熔模鑄造型殼缺陷分析
2015-12-27 07:33:22潘玉洪
金屬加工(熱加工) 2015年1期
關(guān)鍵詞:裂紋
潘玉洪

水玻璃型殼常見的缺陷有裂紋、變形、鼓脹,蟻孔、蠕孔及氣孔等,現(xiàn)分析如下。
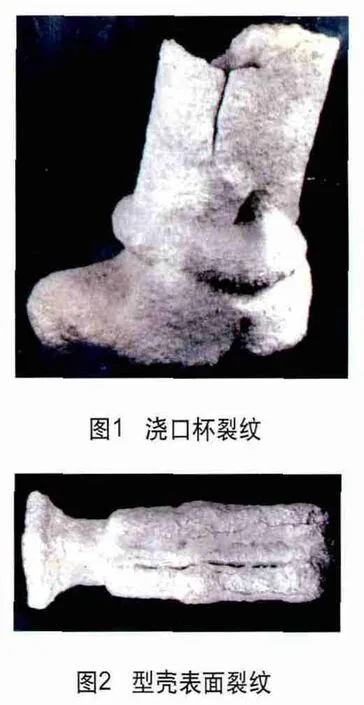
一、型殼裂紋
型殼裂紋有兩種情況,一是澆口杯產(chǎn)生裂紋,如圖1所示;二是型殼表面產(chǎn)生裂紋,如圖2所示。
澆口杯裂紋特征:型殼的澆口杯有裂紋,嚴(yán)重時(shí)澆口杯開裂。
型殼表面裂紋:在型殼的表面上有彎曲的、深淺不等的裂紋。
1. 產(chǎn)生原因
(1)涂料中水玻璃的模數(shù)、密度過高或過低;涂料中的粉液比過低;或硬化劑的濃度、溫度和硬化時(shí)間不當(dāng),硬化不充分;或型殼在硬化前的自然風(fēng)干時(shí)間不夠,不利于硬化劑的繼續(xù)滲透硬化,影響了硅凝膠的連續(xù)性和致密性;或型殼的層數(shù)不夠等原因,導(dǎo)致型殼的強(qiáng)度低,出現(xiàn)了裂紋。
(2)涂料層涂掛的不均勻,或撒砂層厚薄不均,尤其是浸涂料后沒有撒上砂的部位,硅凝膠在收縮時(shí)受力不均勻,導(dǎo)致型殼產(chǎn)生裂紋。
(3)脫蠟液的溫度低,脫蠟時(shí)間太長(zhǎng)。由于蠟料的熱膨脹系數(shù)大于型殼的熱膨脹系數(shù),脫蠟緩慢將導(dǎo)致型殼在脫蠟的過程中受到各種應(yīng)力的作用,如果超過此時(shí)型殼的強(qiáng)度極限,就會(huì)產(chǎn)生裂紋,甚至開裂。
(4)焙燒時(shí),型殼入爐溫度高,升溫過快,或高溫出爐急冷;或型殼多次焙燒,產(chǎn)生微裂紋,甚至裂紋,降低了強(qiáng)度;或型殼的高溫強(qiáng)度低,使型殼在焙燒時(shí)產(chǎn)生裂紋。
(5)清理澆口杯時(shí),機(jī)械損傷澆口杯。
2. 防止措施
(1)采用下列措施,型殼的高溫強(qiáng)度就高。①水玻璃的模數(shù)M=3.0~3.4,密度ρ=1.30~1.33g/cm3,配制成加固層涂料。②采用合理的涂料配制工藝,并執(zhí)行涂料的“配比-溫度-黏度”曲線。③采用合理的硬化工藝,控制硬化劑的“濃度-溫度-硬化時(shí)間”;或選用氯化鋁代替氯化銨硬化型殼。④合理的制殼工藝,如涂料黏度與撒砂粒度的合理配合,硬化工藝參數(shù)要確保型殼充分硬化。⑤采取措施增加型殼強(qiáng)度,如常用的增加型殼層數(shù),或采用復(fù)合型殼等,必要時(shí)大件型殼可用鐵絲加固。
