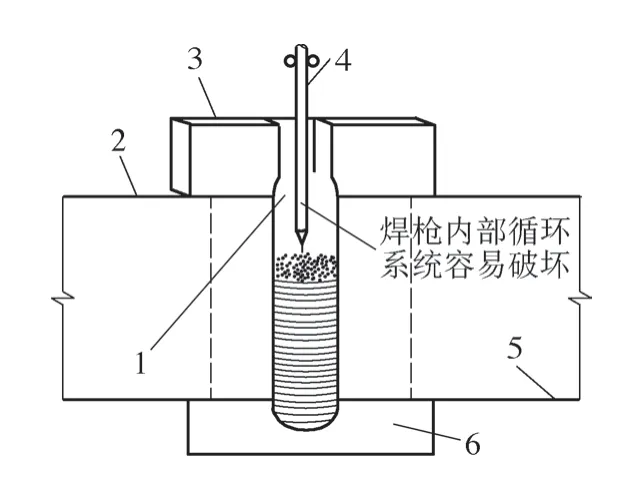
圖1 電渣焊工作區剖面
2. 材料特性分析
(1)純銅特性 純銅應用于焊槍的內壁及連桿、導電嘴等部位。其導熱性特別高,在恒溫下凝固沒有固液共存的溫度區間,但焊縫及熱影響區仍有較大的熱裂傾向。此外,由于純銅在熔化溫度時的表面張力較碳鋼及低合金鋼小,流動性稍大,故焊接時表面成形能力較差。其化學成分及力學性能如表1所示。
(2) Ni-Cr-Ti型不銹鋼特性 0Cr18Ni10Ti奧氏體不銹鋼運用到焊槍的外壁部位,工作時承受焊縫區域的高溫,具有優異的高溫應力破斷性能及高溫抗蠕變性能,其焊接性較好。但對加熱到400~800℃區間時,焊接接頭貧鉻會產生較為嚴重的晶間腐蝕問題,故該鋼種在焊接后需特別注意冷卻溫度,盡量避免晶間腐蝕敏化區溫度。其化學成分及力學性能如表2所示。
表1 純銅的化學成分及力學性能

表2 0Cr18Ni10Ti的化學成分及力學性能
3. 檢修焊接技術
(1)純銅焊接工藝 在焊槍結構中,連桿部位與槍體導絲區域內壁的焊接均為純銅焊接,且焊接區域較小,連桿連接部位尺寸約為φ4mm,連桿插入槍體導絲區域后進行封閉焊接,且焊接要求較高(見圖2)。
連桿與槍體導絲區域內壁的焊接采用氣焊進行,焊絲選用大西洋HS201銅焊絲,φ2.0mm,氣劑選用專用CJ301。焊前對接頭部位進行400~500℃的預熱處理,焊接時選擇乙炔焰的中性火焰進行,且焊接過程中適當進行小幅度挑弧,使焊接部位焊縫進行有效的熔合,焊接后用手工銼將焊縫接頭進行磨光處理,便于水路循環的暢通。
(2)0Cr18Ni10Ti及0Cr18Ni10Ti+T4焊接工藝 為了保證水路循環的順暢性,在槍體與連桿焊接完畢后需對循環區域進行封套密封。封套為0Cr18Ni10Ti材質不銹鋼,涉及封套與槍體外壁(0Cr18Ni10Ti材質)焊接、封套與連桿(T4材質)焊接(見圖3)。
因封套的焊接均在槍體外側,施焊空間相對較大,故封套與槍體、封套與連桿的密封焊接選用TIG焊進行(見圖4、圖5)。焊接完畢,對封套焊接部位焊縫進行手工銼打磨處理,如圖6所示,焊接參數如表3所示。
(3)密封性檢測 因焊槍直徑較小,且焊縫涂敷面積不大,運用傳統的焊縫檢測設備存在一定的難度,故根據工廠實際情況用0.8~1.0MPa壓縮空氣對焊槍檢修焊接部位進行堿水測漏試驗,確保檢修焊縫的密封性質量,同時保證焊槍在高溫環境中的工作質量(見圖7、圖8)。
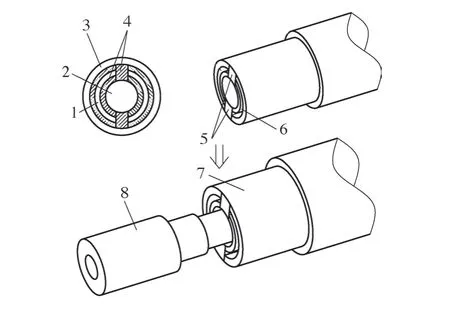
圖2 連桿連接結構
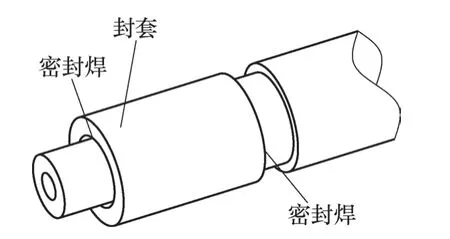
圖3 封套連接
圖4 不銹鋼焊接

圖5 不銹鋼+純銅焊接

圖6 焊縫打磨
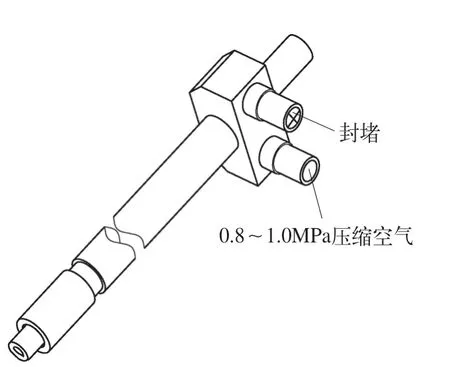
圖7 焊槍通氣

圖8 高壓測漏

表3 0Cr18Ni10Ti及0Cr18Ni10Ti+T4焊接參數
4. 結語
通過對電渣焊槍結構進行比較系統的認識,我廠研制并整合了以上電渣焊槍檢修工藝方案,對焊槍維護、檢修和成本控制起到了顯著的成效,同時對焊接質量的控制和焊接技術的研發也具有重大意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
