沖裁件油封骨架的模具設(shè)計(jì)
2015-12-19 21:00:10陳建華
卷宗 2015年11期
陳建華


摘 要:通過對典型沖裁零件油封骨架的工藝分析。設(shè)計(jì)用復(fù)合模來加工此零件,并闡述復(fù)合模的工作過程、工作原理。
關(guān)鍵詞:工件;沖孔;廢料;模具;油封
油封是汽車、摩托車中各種軸類件上用于密封各種油品及防塵的一種橡膠制品,安裝于各種軸及座上,但由于橡膠本身的剛性不足,所以常常需要在油封中嵌入金屬骨架以增加其剛性,滿足安裝及使用的要求。
如圖1所示的是最典型的油封金屬骨架的外形圈。零件的材料一般為工業(yè)用冷軋鋼帶,厚度通常在O.8-1.2mm 左右,骨架主要要求外壁直徑及孔徑的尺寸精確,對工件高度上的尺寸精度要求并不高。模具設(shè)計(jì)時主要應(yīng)考慮盡可能采用通用性比較強(qiáng)的加工工藝和模具結(jié)構(gòu),以適應(yīng)多種骨架尺寸規(guī)格的要求,便于加工和管理模具。以前的生產(chǎn)工藝是后輪油封骨架經(jīng)落料拉伸、沖底2副模具成形,油封骨架用后輪油封骨架的沖孔廢料進(jìn)行生產(chǎn),經(jīng)拉伸、沖孔、整形3副模具成形。在批量生產(chǎn)中,兩個工件成形共需要5道工序、5副模具、5臺機(jī)床,很不經(jīng)濟(jì)。為此設(shè)計(jì)了內(nèi)外兩個工件一次沖壓成形的復(fù)合模,把5副模具縮為1副模具,用一臺機(jī)床1人操作。
1 零件的工藝分析
1.1 坯料尺寸
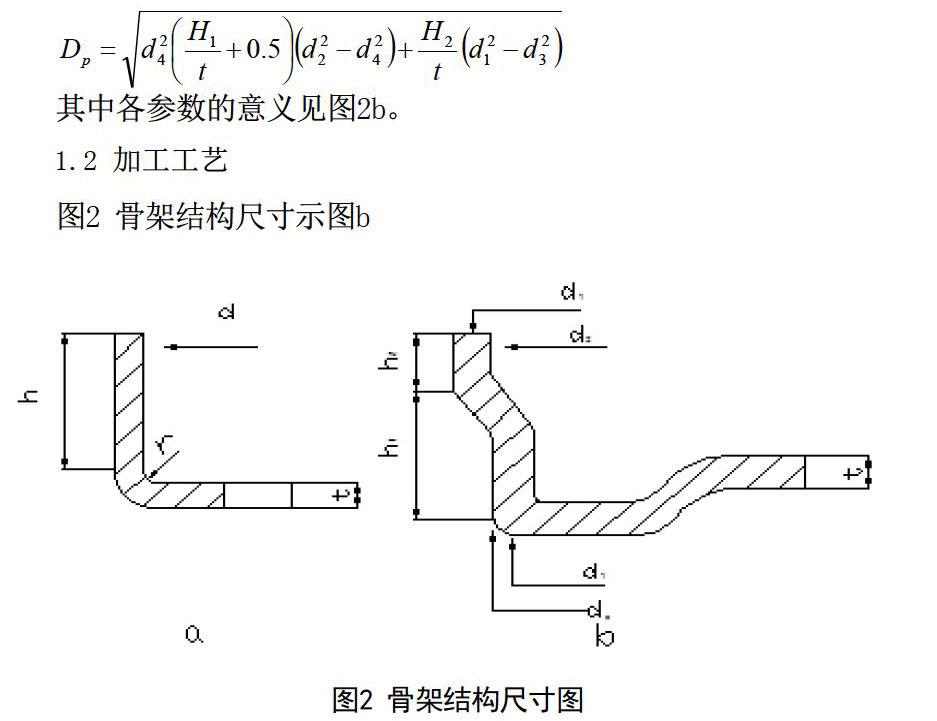
根據(jù)坯料計(jì)算的等面積法,同時考慮到油封骨架轉(zhuǎn)角處r較小,而且一般都取同一數(shù)值,對于圖1中的A型和B型骨架,可將坯料尺寸的計(jì)算公式簡化為:
其中: 一坯料直徑,其它參數(shù)意義見圖2a。
對于圖1中的另一種C型的油封骨架,同樣根據(jù)坯料計(jì)算的等面積法,坯料的計(jì)算公式簡化為:
其中各參數(shù)的意義見圖2b。
1.2 加工工藝
由圖l可以看出,工件成形需經(jīng)過落料、拉伸、沖孔等三個工序。如果由多套模具或級進(jìn)模來完成成形,則模具的數(shù)量多,模具加工量較大,并且對模具的送料精度要求很高,如果采用復(fù)合模則可以避免上述問題。基于以上的考慮,決定采用復(fù)合模成形的方案。具體步驟是:將模具置于100噸沖床上,前面采用氣動夾持送料裝置來實(shí)現(xiàn)自動送料,然后導(dǎo)入復(fù)合模中,在一個工位上一次完成落料、拉伸、沖孔這三道工序,在送進(jìn)下一步成形所需的鋼帶時將成形的工件帶出,實(shí)現(xiàn)自動化生產(chǎn)。
