縱縫焊接設備的開發與研制
2015-12-25 01:49:30張民才于子良管秀艷
設備管理與維修 2015年12期
常 晟,張民才,于子良,管秀艷
(北京二七軌道交通裝備有限責任公司,北京 100072)
0 引言
單面焊雙面成形技術,要求在焊件的一面進行焊接,焊后焊件正反面都能成形,通常在坡口的正面進行焊接,該技術一般用與鍋爐、壓力容器的焊接,對焊工的要求較高。
公司各類機車風缸屬于壓力容器,為機車制動系統提供壓縮空氣,為制動系統核心部件之一,對行車安全具有重大意義。目前采用人工焊接,回修率較高、效率低。2012年公司技改辦牽頭成立了機器人項目組,進行風缸焊接機器人系統研發,目的在于提高風缸焊接質量和效率。
項目組通過前期市場調研,結合同類產品的焊接設備狀況,提出了風缸焊接機器人系統,通過選用可靠的機器人、焊接電源,配置外部輔助設備,實現風缸筒體縱焊縫和缸蓋環焊縫的焊接功能。縱焊縫焊接設備用于風缸筒體縱向對接焊縫的焊接,設備的投入,可以降低對焊工的技術水平要求、提高焊接質量、降低產品故障率。減少由于焊接質量引發的返工、回修,從而提高生產效率。
1 工藝分析
1.1 風缸焊接現狀
公司主要產品為鐵路機車及工程機械,由于種類多,依據不同車型及用途,風缸規格也不相同,直徑范圍300~800 mm,筒體長度范圍1100~2300 mm。焊縫不允許有裂紋、未熔合、未焊透、焊瘤、接頭不良等缺陷。
風缸采用6 mm板料經過預彎、滾圓后焊接。筒體對接施焊處采用機加工方式開坡口,鈍邊1 mm,坡口角度30°,對接間隙3±1 mm,坡口朝向筒體內部。焊接時,將筒體置于滾輪架上,旋轉筒體使焊縫處于頂部,焊接時采用手工電弧焊由筒體內部焊接,根層焊接后采用碳弧氣刨由筒體外側進行清根,去除根層焊接缺陷。之后采用MIG焊由筒體外側進行2層填充。
1.2 問題分析及改進
1.2.1 問題分析。存在問題:筒體焊接工作環境惡劣,特別是筒體直徑較小,長度較長時,只能從筒體兩側分別進行焊接,有時需將筒體切成兩截后再對接。不僅耗費工時且質量不易保證。單面焊雙面成型需要較高的焊接技術。為保證焊接質量,采用現有工藝可以實現,但代價較高。
