建筑鋼結構焊接施工的質量控制分析
2015-12-27 07:36:16陳忠徐前陳久勇
金屬加工(熱加工) 2015年8期
陳忠 徐前 陳久勇

1. 概述
由于鋼結構自身所具備的諸多優良特點,使得其在現代建筑工程施工中有著極為廣泛地應用。尤其是在一些臨時建筑或大跨度建筑的施工中,采用鋼結構施工不但能夠達到很好的施工效果,且造價低,外形多樣美觀,極大地滿足了建筑形式多元化的發展需求。而在鋼結構的施工質量控制措施中,最重要的就是要確保鋼結構的焊接施工質量。
2. 建筑鋼結構主要焊接技術分析
(1)高強焊接技術 高強焊接技術是我國目前常用的一種尖端技術,這種技術的核心就在于“強”,一方面要求焊接材料的強度,并且還要求相互焊接的兩者之間存在明顯的“強”相關,能夠在焊接過程中達到最佳的融合度;另一方面,對焊接接頭的各方面要求強度也相當大,因此要使用這種技術,就必須對不同焊接接頭和焊接材料都進行嚴格的審查,確保焊接質量。
(2)低溫焊接技術 低溫焊接技術是我國目前使用率較高的一種焊接技術,這種技術主要在低溫下進行施工,因此難度較大,需要對施工的操作空間進行密封處理。密封處理的方法主要分為物理封閉和氣體封閉,物理封閉即在焊接操作的周圍搭設防護層來隔絕焊接區,進而維持焊接區域的底紋;氣體封閉則相對高級,要針對焊接過程中使用的氣瓶進行保溫處理,在這兩種措施的幫助下,焊接操作能很好的完成。
3. 建筑鋼結構焊接無損檢測技術
(1)射線探傷技術 射線探傷技術是檢測材料焊縫內部缺點的一種無損檢測技術,它是運用C射線或X射線透過焊接的接頭處,使像落到熒光屏或底片上,然后依據熒光屏上所顯現出的缺陷的輪廓、數量和大小,就可以進行焊縫質量評價并分類定級,保存下來作為工程驗收的質量憑證。現在對一些封閉性較高的鋼結構工程焊縫,在檢測時使用的大都是射線探傷技術,照相觀察法和熒光屏觀察法是射線探傷使用的常規方法。除此之外,電離法和工業電視監督法也有使用,這些方法是根據缺陷顯示方式的不同加以區別的。
(2)超聲波探傷技術 超聲波探傷是一種利用超聲波去探測材料內部缺陷的無損害檢測法、超聲波是頻率高于20 000Hz的聲波,它具有方向性好、穿選能力強、易于集中聲能等特點,非常適合應用于工業中。超聲波探傷是利用超聲波儀器,將儀器探頭產生的高頻超聲波發射到待檢測的材料中,利用超聲波在均勻材質中會恒速直線運行,而當其從一種介質傳播到另一種介質中時則會產生發射和折射這一原理對材料進行科學檢測,然后又利用儀器探頭將這些經過發射和折射的超聲波反饋到儀器中,再經過顯示屏的放大將檢測數據以波紋的形式顯示出來,專業操作人員便可以根據其波形和波高來得出準確的結論。
(3)磁粉探傷技術 磁粉探傷技術是將由鋼鐵等具有磁性的材料制作成的工件進行磁化。因為鋼鐵等材料被磁化后,其內部會產生較強的磁感應,磁力線的密度會增加幾百到幾千倍。當材料有損傷時,磁力線就會發生變化,形成漏磁場,然后利用缺陷部位的漏磁能吸附磁粉的特征,依磁粉分布情況來顯示被探測物件表面缺陷和近表面缺陷。這種檢測方法靈敏度高,能夠將細小的裂紋等缺陷都找出來,檢測的成本不高且速度較快,但是這種方式只適合運用到磁性材料中,檢測的也是表面或近表面的缺陷,無法用于材料的內部探傷,它還受材料形狀和尺寸的影響,因此還有很大的局限性。
