細晶Q345低合金高強鋼焊接接頭組織性能研究
2015-12-22 06:20:58陳尹澤李娜溫斌夏志升
河南冶金 2015年2期
關鍵詞:焊縫
陳尹澤 李娜 溫斌 夏志升
(安陽鋼鐵股份有限公司)
0 前言
焊接是鋼結構制造中最為重要的加工方式之一,而焊接接頭的性能直接影響整體構件的使用性能。埋弧焊是電弧在焊劑層下燃燒,用機械自動引燃電弧并進行控制,自動完成焊絲的送進和電弧移動的一種電弧焊方法。具有生產率高、機械化程度高、焊接質量好且穩定的優點。安鋼爐卷機組通過優化軋制工藝和控制軋后冷卻速率,研制開發了表層細晶Q345 低合金高強鋼,由于鋼板厚度的不同和層流冷卻強度的不同,表面細晶組織的種類和厚度也不同[1]。細晶粒鋼晶粒尺寸較為細小,強度和韌性較高,但是焊接時HAZ(熱影響區,Heat Affect-ed Zone)晶粒在焊接熱作用下易長大,嚴重時會使母材優良的性能喪失[2]。因此對埋弧焊條件下獲得的焊接接頭組織與性能進行研究具有重要的工程價值。對細晶Q345 低合金高強鋼進行了埋弧焊焊接,分析表征了焊接接頭的顯微組織,并對接頭硬度、拉伸、彎曲、沖擊性能進行了研究,以期對細晶高強鋼的焊接應用提供參考。
1 試驗材料與方法
1.1 試驗用母材
試驗用母材為安鋼爐卷機組生產的30 mm 厚細晶Q345C 鋼板,鋼板采用控制軋制+控制冷卻工藝生產,其化學成分見表1。

表1 試驗鋼化學成分(質量分數) %
從表1 可知,碳當量CE =0.36%,裂紋敏感指數Pcm=0.23%。
試驗鋼的力學性能見表2。試驗鋼的母材金相組織如圖1 所示。

表2 試驗鋼力學性能
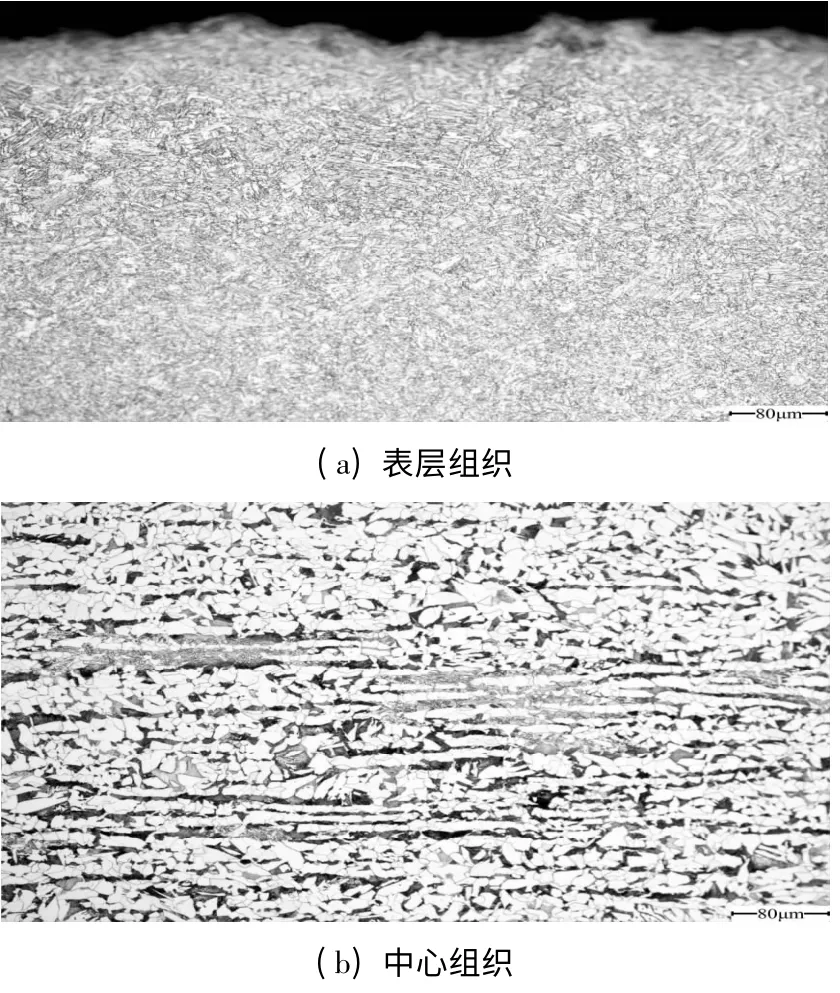
圖1 母材金相組織
從圖1 可以看出,鋼板表面組織為針狀鐵素體(AF)+準多邊形鐵素體(QF)+退化珠光體(P')+少量粒狀貝氏體(GB),心部為F +P,晶粒細小均勻。
1.2 試驗方法
焊接試驗在安鋼建安公司焊接實驗室焊接,焊接采用埋弧自動焊,依據“等強匹配”原則,選擇采用H08MnSiA 焊絲,直徑Φ =4.0 mm,接頭形式參照GB/T985. 1 - 2008 設計,試板尺寸500 mm ×200 mm×30 mm,焊接試板采用機械加工的方法開V 形坡口,單邊坡口角度為30 °。焊接過程中通過反變形和在試板背面焊接拘束焊縫來控制變形。焊接電流350 A ~560 A,電壓35 V ~38 V,具體工藝見表4。
焊接完成后,對焊接接頭進行X 射線探傷,經無損探傷檢測Ⅱ級合格。

