典型箱體類零件的加工工藝分析
2015-12-19 21:00:10汪清
卷宗 2015年11期
汪清
摘 要:箱體類零件具有一定的特殊性,在加工過程中需要有較高的加工精度要求,由于加工的工藝難度比較大,在加工時為了提高生產(chǎn)效率,降低生產(chǎn)成本,因此需要制定一個科學(xué)完善的箱體機(jī)械加工工藝是必不可少的,工藝的制定和分析不僅能夠提高產(chǎn)品的質(zhì)量,還能夠大大改善工人的勞動強(qiáng)度。本文簡單闡述了箱體類零件加工工藝中的有關(guān)內(nèi)容。
關(guān)鍵詞:箱體類零件;毛坯;粗糙度;加工工藝
1 箱體類零件的功用
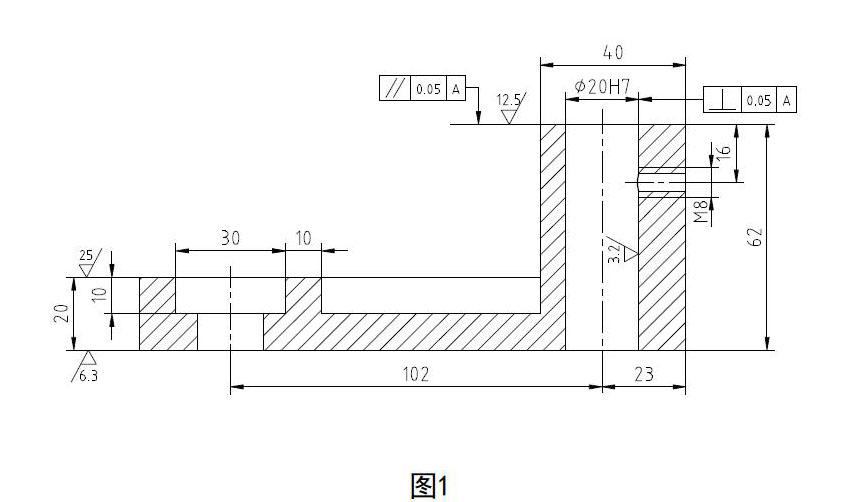
箱體類零件是指在長、寬、高方向上具有一定比例的一種零件(如圖1),由箱座箱蓋組成,它是機(jī)器中最基礎(chǔ)的部件,由機(jī)器部件中的軸、軸承套和齒輪等有關(guān)零件按一定的裝配位置關(guān)系及預(yù)定的傳動協(xié)調(diào)關(guān)系組合而成的一個整體,在箱體部件裝配時也作為基準(zhǔn)零件,因此,箱體零件的加工質(zhì)量好壞對機(jī)器的工作精度工作性能及其使用壽命都有直接必然的影響
2 箱體類零件的材料與毛坯的確定
1.材料的選擇。由于機(jī)器的種類很多,在機(jī)器中箱體類零件的材料要求也各有不同,大多數(shù)的常用材料是普通灰鑄鐵,灰鑄鐵不僅價格低廉,而且有較好的耐磨性、切削性和吸振性,能夠滿足裝配后的剛度和強(qiáng)度要求,在需要減輕箱體質(zhì)量場合時通常采用有色金屬合金,如汽車、摩托車的曲軸材料則選用鋁合金。
2.毛坯的選擇。對于箱體的生產(chǎn)量上也有單件小批量和批量生產(chǎn)之分,單件小批量生產(chǎn),需要的毛坯精度低,加工余量大,有時為了減少毛坯的加工余量和縮短加工時間,可將毛坯材料上直徑大于φ30mm的孔預(yù)先鑄出,工廠中為了縮短生產(chǎn)周期簡化工藝和降低成產(chǎn)成本,故有時這些箱體采用鋼板焊接,大批量生產(chǎn),需要的毛坯精度高,加工余量小,為了便于機(jī)械的加工,故有時這些箱體多用金屬模機(jī)器型鑄造,由于毛坯鑄造時會產(chǎn)生殘余應(yīng)力,為了避免變形防止砂眼和氣孔的產(chǎn)生和保證加工的穩(wěn)定性,應(yīng)在實(shí)際加工中使箱體壁厚度盡量均勻,毛坯鑄造后和箱體粗加工后可安排一定的人工時效處理。
3 箱體類零件的主要技術(shù)要求
1.主要平面精度和表面粗糙度。箱體零件中對基面的平面度要求比較高,因?yàn)榛嫱ǔT谘b配過程中作為裝配基準(zhǔn)使用,它的平面度影響著主軸箱與床身連接的接觸剛度,同時也是作為加工主要孔的定位基準(zhǔn),因此必須保證底面和導(dǎo)向面平直,有時還為了防止工作油的瀉出,還規(guī)定了頂面的平面度要求,總的來說基面的平面度、表面粗糙度和裝配垂直度都對箱體零件的加工有著重要的影響,因此合理的平面度值為0.03~0.1mm,表面粗糙度Ra為25~63um,表面垂直度為0.05/300mm。
2.孔徑精度和幾何形狀精度。箱體上軸承孔本身的尺寸誤差和形狀誤差都會造成軸承與箱體孔的配合精度,孔徑過大,配合就會過松則主軸的回轉(zhuǎn)精度和支承剛度就會降低,隨之帶來的傳動振動和噪聲就會越大,孔徑過小,配合就會過緊則軸承外形變形而縮短軸承使用壽命,裝軸承的孔不圓,也會引起軸的徑向圓跳動,所以,一般機(jī)床的主軸箱的主軸支承孔的孔徑公差為IT6,其余孔徑公差為IT8~I(xiàn)T7。
3.主要孔和平面的相互位置精度(如圖1)。為了方便裝配,提高主軸的運(yùn)轉(zhuǎn)情況和使用壽命,降低軸運(yùn)轉(zhuǎn)中的溫度,減小噪音和振動,所以就主要孔對主軸箱安裝基面的平行度提出更高的要求,有的孔在同一軸線上,那么就需要有同軸度的要求,同軸度公差為0.005~0.01mm,重要的支撐孔也要有孔距和平行度精度要求,否則影響齒輪嚙合精度,一般孔距公差大于平行度公差,合理孔距公差為0.012~0.05mm,平行度公差為0.01~0.04mm。