4. 鋼結構焊接技術質量控制要點
(1)加強對焊工的培訓 由于在高強焊接和低溫焊接的施工與平常普通施工不同,屬于特殊的焊接作業,這就要求焊工必須要具備一定的特殊焊接技能。為此,施工前必須要對焊工統一進行焊接施工技術培訓,培訓內容包括理論與實踐操作兩方面。在實踐操作培訓中可以結合實際工程的焊接需要進行一致訓練,以利于焊工在實際操作中能夠更加熟練的進行焊接。另外,要加強焊工的安全防護,分發防寒用品,防滑物品等,以保證焊工能夠正常安全的作業,做好施工組織計劃,必要時可以實施兩班倒的施工組織方式,以減少焊接作業所占工期時間。
(2)做好焊接設備的御寒工作 由于在低溫環境中進行焊接會對焊接設備性能和使用壽命造成一定影響,因此還要對焊接設備進行必要的抗寒處理。首先焊機必須要放在能夠隨時隨地移動但又具備保溫功能的防護棚中,使焊接設備在施工中是處于常溫狀態,所用氣瓶也必須要集中放置,做好防寒措施,在使用時也要把氣瓶放在焊機的防護棚中加以防寒,以確保液化氣體及時氣化,為保證焊接質量提供穩定氣流。
(3)加強焊接施工材料控制 為了保證焊接施工質量,在焊接作業時需要采取一定的保護措施,尤其是要對焊接材料進行合理保護,可以使用純度較高的CO2氣體來作為保護氣體,這樣可以有效提高焊接接頭處的抗裂縫性,施工所有的焊條必須要進行防水,防寒處理,必要時可以做烘干處理,但不可多次烘干,也不得將焊條長時間暴露在空氣中。所用焊接材料的存儲倉庫都要做好防潮防濕處理,以保證施工材料的性能。
(4)高強焊接施工的質量控制要點 第一,采用氧乙炔(丙烷)燃燒方式(或專用火焰加熱器)進行加熱,預熱溫度用測溫計測量,預熱區域在焊縫左右150mm區域內。預熱按照圖1所示進行加熱和測量溫度,在反面進行預熱,預熱后待溫度均勻后,在正面測量溫度。如不能在反面預熱,也可在正面預熱,但必須清除加熱過程中在焊縫及焊縫周圍25mm 內產生的積碳。
在其他條件不變時,T 形接頭應比對接接頭的預熱溫度高25℃,若 T 形接頭兩側角焊縫同時焊接時應按對接接頭確定預熱溫度。
第二,對于對接接頭、T 形接頭和十字接頭坡口焊接,在工件放置允許條件或易于翻轉的情況下,宜采用雙面坡口對稱順序焊接。一般焊接,應從約束端向自由端焊接,由焊件的中心或焊縫的中心向外側焊接;雙面坡口焊縫相比單面角焊縫,可有效的控制焊接變形,并且填充量要小,焊工更加節省勞動時間,節省填充金屬。
第三,焊接時,因為焊縫的端部和尾部易產生未焊透和裂紋等缺陷,所以像端部和拐角的位置不能作為焊縫的起弧和收弧,對于長焊縫宜采用分段退焊法或與多人對稱焊接法同時運用。
焊接時應確保焊縫處于水平或船形位置時進行焊接,同時考慮熔池重力影響流動方向的因素,要合理調整焊槍擺角角度。不正確的焊接位置極易產生焊接缺陷,盡量采用水平位置焊接。
焊槍傾角應控制在 70°~80°之間,多層多道焊接時應對焊槍擺角進行控制,保證焊絲直對焊接面,特別是進行坡口面位置焊接時,保證焊絲盡可能直對焊接坡口面(見圖2)。
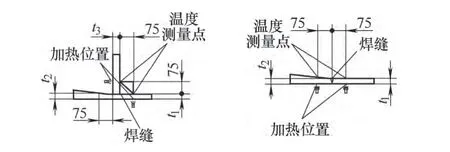
圖1 預熱測量點
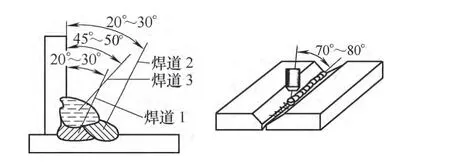