加工過程中通過復(fù)合模來成形有以下幾個優(yōu)點(diǎn):
(1)模具結(jié)構(gòu)比較緊湊,節(jié)約材料。
(2)通過模具的裝配精度可以保證零件的尺寸精度。
(3)不必過多地考慮級進(jìn)模中自動送料的精度問題。
2 模具結(jié)構(gòu)
模具結(jié)構(gòu)如圖2所示,由落料、成形模組、脫件機(jī)構(gòu)、廢料推出機(jī)構(gòu)及內(nèi)外工件分導(dǎo)機(jī)構(gòu)組成。
3 模具結(jié)構(gòu)特點(diǎn)
(1)用尖刃拉伸模代替?zhèn)鹘y(tǒng)的圓角拉伸凸模,實(shí)現(xiàn)了拉伸和沖孔兼顧的目的。傳統(tǒng)的圓角拉伸凸模,主要是防止拉伸過程中的斷裂。后輪油封骨架因最后要順著內(nèi)壁沖去底面,經(jīng)過計(jì)算,拉伸過程中最大拉力小于孔沖裁力 故可以反其道利用,將拉伸凸模改成尖刃,雖然在折角處材料會被拉薄,但不會使工件拉裂,最后靠凸模尖刃把底部沖斷。這樣,既可以使沖出的廢料平整,又有利于內(nèi)工件的拉伸成形,也減小了底孔沖裁力。
1.上模座 2.廢料推桿 3.上內(nèi)凹凸模 4.脫件環(huán) 5.上凸模 6.鎖模吊環(huán) 7.內(nèi)頂件環(huán)8.凹凸模 9.外頂件環(huán) 10.下模芯 11.內(nèi)頂件 12. 外頂件13.外剪套 14.下模座 15.頂板 16.橡膠彈性體 17.廢料導(dǎo)板 18.倒吊拉環(huán) 19.內(nèi)工件 20.外工件
(2)在外工件完成后,機(jī)床滑塊繼續(xù)下行由彈性體增大了的彈力通過外頂件環(huán)對工件進(jìn)行整形,同時給內(nèi)工件的拉伸沖壓留出必要的空間,從而實(shí)現(xiàn)一模一次完成內(nèi)、外兩個工件。
(3)采用反沖孔、上出料方式。內(nèi)工件在拉伸完畢后進(jìn)行反沖孔,沖孔凹模固定在下模,并開設(shè)通氣孔,保證廢料不致因凸模真空上部壓力大而落下,破壞工作程序的順利進(jìn)行。內(nèi)工件沖孔廢料留在上凹凸模凹腔中逐個上擠,最后由廢料推桿推出。廢料推桿通過彈簧片與沖壓滑塊聯(lián)動,限定其運(yùn)動程序,實(shí)現(xiàn)按沖壓周期自動推出廢料。
(4) 在同一個脫件環(huán)打落內(nèi)、外兩個工件,內(nèi)工件打外側(cè)、外工件打內(nèi)側(cè)。由于上部空間已安置了廢料推出機(jī)構(gòu),故脫件環(huán)通過平衡的2根倒吊拉桿,在滑塊上升的某個設(shè)定位置把脫件環(huán)拉下,打出工件。