(2)蠟?zāi)=霗z驗(yàn)合格的涂料中,上下移動(dòng)和不斷地轉(zhuǎn)動(dòng),提起后滴去多余的涂料,使涂料均勻地覆蓋在模組的表面上。不能出現(xiàn)涂料的局部堆積或缺少涂料(漏涂),并及時(shí)、均勻撒砂。
(3)適當(dāng)提高脫蠟液的溫度,控制在95~98℃;縮短脫蠟時(shí)間,以15~20min、不超過30min為宜。水玻璃型殼脫蠟的要點(diǎn):高溫快速。必要時(shí),改進(jìn)脫蠟方法。
(4)選用合理的焙燒工藝,氯化銨硬化的型殼焙燒溫度為850~900℃,時(shí)間0.5~2h;并嚴(yán)格執(zhí)行。必要時(shí),采用階段升溫或冷卻,型殼焙燒不能超過兩次。
焙燒良好的型殼呈白色、粉白色或粉紅色;焙燒不良的型殼呈深色或深灰色,表示型殼殘留較多的碳分。
(5)清理澆口杯時(shí)應(yīng)仔細(xì),避免機(jī)械損傷,必要時(shí)可改進(jìn)澆口杯的結(jié)構(gòu)。
二、型殼變形
特征:型腔的尺寸不符合圖樣要求,如圖3所示。
1. 產(chǎn)生原因
(1)型殼高溫強(qiáng)度低,其抗高溫變形能力也低。型殼變形大部分是在脫蠟、焙燒或澆注過程中產(chǎn)生的。澆注時(shí),靠近澆口的高溫有可能使型殼發(fā)生變形。
(2)涂料的黏度大,涂層過厚,涂料堆積;或硬化液濃度低,溫度低,硬化時(shí)間短,硬化不足等原因,導(dǎo)致型殼的強(qiáng)度低。
(3)脫蠟液的溫度低,脫蠟時(shí)間太長(zhǎng)。由于蠟料的熱膨脹系數(shù)大于型殼的熱膨脹系數(shù),脫蠟緩慢將導(dǎo)致型殼在脫蠟的過程中受到各種應(yīng)力的作用,使型殼在脫蠟過程中變形。
(4)中小件型殼的焙燒溫度過高、焙燒時(shí)間過長(zhǎng),或冷卻過快,或焙燒時(shí)擺放不當(dāng)(堆壓、擠壓),使得支撐受力不平衡等原因,引起局部變形。
(5)焙燒爐不能滿足工藝要求。
(6)焙燒與澆注配合不當(dāng),型殼在焙燒后的熱態(tài)時(shí),強(qiáng)度較高。溫度下降時(shí),強(qiáng)度隨之下降。如型殼在冷態(tài)下澆注,型殼急劇升溫?zé)崤蛎浵禂?shù)大,導(dǎo)致型殼變形。
2. 防止措施