圖2 焊槍斜角控制
第四,開始焊接時應距焊縫端部10~20mm區域進行引弧,不斷弧返回端部后,再進行正常方向焊接。焊縫的起弧和收弧位置要進行重點的檢查,對于焊縫中斷接頭處應采用超聲波或射線的方式進行檢查。
高強鋼焊接過程應嚴格控制焊接速度和噴嘴距工件的距離。焊接干伸長保證在20mm。收弧時,焊槍也應保持在正常焊接距離直至焊絲返燒熄弧,若過早地移開焊槍,使熔池失去保護,則易產生焊縫缺陷。
(5)低溫焊接施工的質量控制要點 第一,在低溫焊接的施工中,焊接技術采用應注意以下要點:預熱的方式應進行合理選擇,預熱方法宜采用電加熱法,預熱時應保證坡口兩側均勻受熱。預熱范圍應以對口中心為基準,兩側各不小于三倍焊件壁厚,且≥100mm范圍。低溫鋼焊前預熱溫度一般不宜過高,不同鋼號焊接時預熱溫度按預熱溫度要求較高的鋼號選取。當焊件溫度<0℃時,所有未要求預熱鋼材的焊縫也應在始焊處100mm范圍內預熱15℃以上。
第二,焊接熱輸入的控制。焊接熱輸入公式為:Q=IU/v×60,公式中Q為焊接熱輸入(J/cm),I 為焊接電流(A),U為電弧電壓(V),v為焊接速度(cm/min)。
低溫鋼焊接熱輸入控制范圍應根據焊接工藝評定確定,一般推薦焊接鋁鎮靜鋼時熱輸入控制在20~40kJ/cm之間,焊接含鎳鋼時熱輸入控制在15~35kJ/cm之間,提高10~30℃。
第三,焊接過程中質量控制的一般規定有以下幾點:焊前應將坡口及兩側20mm范圍內的油污、鐵銹、污物清理干凈;地線應于焊件接觸牢固,焊接時在坡口內引弧,焊件表面不得有電弧擦傷等缺陷;焊接時應嚴格控制接熱輸入,在保證焊透及溶合良好的條件下,應選用小工藝規范,即小電流、短電弧、較快焊接速度和多層多道焊,層間溫度不應過高;每道焊縫要盡量一次焊完,如因故中斷應按工藝要求進行緩冷措施,重新焊接時應進行檢查,確認無缺陷后方可按原工藝焊接;焊接收弧時應將弧坑填滿,并用砂輪磨去弧坑缺陷。多層焊時層間接頭應錯開30~50mm。必要時焊縫完成后,宜對焊縫進行表面焊道退火處理。
第四,當焊縫內部出現缺陷時要進行返修,確定部位后用砂輪磨削或碳弧氣刨的方法清除內部缺陷,壓力容返修清除缺陷的深度不得超過容器厚度的2/3。如達到2/3缺陷仍未完全清除時,應停止清除并進行焊補,然后從另一側再次清除和焊補;修補焊縫的長度≥50mm,且返修后應按原探傷方法、要求檢驗合格;同一部位(焊縫內、外側各作為一個部位)的修補不宜超過兩次,對經過兩次修補仍不合格的焊縫,應編制返修工藝,采取可靠的技術措施,經單位技術負責人批準后方可實施修補。
第五,焊接后要進行熱處理。焊后熱處理應按設計要求或設計指定的施工驗收規范及編制的焊接作業指導書規定進行,和執行《熱處理施工工藝標準》的規定。要注意同種材料不同的產品,不同的施工驗收標準之間,焊后熱處理的差別。
5. 結語
總之,盡管我國目前在鋼結構焊接技術上已經有了很大進步,但在實際的施工操作中和材料、施工的質量問題上,仍然存在著許多不足,需要我們認真分析產生質量問題的原因,制定針對性的措施進行控制,這樣才能真正的提高我國的鋼結構焊接質量。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