1.2.2 工藝改進。筒體坡口形式改變:將筒體對接坡口朝向改為工件外側,便于焊接。對筒體焊接輔助設備進行改進,采用芯軸支撐筒體,芯軸朝向筒體內側鋪設銅襯墊,與芯軸良好接觸。芯軸兩側設置水冷管道,由外部冷卻系統進行冷卻,既可以起到保護襯墊的作用,又可以吸收焊接過程中產生的熱量,減小筒體變形。芯軸中心開槽并均布通氣孔,內部通入保護氣體,試焊時進行焊縫背氣保護。對焊接工藝參數改進,施焊時采用MIG脈沖焊并提高了焊接速度。
1.2.3 優勢分析。采用輔助設備使縱縫底部質量得到可靠保證,從而使焊接坡口朝向改為外側,改善了工作條件也便于焊接時監控。采用MIG脈沖焊并提高了焊接速度,可以有效地減小焊接時的熱輸出,并提高焊接效率。
2 設備構成及各系統介紹
根據工藝分析,結合市場調研,提出設備總體結構:機架、芯軸、琴鍵壓緊裝置、芯軸鎖緊裝置、上下料工位器、工件對中裝置及冷卻系統。此外,為適應焊接機器人自動化焊接的需要,增加必須的信號輸入輸出接口。圖1是縱縫焊接設備示意圖。
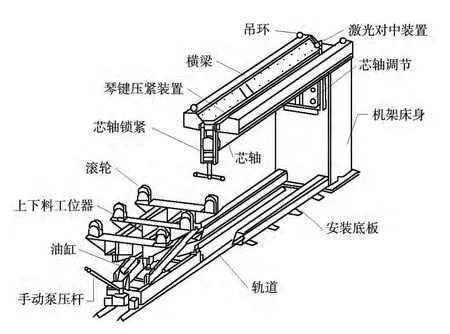
圖1 縱縫焊接設備
2.1 機架
機架為整套設備的基礎框架,是各部件的承載體。整體為焊接結構,焊后進行去應力處理,為便于工件上下料,采用水平懸臂結構。機架的高度考慮工件焊接時的位置。在焊接機器人系統總體方案中確定,需要使工件焊接區域處于機器人焊接工作半徑的核心部位。操作者適于操作高度,便與過程監控。便于工件的上下料操作。
機架頂部橫梁安裝有琴鍵壓緊裝置,為便于調整琴鍵裝置相對間距,在機架側面設置了調整機構,通過調節螺釘擰入深度來實現。機架頂部橫梁外側為芯軸鎖緊裝置,工件就位后通過該裝置將芯軸頭部與機架固定起來。機架床身中部為芯軸懸臂結構安裝部位。床身內部安裝有琴鍵壓緊裝置壓縮空氣控制閥、保護氣控制閥、冷卻管路等。機架底部為整套設備安裝面,采用預埋螺栓將設備與地面基礎連接起來。每組安裝部位包含一個通孔和螺紋孔,預埋螺栓由通孔穿出,起到拉緊設備作用,螺紋孔內配置螺栓,螺栓底部為墊鐵,起到調平作用。機架床身后部設檢修門,用于部件安裝及檢修。
2.2 芯軸、襯墊及琴鍵壓緊裝置