(1)下列因素的合理匹配與控制,就可以適當(dāng)?shù)靥岣咝蜌さ母邷刈冃慰沽Γ孩偎AУ哪?shù)M=3.0~3.4,密度ρ=1.30~1.33g/cm3配制的加固層涂料。②合理選用硬化劑,氯化鋁硬化的型殼比氯化銨硬化的型殼好。③鋁硅系粉、砂,代替硅粉、砂。④制殼工藝。如涂料黏度與撒砂粒度的合理配合,硬化工藝參數(shù)要確保型殼充分硬化。⑤ 焙燒和澆注的合理配合,防止型殼在冷態(tài)下澆注。⑥采用復(fù)合型殼,如水玻璃與硅溶膠型殼,水玻璃與硅酸乙酯型殼等。
(2)掌握、運(yùn)用、控制涂料的“配比-黏度-溫度”關(guān)系曲線,注意涂掛操作,使涂層均勻地覆蓋;控制硬化液的濃度、溫度和硬化時(shí)間,使型殼充分硬化。
(3)型殼停放12~24h再脫蠟。選擇合理的脫蠟工藝,脫蠟液的溫度控制在95~98℃,脫蠟時(shí)間為15~20min,不超過30min。型殼在脫蠟過程中應(yīng)正確擺放。
(4)選擇合理的焙燒工藝,氯化銨硬化的型殼焙燒溫度為850~900℃,時(shí)間0.5~2h;注意型殼在焙燒過程中的擺放,避免型殼彼此擠壓;控制焙燒出爐的冷卻速度等。
焙燒良好的型殼呈白色、粉白色或粉紅色。
(5)加強(qiáng)焙燒爐的定期檢測(cè)和日常維護(hù)保養(yǎng),使其滿足焙燒工藝要求。
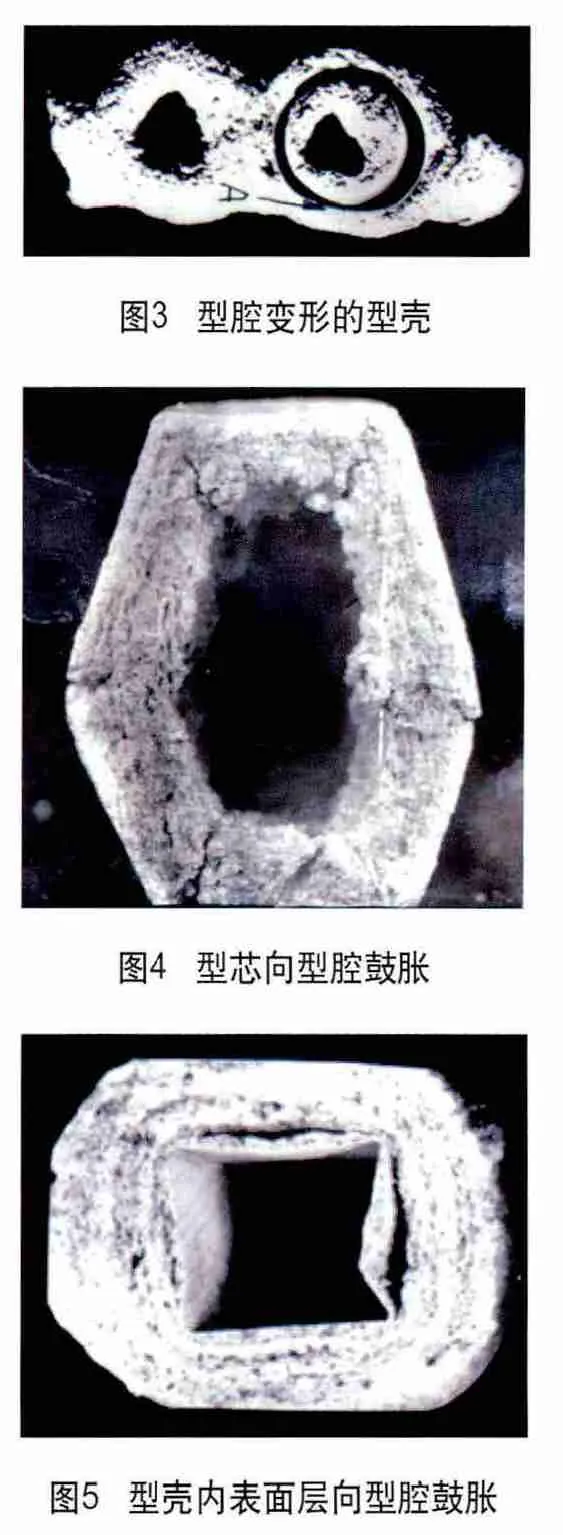
三、型殼鼓脹
特征:型殼整體鼓脹,或局部涂層鼓脹。型芯鼓脹,如圖4所示;型殼內(nèi)表面鼓脹,如圖5所示。
1. 產(chǎn)生原因
(1)型殼分層的各種原因:①水玻璃模數(shù)高,或涂料的黏度大;操作不當(dāng),或撒砂時(shí)間控制不當(dāng),使涂料或型砂局部堆積,以及硬化不良等原因。②面層硬化前的自然風(fēng)干時(shí)間太長(zhǎng),與第二層涂料潤(rùn)濕而結(jié)合不好。③涂料撒砂后,表面有浮砂;或面層砂的粒度過細(xì),砂中粉塵過多或砂粒受潮含水分過多,導(dǎo)致第二層涂料與面層砂結(jié)合不牢。④面層硬化后晾干的時(shí)間短,型殼局部表面殘留過多的硬化液等原因。
(2)型殼抗高溫變形能力低的原因:①型殼高溫強(qiáng)度低,其抗高溫變形能力也低。型殼鼓脹大部分是在脫蠟、焙燒或澆注過程中產(chǎn)生的。②涂料的黏度大,涂層過厚,涂料堆積,或硬化液濃度低,溫度低,硬化時(shí)間短,硬化不足等原因,導(dǎo)致型殼強(qiáng)度低,抗高溫變形能力也低。
