真空擠壓成形機(jī)螺旋葉結(jié)構(gòu)圖的繪制方法
2015-12-23 07:42:53蔡祖光
佛山陶瓷 2015年6期
蔡祖光
(湖南海諾電梯有限公司,湘潭市 411104)
機(jī)械與設(shè)備
真空擠壓成形機(jī)螺旋葉結(jié)構(gòu)圖的繪制方法
蔡祖光
(湖南海諾電梯有限公司,湘潭市 411104)
本文詳細(xì)介紹了真空擠壓成形機(jī)螺旋葉結(jié)構(gòu)圖(俗稱零件圖或工程圖)的繪制方法,并指出利用三維軟件建模轉(zhuǎn)換成二維工程圖的繪制方法,是繪制真空擠壓成形機(jī)螺旋葉結(jié)構(gòu)圖的最佳選擇。
真空擠壓成形;螺旋葉結(jié)構(gòu)圖;繪制方法;探討
1 前言
目前,真空擠壓成形機(jī)是干掛陶板、中空棚板、蜂窩陶瓷、陶瓷輥棒、陶瓷柱塞、劈開磚(又稱劈離磚或劈裂磚)、污排水陶管和窯具耐火材料等制品塑性擠出成形的關(guān)鍵設(shè)備。螺旋葉(又稱螺旋或絞刀或螺旋絞刀)對陶瓷泥料(為描述方便,以下簡稱泥料)產(chǎn)生破碎、攪拌、揉練、混合均勻及擠壓緊密等作用,促使其物料分布趨于均勻,結(jié)構(gòu)更加緊密,可塑性得到最大限度地提高并擠出成形為具有一定形狀尺寸、機(jī)械強(qiáng)度較大、致密度較高、含水率較低及表面平整光潔的陶瓷坯體。由此可見,螺旋葉是真空擠壓成形機(jī)的關(guān)鍵零部件。在實(shí)踐生產(chǎn)中,螺旋葉通常采用鑄鋼或鑄不銹鋼等熔模鑄造后,再經(jīng)機(jī)械切削加工后制成。同時(shí),螺旋葉又是易損件,磨損后需及時(shí)更換,否則,將影響擠出成形陶瓷坯體的產(chǎn)品質(zhì)量和生產(chǎn)能力,甚至導(dǎo)致真空擠壓成形機(jī)功率消耗的急劇增大及產(chǎn)量的急劇下降等。考慮到螺旋葉構(gòu)造的特殊性,其螺旋葉內(nèi)外緣的非圓投影并不是簡單的直線段或直線段的組合,而是不規(guī)則的曲線。由于陶瓷生產(chǎn)企業(yè)通常需提供螺旋葉的結(jié)構(gòu)圖,才能委托機(jī)械制造專業(yè)生產(chǎn)企業(yè)加工制造螺旋葉。所以,正確繪制螺旋葉的結(jié)構(gòu)圖對于機(jī)械設(shè)計(jì)制造能力差的陶瓷生產(chǎn)企業(yè)具有非常重要的意義。為此,筆者根據(jù)自己的工作經(jīng)驗(yàn),介紹真空擠壓成形機(jī)用螺旋葉結(jié)構(gòu)圖的繪制方法,供同行們批評指正。
2 螺旋葉的類型
螺旋葉(又稱螺旋或絞刀或螺旋絞刀)是螺旋面和軸轂的結(jié)合體。螺旋面是由一直母線沿著作為圓柱螺旋線的曲導(dǎo)線和作為圓柱軸線的直導(dǎo)線運(yùn)動(dòng)且始終平行于直導(dǎo)線所垂直的平面而形成的曲面。依螺旋軸轂的結(jié)構(gòu)形式的差異,真空擠壓成形機(jī)用螺旋葉通常可區(qū)分為等寬圓柱螺旋葉(如:攪泥螺旋和擠泥螺旋)、等寬圓錐螺旋葉(如:錐形螺旋葉)、不等寬圓柱螺旋葉(如:螺旋推進(jìn)器)和不等寬圓錐螺旋葉(如:錐形螺旋葉)四種結(jié)構(gòu)形式,顧名思議等寬螺旋葉就是指葉片在徑向(半徑)方向處處相等的螺旋葉,而不等寬螺旋葉就是指葉片在徑向(半徑)方向處處不相等的螺旋葉。