(5)采用有漏孔的分導(dǎo)槽,把內(nèi)、外兩個工件分離和導(dǎo)出,落入各自的容器中。另外,在槽底增設(shè)兩條滑軌,已減少主力,保證工件順利滑落。
(6)部分零件﹙入下模型、外剪套﹚采用上下雙面刃口,一端作刃口使用時,另一端作定位面,可以互換,充分發(fā)揮模具零件的潛力。
4 模具工作過程
復(fù)合模安裝調(diào)試后,放入調(diào)料。隨著上模組的下落,先由件5的外刃A與件13外工件落料,接著已凸凹模8外壁作拉伸凸模,件5內(nèi)腔壁作拉伸凹模,在件9壓邊力作用下進(jìn)行有外翻遍拉伸。當(dāng)達(dá)到規(guī)定高度后,由件8刃口和件5內(nèi)刃B進(jìn)行沖孔,完成外工件的成形。凸模繼續(xù)下行,外工件在增大了的彈力作用下進(jìn)行整形,而外工件的沖孔廢料在經(jīng)過微小行程后,由件8的內(nèi)腔和件3的外壁作內(nèi)工件拉伸,當(dāng)內(nèi)工件下底面接觸到下模芯時,當(dāng)件10刃口和件3內(nèi)刃C進(jìn)行沖孔,同時對內(nèi)工件進(jìn)行壓平整形。至此,完成了內(nèi)、外工件的全部沖壓成形任務(wù)。
隨著滑塊的回程,上模組上行,下模組中的內(nèi)、外頂件環(huán)治安塑料彈性體16的作用下,頂起各自的工件上升脫模,最后托放在下模組初始平面上。如果工件貼附在上模組中,則由倒吊拉桿18通過脫件環(huán)4把工件打下。隨著第二次沖壓周期的送料運(yùn)動,把兩工件同時送入分導(dǎo)槽中,內(nèi)工件從漏孔中漏出,從而分別落入各自的容器中。當(dāng)沖床滑塊回程時,推桿逐漸向前,把超出規(guī)定平面的沖孔廢料推出。
5 結(jié)束語
該模具的結(jié)構(gòu)設(shè)計(jì)緊湊、簡便,減少了模具的數(shù)量及材料的消耗,降低了對送料精度的要求,經(jīng)過精心裝配后基本滿足了設(shè)計(jì)的要求,一次試沖即成功,零件尺寸符合設(shè)計(jì)要求。充分顯示了其優(yōu)越性,提高了生產(chǎn)效率,而且質(zhì)量也明顯提高,從而大大地節(jié)約了人力、物力和財(cái)力,取得了很好的經(jīng)濟(jì)效益。實(shí)踐證明該模具是先進(jìn)、合理、可行的。生產(chǎn)出產(chǎn)品的質(zhì)量穩(wěn)定,具有積極的推廣意義。
參考文獻(xiàn)
1《沖模設(shè)計(jì)手冊》,北京:機(jī)械工業(yè)出版社.2011
2 李碩本.《沖壓工藝學(xué)》,北京:機(jī)械工業(yè)出版社,2013