(3)脫蠟液的溫度低,脫蠟時(shí)間太長(zhǎng)。
(4)中小件型殼的焙燒溫度過高、焙燒時(shí)間過長(zhǎng),或冷卻過快,焙燒時(shí)擺放不當(dāng)(堆壓、擠壓)等原因。
(5)焙燒與澆注配合不當(dāng),如型殼在冷態(tài)下澆注,型殼急劇升溫?zé)崤蛎浵禂?shù)大,導(dǎo)致型殼鼓脹。
2. 防止措施
(1)防止型殼分層的各種措施:①控制制殼場(chǎng)地的溫度保持在22~26℃為宜,適當(dāng)降低涂料黏度,增加其流動(dòng)性,必要時(shí)在涂料中適當(dāng)添加表面活性劑,改善涂料的涂掛性、覆蓋性。注意操作方法,即型殼浸入涂料中,要上下移動(dòng)和不斷地轉(zhuǎn)動(dòng),提起后滴去多余的涂料,使涂料均勻地涂掛和覆蓋在型殼的表面上,立即撒砂,不能出現(xiàn)涂料或型砂的局部堆積,并充分硬化。②型殼硬化前應(yīng)自然風(fēng)干一定的時(shí)間,一般選用15~40min,以型殼“不濕不白”為宜。硬化后要進(jìn)行晾干,使型殼繼續(xù)進(jìn)行滲透硬化,硬化的更加充分。③檢驗(yàn)型砂的粒度和粉塵含量(≤0.3%),控制型砂在使用中的濕度應(yīng)≤0.3%,并及時(shí)清除型殼上多余的浮砂,面層撒砂的粒度不要過細(xì),粒度以0.450~0.224mm(40/70目)為宜。
(2)防止型殼變形的各種措施:①選擇合適的水玻璃模數(shù)和密度,選用涂料合理的粉液比、黏度和溫度,用鋁硅系粉砂代替硅粉砂;選用合適的硬化劑及合理的硬化工藝參數(shù),控制硬化液的濃度、溫度和硬化時(shí)間,使型殼充分硬化。②注意涂掛操作,使涂層間均勻地覆蓋。③型殼停放12~24h再脫蠟,脫蠟液的溫度控制在95~98℃,脫蠟時(shí)間為15~20min,不超過30min。④氯化銨硬化的型殼焙燒溫度為850~900℃,時(shí)間0.5~2h,并控制焙燒出爐的冷卻速度等。
總之,選用合理的涂料工藝、制殼工藝、焙燒與澆注工藝,或采用復(fù)合型殼等,以提高型殼抗高溫變形能力
四、蟻孔
特征:型殼的內(nèi)表面上有分散或密集的小孔洞,如圖6、圖7所示。
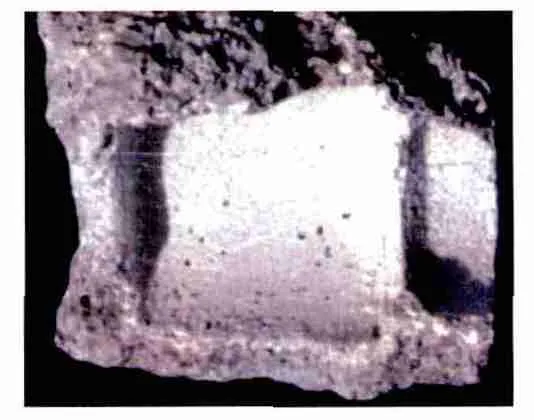
圖6 蟻孔(粉液比1:0.8)

圖7 型腔內(nèi),均在蠟?zāi)さ纳喜慨a(chǎn)生蟻孔