其中不等寬圓錐螺旋葉又可細(xì)分為圓柱軸轂型不等寬圓錐形螺旋葉、圓錐軸轂型不等寬圓錐形螺旋葉和圓柱圓錐組合軸轂型不等寬圓錐形螺旋葉三種結(jié)構(gòu)形式。為了便于加工制造和裝配,通常以半個(gè)螺距的等寬圓柱螺旋葉作為基礎(chǔ),然后再由多個(gè)零件(等寬圓柱螺旋葉)、錐形螺旋葉及螺旋推進(jìn)器共同組成真空擠壓成形機(jī)的攪泥螺旋和擠泥螺旋,從而實(shí)現(xiàn)擠出成形陶瓷坯體的作用。
3 等寬圓柱螺旋葉結(jié)構(gòu)圖的繪制方法
3.1 傳統(tǒng)手工繪制方法
傳統(tǒng)手工繪制方法是指利用繪圖板、丁字尺、三角板、曲線板、量角器、圓規(guī)、分規(guī)、三棱比例尺、繪圖紙、鉛筆、擦圖片和橡皮擦等工具繪制機(jī)械零部件工程圖的傳統(tǒng)方法。例如:已知等寬圓柱螺旋葉軸孔徑直為φ70 mm、鍵槽寬度為20 mm、鍵槽深度為4.9 mm、圓柱軸轂直徑為φ112.5 mm、螺旋葉直徑為φ250 mm、螺距為180 mm(單頭螺旋葉時(shí),導(dǎo)程與螺距相等;雙線螺旋葉時(shí),導(dǎo)程與兩倍螺距相等;三線螺旋葉時(shí),導(dǎo)程與三倍螺距相等;依此類推。)、葉片厚度為15 mm及葉片與軸轂的連接圓弧半徑均為R20 mm。
繪制等寬圓柱螺旋葉的結(jié)構(gòu)圖時(shí),通常采用A2或A3幅面的圖紙橫放。同時(shí),為了準(zhǔn)確地表達(dá)和便于閱讀理解螺旋葉的結(jié)構(gòu)及其尺寸,一般采用主視圖、左視圖及葉片的斷面視圖(如圖1所示),即可完全表達(dá)等寬圓柱螺旋葉的結(jié)構(gòu)。以軸向長度等于半個(gè)螺距的等寬圓柱螺旋葉為例,其具體繪制步驟如下:
(1)將A3幅面的圖紙橫放,用透明膠等固定在繪圖板上,按照機(jī)械制圖國家標(biāo)準(zhǔn)A3幅面,即長420 mm寬297 mm,繪制圖紙邊框線、圖紙裝訂線及標(biāo)題欄。最后按照螺旋葉的尺寸大小,確定圖紙的比例,力求圖紙美觀,又能清晰地表達(dá)螺旋葉各部分的結(jié)構(gòu)尺寸為宜。
(2)按螺旋葉軸轂直徑φ112.5 mm及螺旋葉外緣直徑φ250 mm繪制等寬螺旋葉的主視圖(如圖2a所示),顯然螺旋面的主視圖是一個(gè)半圓環(huán)。
(3)如圖1a所示,在主視圖上將有葉片(180°扇形)的外、內(nèi)緣部分等分成適當(dāng)?shù)确荩ㄈ纾?2等份,并標(biāo)記為1、2、3、4、5、6、7、8、9、10、11、12及 A、B、C、D、E、F、G、J、K、L、M、N,為了使圖形清晰,內(nèi)緣部分的等份點(diǎn)已省略,并且順時(shí)針方向選取等份點(diǎn)則形成左旋螺旋葉,反之,逆時(shí)針方向選取等份點(diǎn)則形成右旋螺旋葉,如圖1a所示),然后在左視圖上(軸向方向的投影)將半個(gè)螺距也分成相應(yīng)的等份數(shù)(如:12等份)。

圖1 等寬圓柱螺旋葉結(jié)構(gòu)圖的繪制步驟示意圖
