TRT焊接機(jī)殼T型接頭殘余應(yīng)力的模擬研究
2015-12-19 07:01:13徐藹彥
焊管 2015年4期
汪 強(qiáng),柏 凱,徐藹彥
(1.寶雞石油鋼管有限責(zé)任公司,陜西 寶雞 721008;2.西安理工大學(xué) 材料科學(xué)與工程學(xué)院,西安710048)
TRT焊接機(jī)殼T型接頭殘余應(yīng)力的模擬研究
汪 強(qiáng)1,柏 凱1,徐藹彥2
(1.寶雞石油鋼管有限責(zé)任公司,陜西 寶雞 721008;2.西安理工大學(xué) 材料科學(xué)與工程學(xué)院,西安710048)
結(jié)合氬氣保護(hù)焊工藝,采用數(shù)值模擬方法對TRT焊接機(jī)殼T型接頭焊接過程中的溫度場、殘余應(yīng)力和變形情況進(jìn)行了分析,并采用盲孔法測試了其焊后殘余應(yīng)力。數(shù)值分析采用了兩種不同的熱源模型,即均勻熱流加載模型和移動熱源模型。模擬結(jié)果表明,在T型焊接接頭多道焊過程的溫度場模擬結(jié)果中,移動熱源法模擬獲得的溫度相對比較集中,且焊縫處溫度場波動更劇烈,更接近實(shí)際焊接過程;移動熱源法模擬的殘余應(yīng)力值較小,且應(yīng)力曲線平滑,與實(shí)測值吻合度較高;移動熱源法模擬的焊接過程變形量較均勻熱流加載法小。
T型焊接接頭;殘余應(yīng)力;移動熱源
0 前 言
隨著焊接材料和工藝的不斷進(jìn)步,通過焊接方式生產(chǎn)透平機(jī)(TRT)機(jī)殼逐漸替代了原有的鑄造機(jī)殼[1]。T型接頭作為TRT焊接機(jī)殼上出現(xiàn)最多的接頭形式,其性能直接制約著TRT焊接機(jī)殼的質(zhì)量。對T型接頭焊后殘余應(yīng)力及變形的分析計(jì)算有助于解析TRT機(jī)殼焊縫處殘余應(yīng)力的分布規(guī)律。然而,由于焊接涉及電學(xué)和熱力學(xué),且過程復(fù)雜多樣[2],僅僅以試驗(yàn)方式很難監(jiān)控和預(yù)測焊接過程中焊件的殘余應(yīng)力和變形。隨著計(jì)算機(jī)技術(shù)和數(shù)值分析軟件的發(fā)展,利用數(shù)值模擬獲得焊接過程物理變化已日趨成熟[3]。
國內(nèi)外許多學(xué)者都采用有限元方法對T型焊接接頭焊接過程進(jìn)行了模擬研究。從二維到三維,從單道焊到多道焊,模擬過程逐漸貼近實(shí)際[4],然而,現(xiàn)階段不同模擬方式獲得結(jié)果的有效性均有待考證,且不同模擬方式間缺乏比較探討。
筆者以TRT焊接機(jī)殼常用材料Q390C為主,結(jié)合焊接機(jī)殼上常見的T型接頭尺寸和氬氣保護(hù)焊工藝,采用兩種有限元數(shù)值模擬方法,即均勻熱流加載法和移動熱源法,對TRT焊接機(jī)殼的T型接頭的焊接熱過程、殘余應(yīng)力和變形進(jìn)行模擬研究,并結(jié)合實(shí)測結(jié)果分析了兩種不同的模擬結(jié)果,以期為TRT機(jī)殼模擬研究奠定基礎(chǔ)。
1 物理模型
本研究以熱—結(jié)構(gòu)耦合技術(shù)為基礎(chǔ),建立T型焊接接頭三維有限元模型。其模擬區(qū)域的熱傳導(dǎo)控制方程[5]為

式中:Cp—比熱容;
λ—熱導(dǎo)率;
T—溫度;
t—時(shí)間。
對流換熱邊界上熱流滿足

式中:qc—熱流率;
αc—對流換熱系數(shù);
T—固體表面溫度;
Toc—環(huán)境參考溫度。
輻射換邊界對流滿足

式中:qr—熱流率;
σ0—黑度(發(fā)射率);
ε0—黑體輻射常數(shù);
T—輻射面溫度;
Toc—環(huán)境參考溫度。
該區(qū)域中應(yīng)力場平衡方程[6]為