1. 產(chǎn)生原因
(1)配制面層涂料時(shí),涂料中的粉液比太低(≤1∶0.8)。在正常使用溫度下,涂料的黏度低(涂料在粉液比相同的條件下,其黏度隨著溫度的提高而降低),蠟?zāi)I系耐苛蠈犹。鎸由暗牧6容^大,尤其是使用沸騰法撒面層砂時(shí),砂粒易穿透涂料層,在型腔形成蟻孔。
(2)蠟?zāi)V械挠仓岷窟^低,或蠟?zāi)T谕繏烨皼]有進(jìn)行表面脫脂處理,降低了蠟?zāi)5臐?rùn)濕性和涂掛性。
(3)涂料對(duì)蠟?zāi)5臐?rùn)濕性差、涂掛性差。
(4)蠟?zāi)=M裝不當(dāng),或涂掛面層的浸涂、撒砂方法不當(dāng),或控料時(shí)間太長(zhǎng),使模組的中、上部局部涂料層太薄(見圖7),甚至沒有涂料層,易使型腔產(chǎn)生局部蟻孔。
2. 防止措施
(1)配制面層涂料時(shí),在專用配料桶中,不斷攪拌水玻璃、潤(rùn)濕劑,再緩緩加入粉料;當(dāng)水玻璃模數(shù)為3.0~3.4,密度為1.25~1.28g/cm3時(shí),粉液比為1∶1.0~1.3為宜。充分?jǐn)嚢韬蟮耐苛弦M(jìn)行8~12h的回性處理;再選用相應(yīng)的面層砂粒度,一般選用粒度0.355~0.154mm(50/100)或0.450~0.224mm(40/70目)的硅砂;面層砂應(yīng)使用雨淋法撒砂。
(2)蠟料中的硬脂酸含量不能低于50%,可以適當(dāng)提高硬脂酸的含量(一般為5%~10%),以利于提高蠟?zāi)5臐?rùn)濕性,改善蠟?zāi)5耐繏煨浴?/p>
模組浸涂前要用脫脂液(濃度為質(zhì)量分?jǐn)?shù)的0.3%表面活性劑或中性軟肥皂水溶液)去除蠟?zāi)1砻鏆埩舻姆中蛣┗蛎撃愿纳葡災(zāi)1砻鎸?duì)涂料的潤(rùn)濕能力,改善涂料的覆蓋性,以提高型殼的表面質(zhì)量。
(3)在面層涂料中加入適量(一般為粘結(jié)劑質(zhì)量的0.1%~0.3%)的表面活性劑(如農(nóng)乳130,或JFC),以利于降低涂料的表面張力,增加涂料對(duì)蠟?zāi)5臐?rùn)濕作用,改善涂掛性。
由于涂料中加入表面活性劑后,在攪拌過程中易產(chǎn)生氣泡,所以應(yīng)加入消泡劑(常用有機(jī)硅樹脂系消泡劑,加入量為粘結(jié)劑質(zhì)量的0.05%~0.1%)。