(4)按照主視圖和左視圖“高平齊”的原則,從主視圖上葉片的外緣部分相應(yīng)等份點(diǎn)向左視圖繪制“高平齊”的水平輔助線與左視圖上對應(yīng)的等份點(diǎn)繪制“高平齊”的垂直輔助線分別相交于點(diǎn)1’、2’、3’、4’、5’、6’、7’、8’、9’、10’、11’和12’(為了使圖形清晰,圖中的交點(diǎn)已省略),然后利用曲線板將點(diǎn)1’、2’、3’、4’、5’、6’、7’、8’、9’、10’、11’和12’光滑連接得一光滑曲線,即螺旋葉外緣右側(cè)的左視圖(如圖1a所示);將此光滑曲線沿軸向向左平行移動(dòng)葉片的厚度15 mm后又獲得一光滑曲線,即螺旋葉外緣左側(cè)的左視圖;同時(shí),利用橡皮擦將“高相等”的水平輔助線擦除干凈,并將軸轂的左視圖也繪制出來 (如圖1b所示)。
(5)同樣,按照主視圖和左視圖“高平齊”的原則,從主視圖上葉片的內(nèi)緣部分相應(yīng)等份點(diǎn)向左視圖繪制 “高平齊”的水平輔助線與左視圖上對應(yīng)的等份點(diǎn)繪制“高平齊”的垂直輔助線分別相交于點(diǎn)1”、2”、3”、4”、5”、6”、7”、8”、9”、10”、11”和12”(為了使圖形清晰,圖中的交點(diǎn)已省略),然后利用曲線板將點(diǎn)1”、2”、3”、4”、5”、6”、7”、8”、9”、10”、11”和12”光滑連接得一光滑曲線,即右側(cè)螺旋面起始處(軸轂連接處)的左視圖(如圖1c示);將此光滑曲線沿軸向向左平行移動(dòng)葉片的厚度15mm后又獲得一光滑曲線,即左側(cè)螺旋面起始處(軸轂連接處)的左視圖,同時(shí),利用橡皮擦將“高相等”的水平輔助線和垂直輔助線全部擦除干凈(如圖1d所示)。為了使圖形清晰,已將左視圖中左、右側(cè)螺旋面起始處(軸轂連接處)的虛線部分省略,并將軸孔、鍵槽的主視圖、左視圖繪制出來;將螺旋葉根部的連接圓弧也繪制出來(如圖1e所示)。
(6)根據(jù)螺旋葉工作過程中的受力分析及其結(jié)構(gòu)設(shè)計(jì)的要求,并考慮到加工制造、裝配及維修拆卸方便等諸因素,對螺旋面進(jìn)行尺寸標(biāo)注、粗糙度標(biāo)注、形狀位置公差標(biāo)注及配合公差標(biāo)注等(如圖1f所示)。
(7)為了清晰的表達(dá)螺旋葉葉片兩側(cè)跟部與螺旋葉軸轂處,全部采用圓弧連接,便于鑄造和獲得質(zhì)量優(yōu)良的鑄件,因此還需補(bǔ)充一個(gè)局部剖視圖,并書寫技術(shù)要求、填寫標(biāo)題欄等,即得等寬圓柱螺旋葉的結(jié)構(gòu)圖如圖2所示。
3.2 采用AutoCAD二維軟件輔助設(shè)計(jì)的繪制方法
AutoCAD是美國Autodesk公司開發(fā)的計(jì)算機(jī)輔助設(shè)計(jì)繪圖軟件,具有使用簡單和操作方便等優(yōu)點(diǎn),已廣泛應(yīng)用于機(jī)械制造、建筑、電子、電力、土木工程和地質(zhì)勘探等領(lǐng)域,是目前國內(nèi)外應(yīng)用最廣泛的機(jī)械制圖軟件。采用AutoCAD二維軟件輔助繪制等寬螺旋葉工程圖時(shí) (仍以軸向長度等于半個(gè)螺距的等寬螺旋葉為例),其具體繪制步驟等同于傳統(tǒng)手工繪制,只是提高了繪圖速度和繪圖精度,在此不再贅述。特別是AutoCAD二維軟件具有繪制樣條曲線、復(fù)制、陣列、快速捕捉、平移和縮放(縮小或放大)等功能,因此采用AutoCAD二維軟件繪制等寬螺旋葉工程圖能縮短繪圖時(shí)間,減輕繪圖人員的工作量和提高繪圖精度,是目前機(jī)械制造行業(yè)最常用的方法。
