燒結煙氣脫硫哈氏合金管道的焊接
2015-12-27 06:09:07李勇
中國設備工程 2015年3期
李 勇
(攀鋼集團攀枝花鋼釩有限公司煉鐵廠,四川 攀枝花 617000)
燒結煙氣脫硫哈氏合金管道的焊接
李 勇
(攀鋼集團攀枝花鋼釩有限公司煉鐵廠,四川 攀枝花 617000)
攀鋼煉鐵廠將二期燒結煙氣脫硫煙道與吸收塔連接段管道由原管材316L不銹鋼改為哈氏合金C-276,以改善其耐腐蝕性能。在改裝過程中采用了鎢極氬弧焊,并加強了焊接的保護措施,保證了焊接質量。
管道改造;哈氏合金;鎢極氬弧焊
攀鋼煉鐵廠燒結系統(二期)工程煙氣脫硫,煙氣處理量1200000m3/h。系統中的煙道與吸收塔連接管長度約12m,原管道材質為不銹鋼316L,規格為ф310mm×10mm;由于工作介質腐蝕性特別強,造成該段管道每2個月就因為腐蝕穿孔而停產更換,為了提高其抗腐性能,2014年2月工廠決定將管道材質由316L不銹鋼改為規格為ф300mm×6mm的哈氏合金C-276管道。
一、哈氏合金C-276的性質及焊接特點
1.哈氏合金C-276的性質
超低碳型鎳基哈氏合金(Hastelloy C-276)國內牌號NS334,是一種含鎢的鎳-鉻-鉬鍛造的合金。它以極低的硅、碳含量,特殊的物理、力學和耐腐蝕性能,在200~1090℃能耐各種腐蝕介質的侵蝕。因此在化學、石油工業等較為苛刻的工作環境中得到了廣泛的應用。哈氏合金C-276的化學成分見表1。
2.哈氏合金C-276的焊接特點
(1)與不銹鋼相比,哈氏合金C-276的導電率和導熱系數都很低,而電阻率和熱膨脹率卻很高,使整個熔池流動性差、穿透力小、熔深淺且易形成未焊透。對焊接熱裂紋較為敏感,氣孔生成的幾率偏高,焊縫區有產生晶間腐蝕的傾向。為防止焊縫和熱影響區的晶粒長大及碳化物的析出,一般需采用較小的焊接熱輸入量焊接。所以在焊接時應采用中等電流、焊速較快,通過減少高溫停留時間來控制焊接熱輸入量;再次,C-276合金線膨脹系數大,具有較高的熱裂紋敏感性,焊接時易產生熱裂紋,如凝固裂紋、多邊化裂紋和高溫失塑裂紋。因此需保證首層焊道外表面呈內凹的形狀及填滿弧坑,以有效防止熱裂紋的產生。

表1 哈氏合金C-276化學成分 %
(2)哈氏合金C-276的焊接工作在環境溫度高于15℃焊接時不需要預熱,但為了防止焊縫和熱影響區的晶粒長大和碳化物的析出,應控制低的層間溫度,一般不超過90℃。由于敏化溫度區內晶界易發生貧Cr、Mo現象,導致晶間腐蝕和應力腐蝕傾向發生,應避免焊接區在高溫停留時間過長,注意快速冷卻即可防止腐蝕傾向。焊接快速冷卻時,焊縫中的氣體若來不及逸出,就易形成氣孔。因此焊前要徹底清理坡口及附近的氧化層、各種涂料、油污等,以防氣孔的產生。
二、焊接工藝
1.設備及焊材