式中:σij,j—應(yīng)力分量,包括熱應(yīng)力在內(nèi)。
2 T型接頭有限元模型的建立
根據(jù)機(jī)殼的實(shí)際尺寸,建立的T型接頭幾何模型如圖1所示,其中T型接頭翼板尺寸為30mm×200mm×300mm,腹板尺寸為45mm×200mm×300mm,焊縫坡口為53o。

圖1 T型接頭尺寸、整體網(wǎng)格和位移約束示意圖
2.1 焊接工藝及參數(shù)
TRT機(jī)殼主要采用氬弧焊焊接,根據(jù)氬弧焊特點(diǎn)制定的焊接工藝為:采用直流電源,焊前預(yù)熱溫度200℃;大氣壓力為100 kPa,環(huán)境溫度為20℃;機(jī)殼材料為Q390C。焊接工藝參數(shù)見表1,材料性能參數(shù)隨溫度變化如圖2[7]所示。另外,在材料參數(shù)中假設(shè)不隨溫度變化的參數(shù)[8-9]有:密度=7 800 kg/m3, 泊松比=0.3。

表1 TRT機(jī)殼焊接工藝參數(shù)
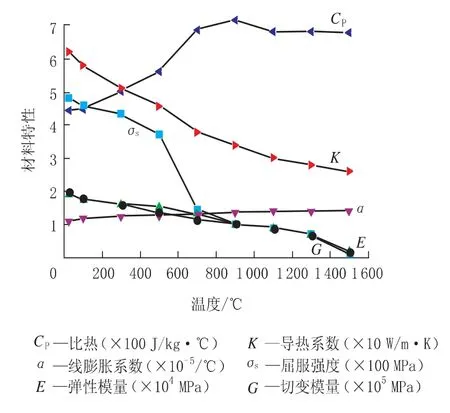
圖2 TRT機(jī)殼材料性能參數(shù)
2.2 有限元模型
根據(jù)焊接構(gòu)件幾何尺寸和焊接熱源特點(diǎn),在利用ANSYS進(jìn)行焊接溫度場計(jì)算時(shí)選用六面體八節(jié)點(diǎn)單元即SOLID70;計(jì)算焊接應(yīng)力變形時(shí),選擇與熱分析單元對應(yīng)的結(jié)構(gòu)單元即SOLID45。模擬中采用映射網(wǎng)格劃分模型,得到52 720個(gè)節(jié)點(diǎn),38 160個(gè)單元,網(wǎng)格劃分結(jié)果如圖1所示。
2.2.1 焊接熱源的選取
將熱源作為焊縫單元內(nèi)部生熱處理,分別采用均勻熱流加載和移動熱源兩種加載方式處理焊接中的熱過程。
均勻熱流加載時(shí)所采用的熱源計(jì)算公式為[10]

式中:U—電壓;
I—電流;
η—電弧效率;
V—熱源作用體積。
載荷步所需熱源作用時(shí)間可用下式來估算[10],

式中:P—經(jīng)驗(yàn)系數(shù),取決于焊接方法和規(guī)范。對于焊接電流在100~300 A時(shí)熔化極氬焊 P=3.8~4.8, 取 P=4;

圖3 均勻熱流加載法得出的溫度場
v—熱源移動速度,即焊接速度。
移動熱源模型加載時(shí),將熱輸入換算成單位體積、單位時(shí)間上的熱生成強(qiáng)度。并采用 “生死單元”實(shí)現(xiàn)金屬的填充過程。
多道焊模擬時(shí),計(jì)算前先將焊縫上所有單元?dú)⑺溃?jì)算時(shí)一次激活加載,每道焊縫熱源加載完成后降至層間溫度,如此循環(huán),直到接頭焊完為止。
2.2.2 邊界條件的處理
加載溫度邊界條件,假定環(huán)境溫度為20℃,故給所建模型的所有節(jié)點(diǎn)加載溫度20℃;加載熱對流邊界條件,假定空氣對流換熱系數(shù)不隨溫度變化而變化,其值為20 W/(m2·K);位移邊界條件及約束形式如圖1所示。
3 模擬結(jié)果及分析
3.1 焊接溫度場的模擬計(jì)算