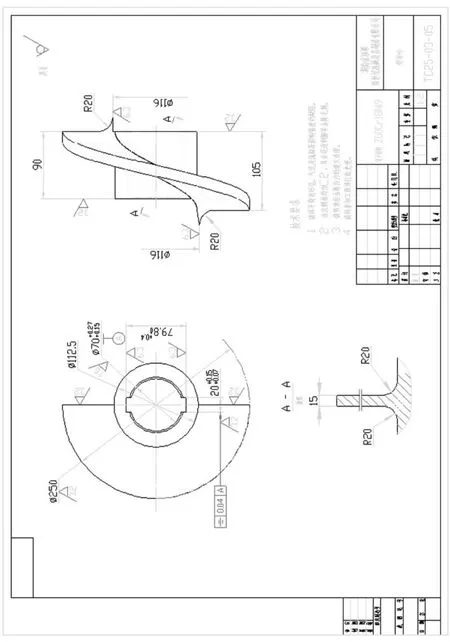
圖2 等寬圓柱螺旋葉的結(jié)構(gòu)圖
3.3 采用三維模型(三維實(shí)體)轉(zhuǎn)換成二維工程圖的繪制方法
采用SolidWorks三維繪圖軟件繪制等寬螺旋葉的三維模型轉(zhuǎn)換成二維工程圖時(shí) (仍以軸向長度等于半個(gè)螺距的等寬螺旋葉為例),其具體繪制步驟大致如下:
(1)利用凸臺(tái)/基體掃描特徑生成圓柱螺旋面
在選定的基準(zhǔn)面上插入繪制半個(gè)螺距的螺旋線 (螺旋線的圓柱直徑為螺旋葉的軸轂直徑φ112.5mm,螺距為螺旋面的螺距180 mm,注意選取螺旋線的旋向、螺距數(shù)量及其起始角度等,左旋螺旋葉選用順時(shí)針的螺旋線,右旋螺旋葉選用逆時(shí)針的螺旋線,螺旋線的起始角度常選用0°)的草繪平面,即掃描路徑;再通過螺旋線的起點(diǎn)并與該點(diǎn)螺旋線的切線垂直的平面內(nèi)插入繪制一個(gè)封閉的帶外圓弧鏈接的矩形(即螺旋葉葉片的截面圖,不包括螺旋葉軸轂部分)的草繪平面,即所需掃描的外形(輪廓,如圖3所示。其中,68.75 mm=(250-112.5)÷2),掃描后就獲得一圓柱螺旋面。有些三維軟件將掃描稱為掃掠(如:Pro/E、AutoCAD三維軟件),但其功用大致一樣。
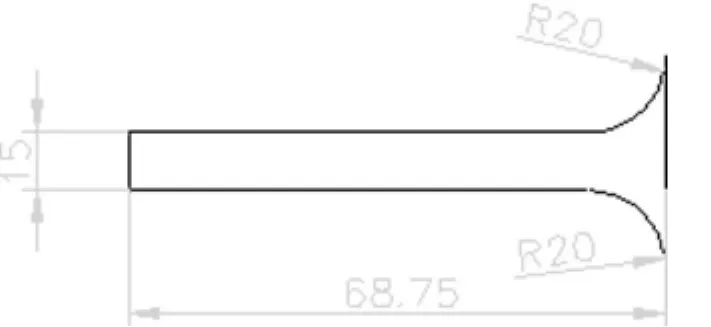
圖3 等寬螺旋葉用掃描輪廓
(2)利用拉伸凸臺(tái)/基體特徑生成螺旋葉的圓柱軸轂面
在繪制螺旋線的基準(zhǔn)面上,插入繪制一直徑等于螺旋葉軸轂直徑φ112.5 mm圓的草繪平面,拉伸深度為螺旋葉的軸向長度90 mm,注意拉伸的方向即可。
(3)利用切除拉伸特徑生成軸孔、鍵槽型面
選取螺旋圓柱軸轂端面為基準(zhǔn)面上,繪制一直徑等于螺旋葉軸孔直徑φ70 mm的圓并且?guī)фI槽 (鍵槽寬20 mm、鍵槽深4.9 mm)的草繪平面,并注意鍵槽的方向(相對螺旋軸轂圓柱兩端面的葉片的角度),切除拉伸深度為螺旋葉的軸向長度90 mm,注意切除拉伸的方向即可。
(4)利用切除拉伸特徑生成螺旋圓柱軸轂兩端面φ116 mm的圓柱面
分別選取螺旋圓柱軸轂的兩端面為基準(zhǔn)面上,插入草繪平面繪制一直徑為φ116 mm的圓,切除拉伸深度一端選為20 mm,另一端選為35 mm,注意切除拉伸的方向即可。
(5)利用實(shí)體的倒角特徑生成螺旋葉軸孔兩端面的倒角
分別選取螺旋葉軸轂兩端面的內(nèi)孔圓,對等寬圓柱螺旋葉進(jìn)行2 mm 45°的倒角處理后,即得半個(gè)螺距的等寬螺旋葉的三維模型 (也稱三維實(shí)體),其軸測圖如圖4所示。

(6)將等寬圓柱螺旋葉的三維模型(三維實(shí)體)轉(zhuǎn)變成二維的CAD零件圖,然后對其進(jìn)行尺寸標(biāo)注、粗糙度標(biāo)注、形狀位置公差標(biāo)注、公差配合標(biāo)注及填寫標(biāo)題欄后,得其結(jié)構(gòu)圖如圖2所示。
(未完待續(xù))