(4)改進(jìn)蠟?zāi)=M裝,注意型殼面層的涂掛操作,使涂料均勻、完整地覆蓋在蠟?zāi)5谋砻嫔希⒓皶r(shí)撒砂。
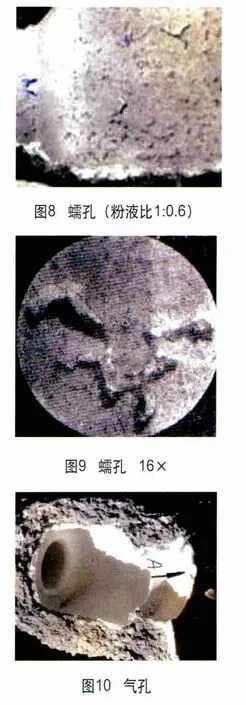
五、蠕孔
特征:型殼的內(nèi)表面上有分散的或密集的蠕蟲狀孔洞,如圖8、圖9所示。
1. 產(chǎn)生原因
(1)涂料中的粉液比過低,或蠟?zāi)I系耐苛蠈犹 ?/p>
(2)產(chǎn)生“蟻孔”的影響因素大多同樣適用于蠕孔。
2. 防止措施
“蟻孔”的防止措施均適用于蠕孔。
六、氣孔
特征:型殼的內(nèi)表面留有氣泡的光滑孔洞,如圖10所示。
1. 產(chǎn)生原因
(1)面層涂料在攪拌過程中卷入過多氣體,攪拌后沒有進(jìn)行回性處理,或回性處理時(shí)間短。
(2)面層涂料中加入發(fā)泡較高的表面活性劑。
(3)面層涂料在攪拌過程中沒有加入消泡劑。
(4)面層涂掛操作不當(dāng),在蠟?zāi)5睦饨翘幜粲袣馀荨?/p>
2. 防止措施
(1)配制面層涂料過程中應(yīng)控制攪拌速度,避免卷入或產(chǎn)生過多氣泡,充分?jǐn)嚢韬蟮耐苛弦M(jìn)行8~12h的回性處理,使氣體充分溢出。
(2)攪拌面層涂料時(shí),應(yīng)加入發(fā)泡較低的潤(rùn)濕劑,常用農(nóng)乳130或JFC,加入量為水玻璃粘結(jié)劑的0.1%~0.3%。
(3)在配制面層涂料過程中應(yīng)加入消泡劑,加入量為水玻璃粘結(jié)劑的0.05%~0.10%。
(4)注意面層涂掛操作,必要時(shí)用毛刷刷涂,或用壓縮空氣吹除蠟?zāi)@饨翘幍臍馀荨?/p>
七、結(jié)語
(1)提高水玻璃型殼的強(qiáng)度,是防止型殼裂紋、變形的有效措施。
(2)水玻璃涂料是一種非均勻、介穩(wěn)定的懸浮體。涂料應(yīng)保證型殼良好的性能,如強(qiáng)度、透氣性、熱穩(wěn)定性和脫殼性等,同時(shí)涂料又要具有良好的工藝性,如涂掛性、流動(dòng)性和分散穩(wěn)定性,以及懸浮穩(wěn)定性等。涂料的配比(粉液比)是防止型殼產(chǎn)生蟻孔和蠕孔的關(guān)鍵因素。
(3)合理的制殼工藝,嚴(yán)謹(jǐn)?shù)牟僮饕?guī)程,適時(shí)的員工培訓(xùn),必要的獎(jiǎng)懲制度是獲得優(yōu)質(zhì)型殼的保證。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