4.孔與孔的位置精度。為了避免箱體中軸與軸承裝配時出現(xiàn)的傾斜,那么就對孔的同軸度誤差和孔端面垂直度誤差提出了加工要求,否則就會造成主軸徑向圓跳動和軸向跳動,就會加劇軸承磨損,對于孔系之間的平行度也要求了一定的加工要求,合理的孔距允許誤差為0.025~0.06mm,而孔徑公差約為最大同一軸線的支承孔的同軸度之半。
4選擇合理的加工路線
擬定箱體類零件加工工藝規(guī)程時,應(yīng)遵循一些共同的基本原則主要要求如下:
1.加工順序先面后孔原則。箱體主要是由孔和平面組成,在加工中先加工平面后加工孔是箱體加工中一般規(guī)律,箱體加工中對孔的加工精度要求較為嚴(yán)格,孔的加工難度也比較大,由于孔分布在箱體的各個平面上,同時平面的面積比較大,用來定位穩(wěn)定可靠,有的主要平面在機(jī)器上也起著裝配基準(zhǔn)的作用,因此先以孔為粗基準(zhǔn)加工平面,在以平面為精基準(zhǔn)加工孔,使定位基準(zhǔn)、設(shè)計基準(zhǔn)和裝配基準(zhǔn)重合,從而避免基準(zhǔn)不重合所帶來的誤差也避免了加工支承孔時鉆頭的引偏和擴(kuò)孔鉸孔時刀具的崩刃。
2.加工階段粗、精分開原則。箱體結(jié)構(gòu)復(fù)雜、壁厚不均、剛性差、生產(chǎn)批量較大、主要平面和孔系加工要求精度又高,故重要的表面加工要粗、精分開進(jìn)行,例如:主要平面和各支承孔粗加工之后再進(jìn)行多次走刀進(jìn)行精加工,這樣可以避免粗加工時所造成的切削力、切削熱、夾緊力對加工精度的影響,粗、精加工分開也可以及時發(fā)現(xiàn)毛坯的缺陷情況,在實(shí)際加工中大大減小了材料的浪費(fèi),并且有利于合理地選用設(shè)備等。
3.工序集中、先主后次原則。箱體上為了保證孔和平面的位置精度和減少裝夾次數(shù),一般在加工時盡量選擇在同一工序中進(jìn)行。緊固螺紋孔、油孔的工序安排應(yīng)在平面、支承孔和主要平面精加工之后再進(jìn)行加工。
4.合理安排熱處理。箱體類零件結(jié)構(gòu)形狀復(fù)雜,壁厚不均勻,因此在鑄造中會產(chǎn)生內(nèi)應(yīng)力,為了消除鑄造后鑄件的內(nèi)應(yīng)力,在毛坯鑄造后安排人工時效處理,箱體人工時效方法,除了加熱保溫外,還有振動時效方法,但振動時效方法使用較少,一般合理的人工時效規(guī)范為:加熱到500~550℃,保溫4~6h,出爐溫度不大于200℃,有時對精度要求高、剛性差的箱體,在粗加工之后甚至在半精加工要之后還各要進(jìn)行一次人工時效處理,從而來消除切削加工時產(chǎn)生的內(nèi)應(yīng)力,對于精密要求更高的箱體,在加工過程中應(yīng)安排較長時間的自然時效(如坐標(biāo)鏜床主軸箱箱體)。
5 結(jié)束語
加工箱體類零件雖然難度較大,工藝較繁瑣,一些外形要求的加工精度較高,但如果從它的功用及其結(jié)構(gòu)特點(diǎn)、材料和毛坯的確定、要求的主要技術(shù)、最后到加工工藝規(guī)程原則的確定,都有所了解的話,我們就能對加工箱體類零件迎刃而解了。通過一段時間的學(xué)習(xí)總結(jié),綜上的工藝分析深刻的加深了我的印象,相信它定會對我今后的社會實(shí)踐中有很大的幫助。
參考文獻(xiàn)
1. 湯習(xí)成等主編.《機(jī)械制造工藝學(xué)》.中國勞動社會保障出版社 2014.2
2. 范為軍等主編.《數(shù)控加工工藝與技能訓(xùn)練》.江蘇省鹽城技師學(xué)院
3. 徐國權(quán)等主編.《數(shù)控加工工藝與技能訓(xùn)》.江蘇省鹽城技師學(xué)院 2011.3