焊接工藝采用手工鎢極氬弧焊焊接。焊接設備選用WS-400逆變式氬弧焊機,該焊機可避免劃弧時帶來的夾鎢缺陷,同時具有的電流衰減特性,使熄弧后熔池長時間處于氣體保護中。焊絲選擇ERNiCrMo-4,ф2.5mm;ERNiCrMo-4焊絲化學成分見表2。鎢極選用ф2.5mm的鈰鎢極,保護氣體采用高純度氬(99.99%)。
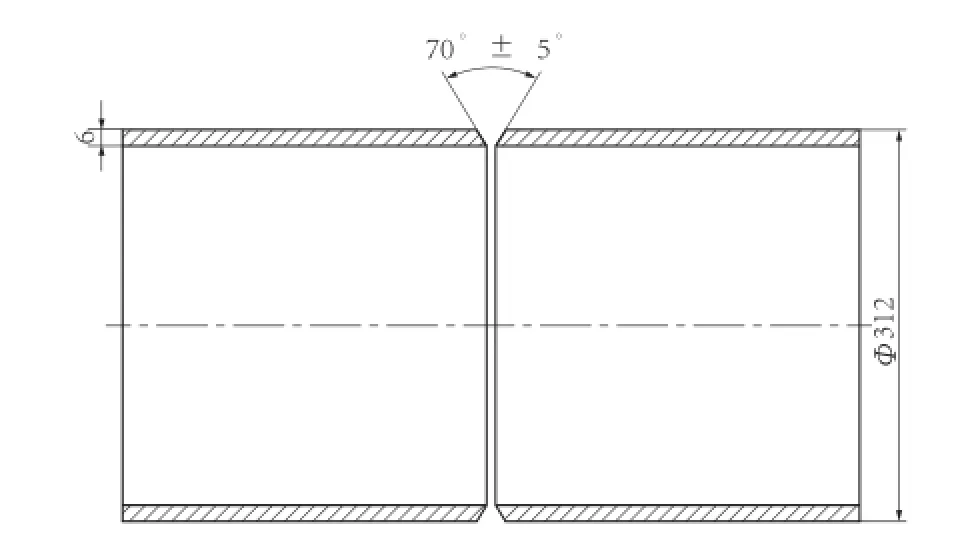
圖1 坡口角度

表2 ERNiCrMo-4焊絲化學成分 %
(2)坡口加工。
管道坡口角度如圖1所示,坡口采用等離子切割機進行加工,下料后將毛刺及熔渣打磨干凈,組對前將焊件坡口及兩側各30mm的內外表面油污、漆和其他雜物清除干凈。用不銹鋼絲刷打磨出金屬光澤,然后用刮刀修整坡口的毛刺和鈍邊,之后再用不銹鋼絲刷打磨光滑,避免清洗時掛絲。
(3)坡口清洗。
①坡口清理用工具與坡口直接接觸部位的材質采用無鐵專用清理工具,且保持所用工具的清潔。
②使用丙酮進行脫脂處理。
③脫脂處理后先用棉質布料擦干水分或雜質,然后用不含棉布料將附著在焊件表面的棉纖維擦掉,防止棉纖維對焊道的污染。
④焊絲使用前使用不銹鋼絲刷、丙酮去除表面的油脂及雜物,并在規定的放置時間內使用。
(4)管口組對。
①定位焊縫采用與正式焊接相同的焊接材料及焊接工藝,根據該管道在預制間采用水平轉動位置焊接的實際情況,確定組對間隙為2.5mm。
②采用手工鎢極氬弧焊,每道焊口沿圓周均勻點焊4處,每處點固長度20~30mm,高度不超過壁厚的2/3。同時要將定位焊的焊縫兩端打磨成帶斜坡的凹槽,以使接頭部位能熔合良好。
③定位焊接在全保護下進行,定位焊縫不能有裂紋、氣孔、夾渣及氧化變色等缺陷,當發現缺陷時應及時消除。
2.焊前準備
(1)場地要求。
由于C-276管道在煙道與吸收塔連接段之間采用兩段法蘭活套連接,所以焊前做了如下準備:預制間要求平整、潔凈、干燥,嚴格控制粉塵等污染和空氣對流;焊接勞保用品保存在預制間;氬氣輸送管采用塑料軟管,不使用橡膠軟管,防止焊口被橡膠顆粒污染;焊接時采用ф20mm的大直徑噴嘴保護熔池,噴出的氬氣能夠保持穩定的層流狀態,焊接時噴嘴距焊件的距離盡可能小,以獲得良好的保護效果。
3.焊接工藝參數及焊接操作要點
(1)焊接工藝參數。
C-276的焊接電源采用直流正接,焊縫層次為三層,焊接工藝參數見表3。

表3 焊接工藝參數
(2)焊接操作要點。
①正式焊接前,對定位焊接好待焊接的焊口,都用自粘膠帶對坡口進行密封,在管子兩端采用木塞密封,其中一木塞中間插入充氬管預先通氬氣10min進行置換后,使用配不銹鋼絲刷的角向磨光機,再對待施焊的一道坡口清理一遍,清除掉一些不可見的附著在坡口表面的氧化物和其他雜質,并用丙酮清洗后方可進行焊接作業。
②焊接過程中,在焊槍后面增加一個通氬保護拖罩(拖罩寬為40mm,長為80mm),同時在管內要充氬保護。在焊接過程中,拖罩和噴嘴的距離始終保持在20~30mm范圍內,當焊接結束后,拖罩保護和管內充氬保護不能立即結束,必須等焊縫溫度降至200℃以下,才能停止送氣。