表4 焊接工藝參數
2 焊接接頭組織及性能檢測分析
2.1 焊接接頭彎曲性能檢驗
彎曲試驗按GB/T2653 -2008 規定進行,試樣經180 °冷彎后,接頭部位完好,并未發現裂紋等缺陷存在,由此可以證明焊接接頭具有良好的塑性變形能力。
2.2 焊接接頭拉伸試驗
拉伸試驗按GB/T265l-2008 規定進行,對3 組焊接接頭進行了拉伸試驗,焊接后的拉伸試驗結果見表5。
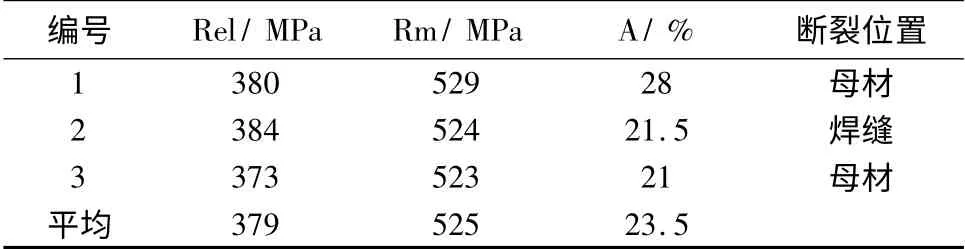
表5 焊接接頭拉伸性能
從表5 可以看出,焊接后平均屈服強度為379 MPa,抗拉強度為525 MPa,延伸率為23.5%,焊接接頭的強度變化不大,均保持在較高的水平上,滿足強度性能指標要求。延伸率焊接后呈下降趨勢,但是滿足標準要求。
2.3 焊接接頭沖擊性能
根據GB/T2650 -2008 制備了V 型缺口沖擊試樣。沖擊試樣大小為10 mm×10 mm×55 mm,沖擊試樣在開夏比V 形缺口前,先腐蝕試樣,清楚顯示出焊縫及熱影響區后再開缺口。缺口方向垂直于焊縫表面,分別開在焊縫、熔合線和熔合線外2 mm。焊接接頭的沖擊韌性反映出其對外界沖擊載荷的抵抗能力,能夠表征焊接接頭不同區域顯微組織的變化。對2 組焊接接頭進行了沖擊試驗,沖擊試驗結果見表6。沖擊試樣全部采用橫向。