芯軸為工件支撐件,也是焊接襯墊的載體。為減輕自身重量,采用鋼管作為主體,外徑按照最小筒體和剛度確定。一端通過安裝面與機架連接,另一端焊接突臺用于芯軸鎖緊。鋼管頂部開槽用于襯墊安裝。考慮到后期可能出現的芯軸垂直位置調整及制作誤差,將安裝孔改為長圓孔且直徑略大于安裝螺栓(圖2)。
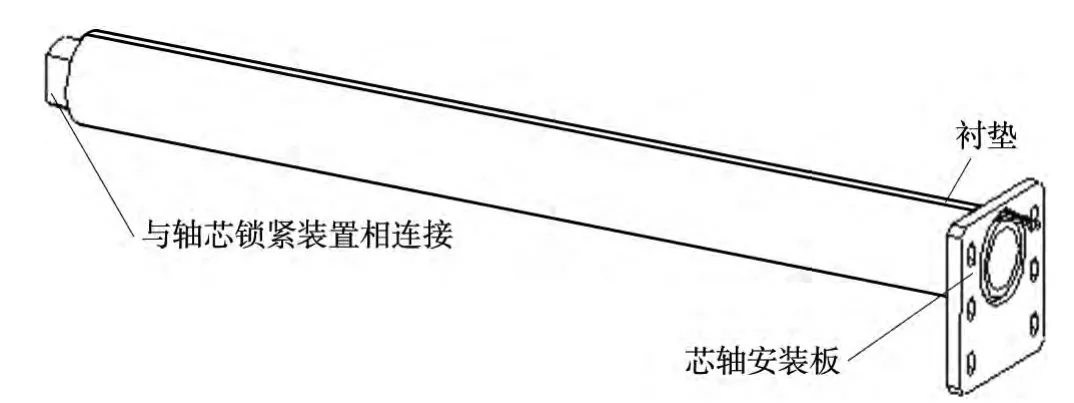
圖2 芯軸
襯墊采用鉻鋯銅材料,長度方向兩側開圓弧槽用于冷卻水管放置,頂部為成形槽,圓弧狀。背面為矩形槽,用于焊接過程中背氣保護,底部有一鋼帶與襯墊尺寸相符,一方面用于背氣槽封閉,一方面提高襯墊剛度。襯墊材料具有良好的導電性,導熱性,硬度高,耐磨抗爆,抗裂性以及軟化溫度高,符合襯墊使用工況(圖3)。
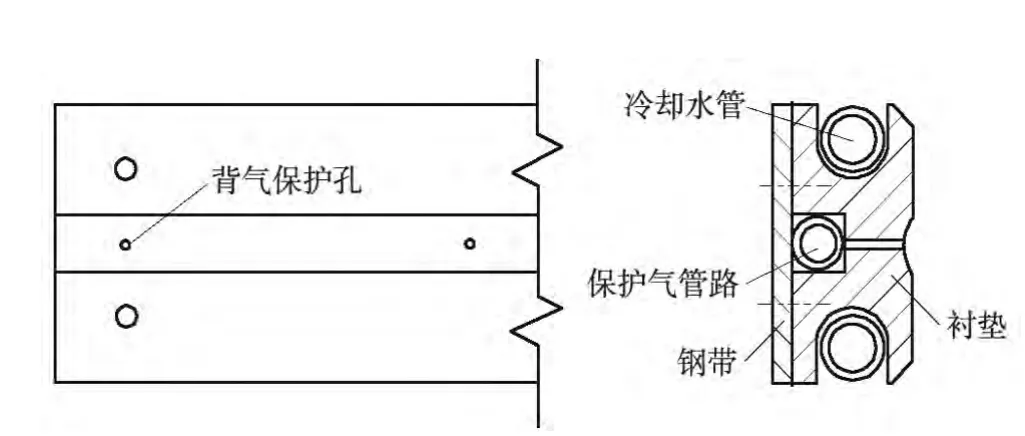
圖3 襯墊
沿焊縫長度方向在焊縫兩側布置琴鍵式壓緊裝置,琴鍵末端配有銅質壓指,琴鍵通過氣囊加壓膨脹在工件全長范圍內,對工件進行壓緊,一方面保證對接縫在整個焊接長度范圍內均勻壓緊,以便于焊縫成形均勻;另一方面還可以起到一定的冷卻效果。每個琴鍵相互獨立,壓指采用中心對稱設計,當一面工作面磨損或損壞時可以繞中心旋轉后繼續使用另一工作面。琴鍵壓緊動作由腳踏開關觸發電磁閥來實現(圖4)。
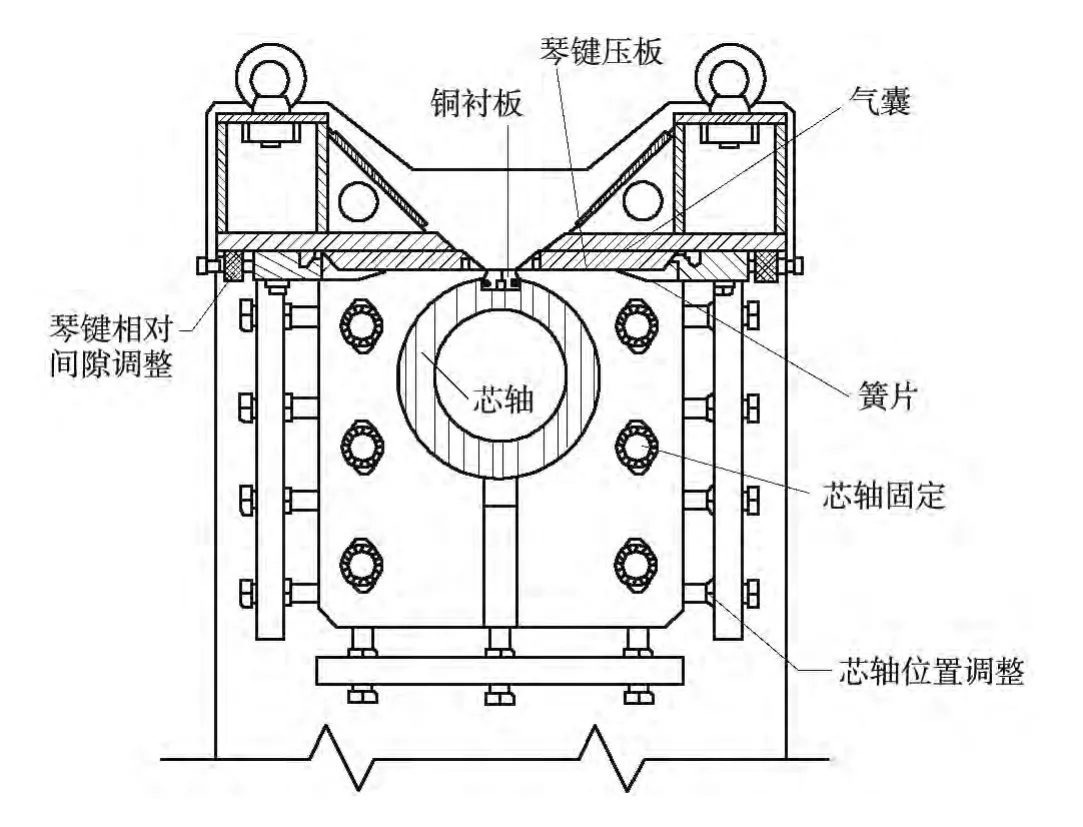
圖4 琴鍵壓緊裝置
2.3 芯軸鎖緊裝置
芯軸鎖緊采用螺旋式壓緊機構,一端與機架鉸接,另一端為螺旋壓緊。工件裝卸時將芯軸鎖緊裝置抬起,工件全部穿入芯軸后落下并擰緊,從而將芯軸和機架聯結在一起(圖5)。
2.4 上下料工位器
為便于工件上下料和方便工件位置調整,配置該工位器。采用剪刀鉸支結構,由手動泵帶動液壓缸實現工件舉升,手動釋壓實現工件降落。工位器頂部為工件支撐部位,采用可移動式滾輪支撐工件,以便于工件位置調整。滾輪位置可以調整,以適應不同直徑工件。工位器底部配置行走腳輪,軌道為兩根45角鋼,直角邊朝上放置。直角邊與腳輪圓周面上的直角槽配合,以減小工位器移動時的阻力。
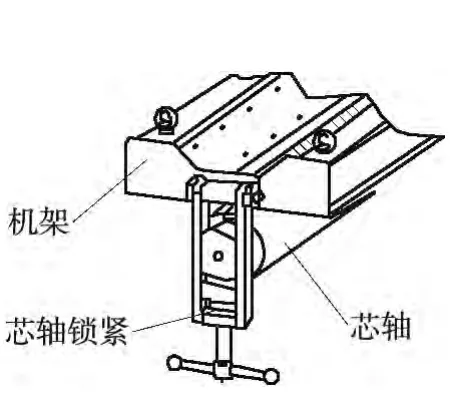
圖5 芯軸鎖緊裝置示意圖
2.5 工件對中裝置與冷卻裝置