③為了保證焊接過程中熱量不集中,焊接時采用分段焊接,分段長度為100mm左右,每一分段焊接停止后,冷卻到手摸不燙,嚴格保證焊縫層間溫度不高于90℃。
④鎢極的伸出長度要短,以不妨礙觀察熔池為限;氬氣流量要適中,流量過大不容易形成穩定的氣流層,反而會在保護區內形成紊流,使有害氣體浸入熔池,另外,過大的氣流使得熔池冷卻速度加快,焊縫表面容易出現裂紋;過小的氣流保護不到位,達不到保護效果,焊縫打底焊時,背面氬氣流量不宜過大,否則會影響正面保護效果。
⑤焊接過程中電弧保持穩定,防止鎢極與焊件或焊絲接觸造成夾鎢;打底層采用短弧焊、快速焊,焊槍和焊絲采用直線移動,不作擺動。蓋面層焊槍也只能作微幅慢速擺動。
⑥焊絲端部在焊接過程中不能脫離保護范圍,否則焊絲端部會被氧化,如發現焊絲端部已經氧化,須將氧化部分去除然后才能使用。
⑦焊接時,確保起弧與收弧的質量,起弧和收弧點必須是在坡口內進行,收弧時必須將弧坑填滿。送絲的時候不能將焊絲快速地一送一抽式移動,應當慢速均勻地將焊絲往熔池里面填,否則會造成保護氣體紊亂,影響保護效果。
⑧蓋面層焊接前,必須再次用配不銹鋼絲刷的角向磨光機進行層間徹底清理以及管內充氬保護,在焊接過程中,層間溫度不得高于90℃。蓋面層的焊接,層間接頭應相互錯開。
⑨焊接結束或中斷焊接前,應在關掉高頻開關后,保持焊炬不動,慢慢熄滅電弧直至中斷,之后讓噴嘴與保護拖罩仍然在原焊接位置停留,焊接結束后,焊接區的溫度降至200℃以下才能停止管內充氬保護并取下拖罩。
⑩焊接時焊接現場(預制間)始終保持干燥、清潔,環境溫度應控制在15℃以上,確保時焊接區域沒有空氣對流。
4.焊后檢查
該段管道一共9道焊口,外觀檢查無氣孔、裂紋、未熔合等缺陷,焊縫顏色大部分為銀白色,少部分為淡黃色和金黃色,證明保護效果好。經100%X射線探傷和1.25倍壓力試驗,合格率均為100%。
三、結語
實踐證明,在二期燒結煙氣脫硫工程中哈氏合金C-276管道采用鎢極氬弧焊焊接工藝切實可行,焊縫性能能夠保證。改造后自2014年2月至今運行良好。
[1]陳恭珉.哈氏合金及其應用[J].上海化工,2004(10):55-56.
[2]王致宏.哈氏合金設備的設計與施工[J].化肥設計2003.
[3]樂精華.耐蝕閥門用哈氏合金[J].閥門,2003(1):34-36. [4]焊接手冊第二卷[M].北京:機械工業出版社,2001.
[5]英若彩.熔焊原理及金屬材料焊接[M].北京:機械工業出版社,2011.
TG44
B
1671-0711(2015)03-0055-03
2014-12-10)
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24