表6 焊接接頭沖擊性能
由表6 可以看出,焊縫、熔合線、熱影響區、母材沖擊功分布比較均勻。30 mmQ345C 焊縫處沖擊功均值63 J,熔合線85 J,熱影響區100 J,母材109 J。熱影響區沖擊值稍微低于母材處沖擊功,但是大于焊縫和熔合線處沖擊功。這主要由于焊縫處晶粒較粗大,焊接接頭粗晶區晶粒并沒有嚴重長大。這表明熱影響區具有良好的韌性。
2.4 焊接接頭硬度
焊接接頭硬度試驗方法根據GB/T2654 -2008焊接接頭硬度試驗方法進行測量,測點的數量和間距應足以確定由于焊接導致的硬化和軟化區域。利用HV10 硬度計對母材及焊縫的硬度進行測量,兩點之間間距取標準中推薦距離每隔1 mm 取點,測試其顯微硬度。焊接接頭硬度是許多構件制造中重要的考核指標,焊接接頭顯微硬度分布如圖2 所示。
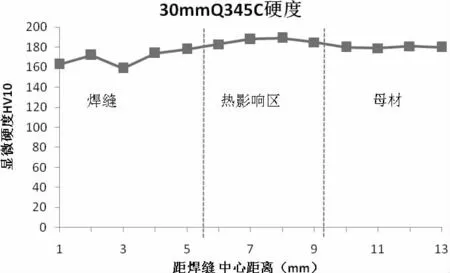
圖2 焊接接頭硬度

圖3 Q345C 焊接接頭金相組織
從圖2 可看出,焊縫、熱影響區、母材的硬度范圍在160 HV ~190 HV 之間。焊縫和熱影響區硬度變化不大,說明未出現異常組織。
2.5 焊接接頭金相組織
所取試樣包括焊縫、熱影響區、母材三部分,對所取試樣進行磨光、拋光、并用4%硝酸酒精溶液進行腐蝕,其金相組織如圖3 所示。
從圖3 可以看出,圖3(a)為焊縫處組織,焊縫區為柱狀晶組織,由圖可知其組織較粗大。圖3(b)為過熱區組織,過熱區與焊縫組織類似,組織比較粗大,組織為IAF+PF+F+P,本區域在焊接過程中雖處于過熱的狀態,但并未發現奧氏體晶粒嚴重長大現象的出現。圖3(c)為重結晶區組織,晶粒較細小,該區域為重結晶區,組織為PF+F+P,焊接時由于母材受到熱的作用,當其被加熱到Ac3以上溫度時,鐵素體和珠光體會轉變成奧氏體組織,之后在空氣中冷卻,會得到細小而均勻的鐵素體和珠光體組織。圖3(d)為不完全相變區組織,回火區為熱影響區的部分重結晶區,母材為鐵素體和呈明顯帶狀分布的珠光體,而在部分重結晶區由于溫度區間在Ac1~Ac3,部分鐵素體和珠光體發生了相變重結晶過程,轉化為晶粒細小的鐵素體和珠光體,而另一部分鐵素體未能溶入奧氏體,晶粒粗大。該區域晶粒大小不均勻,碳化物呈現不明顯的帶狀分布。
3 結論
1)細晶Q345C 鋼板焊接后屈服強度在380 MPa左右,抗拉強度在530 MPa 左右,焊接接頭的強度變化不大,均保持在較高的水平上,延伸率焊接后呈下降趨勢,但是滿足標準要求。焊接接頭經180 °冷彎后無裂紋缺陷產生。
2)焊縫、熔合線、熱影響區、母材沖擊功分布比較均勻。熱影響區沖擊值稍微低于母材處沖擊功,但是大于焊縫和熔合線處沖擊功,這表明熱影響區具有良好的韌性。
3)焊縫處為柱狀晶組織,組織較粗大;粗晶區為IAF+PF+F+P,細晶區為PF +F +P,回火區為F+P,碳化物呈現不明顯帶狀分布,母材為F +P。焊縫、熱影響區、母材的硬度范圍在160 HV ~190 HV之間。焊縫和熱影響區硬度變化不大,說明未出現異常組織。
[1]陳尹澤,徐筱薌,于愛民,等. 層流冷卻工藝對表層超細晶C -Mn 鋼組織性能的影響[J].冶金叢刊,2015,215(1):4 -7.
[2]王燕,周偉. 超細晶粒鋼普通CO2氣體保護焊HAZ 晶粒長大行為研究[J].三峽大學學報,2010,32(4):87 -90.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07