為便于工件縱焊縫與芯軸襯墊成形槽中心對正,保證焊接質量,配置該裝置。采用線激光筆提示工件擺放的理想位置。激光筆安裝座可以調整,在調試結束后做好位置標記,便與日后維修。為延長銅襯墊使用壽命,在襯墊兩側布置冷卻水管,通過外接循環冷卻水箱進行冷卻,同時可以吸收部分焊接時產生的熱量,減小工件焊后變形量。
2.6 設備與機器人的聯系及外圍配套設備
設備配合機器人進行工作,與機器人之間的聯系主要有2處,一是焊接時背氣保護的通斷。在工件焊接程序中,根據焊接步驟設置對應地址的輸出語句,機器人輸出信號到中間繼電器,之后控制保護氣電磁閥來實現動作。二是縱縫焊接設備就緒信號。在芯軸安裝座尾部、芯軸鎖緊裝置處設置接近開關。工件到位、芯軸鎖緊后分別發出信號,在程序中編制檢測相應輸入點語句,從而避免誤操作造成人員、設備的損害。 設備配置水冷機1臺,用于焊接過程中襯墊冷卻。配置空氣過濾減壓閥1套,接使用場所提供的壓縮空氣,向琴鍵壓緊系統提供壓縮空氣。正常工作時還需接入電源及背氣保護氣源。
3 設備工作流程及安裝調試
設備工作流程:輔助系統準備就緒→冷卻系統開啟→將筒體放置于上下料小車上→操作液壓泵手柄使工件抬高,使工件頂部圓弧位于機架和芯軸之間→推動小車沿地面軌道靠近機架。使桶狀的工件由設備頭部一側穿入芯軸→到位后將芯軸與機架鎖緊→根據工件對中裝置調整好筒體位置→緩慢打開液壓缸釋壓閥,使工件緩緩降落,直到工件頂部內壁與芯軸頂部接觸→啟動壓緊裝置將工件可靠夾緊→由機器人系統進行工件焊接。焊接工序結束后按照相反的順序將工件退出。
設備配合風缸機器人焊接系統于2013年安裝完成,經過實際檢驗,各項功能可以很好的實現,達到了預期要求。現場照片見圖6。
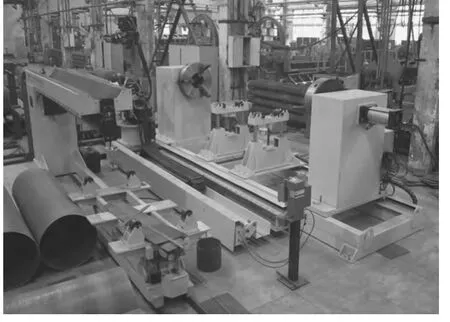
圖6 現場照片
4 結束語
在焊接機器人系統要求和工藝分析的基礎上,進行了縱焊縫焊接設備的方案設計。給出設備主要結構及預期各項功能的實現方法,增加了設備與機器人系統間的通信,一方面可以使該設備更好的配合系統工作、另一方面增加了設備安全性。設備投入生產后,可以有效地減少風缸焊接缺陷,提高焊接質量和生產效率。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24