圖4 移動熱源法模擬出的溫度場
T型接頭焊接時(shí),焊縫附近溫度迅速達(dá)到材料熔點(diǎn),而遠(yuǎn)離焊縫位置溫度接近常溫,致使焊縫處溫度梯度較大。均勻熱流加載法和移動熱源法獲得的T型接頭焊接溫度場分別如圖3和圖4所示。可以看出,隨著焊接層數(shù)的增加,熱源中心位置溫度最高值變化不是很大,且隨著熱源中心的外移,焊縫的最高溫度分布位置也隨之移動。焊板邊緣的溫度也逐漸升高。水平板較豎直板的溫度變化明顯。此外,升溫時(shí)溫度較集中,高溫范圍局限在焊縫周邊;降溫過程中,由于熱傳導(dǎo)和輻射,高溫帶不斷加寬。
對比兩種模擬結(jié)果發(fā)現(xiàn),移動熱源法模擬的溫度場更接近實(shí)際焊接過程。采用移動熱源法獲得的結(jié)果中,溫度場相對較為集中,且焊縫處溫度場波動比均勻熱流加載法的模擬結(jié)果劇烈。在移動熱源加載完成之后的降溫過程中,最后加載熱場位置的溫度值居于最高水平,如圖4(a)~圖4(c)所示。兩種方法得到的整體降溫后的溫度場極其相似, 如圖 3(d)和 4(d)所示。
3.2 T型接頭焊后殘余應(yīng)力及變形分析
焊接瞬態(tài)溫度場計(jì)算完成后,施加位移邊界條件,進(jìn)行焊接過程應(yīng)力場和變形的模擬計(jì)算。模擬結(jié)果如圖5和圖6所示。其中圖5為均勻熱流加載法得出焊后殘余應(yīng)力及變形分布,圖6為移動熱源法得出的焊后殘余應(yīng)力及變形分布。從殘余應(yīng)力分布圖中,發(fā)現(xiàn)T型接頭焊后殘余應(yīng)力主要集中在焊縫及熱影響區(qū)上。殘余應(yīng)力沿遠(yuǎn)離焊縫方向不斷減小,在熱影響區(qū)附近,殘余應(yīng)力減小幅度最大。對比兩種方法獲得的焊后殘余應(yīng)力,可得出在移動熱源分析得出的殘余應(yīng)力結(jié)果中,焊接先后順序?qū)Y(jié)果影響較大,先焊位置的殘余應(yīng)力值明顯小于后焊位置;而均勻熱流加載法得出的殘余應(yīng)力結(jié)果中這種現(xiàn)象不突出。

圖5 均勻熱流加載法得出的焊后殘余應(yīng)力

圖6 移動熱源法得出的焊后殘余應(yīng)力
為進(jìn)一步區(qū)分兩種模擬結(jié)果的差異,分別沿不同的路徑取點(diǎn),對比分析兩種模擬方法獲得的殘余應(yīng)力和變形。采用盲孔法對T型接頭腹板上的殘余應(yīng)力進(jìn)行了測試。
比較分析殘余應(yīng)力時(shí),在T型接頭腹板橫截面上垂直焊縫方向按路徑一取點(diǎn),如圖7所示。將起始點(diǎn)設(shè)為零,沿路徑一方向距離逐漸增加所得的應(yīng)力曲線如圖8所示。從圖8可以看出,均勻熱流加載法模擬獲得的殘余應(yīng)力值總體上均比移動熱源模擬法高,并且其結(jié)果在焊縫處波動較大。高殘余應(yīng)力區(qū)均出現(xiàn)于焊縫和焊縫附近,特別的是均勻熱流加載法結(jié)果中腹板中心殘余應(yīng)力接近于零,焊縫附近部分區(qū)域的殘余應(yīng)力超過了材料屈服強(qiáng)度。通過與圖8所示殘余應(yīng)力實(shí)測曲線對比,發(fā)現(xiàn)實(shí)測值處于兩種模擬結(jié)果之間,其變化趨勢更貼近移動熱源法模擬結(jié)果。

圖7 T型模型上取點(diǎn)示意圖

圖8 T型接頭沿路徑一殘余應(yīng)力的分布
分析變形時(shí),在T型接頭上沿路徑A-B-C取38個(gè)點(diǎn),繪制得出路徑A-B-C上等效變形曲線,如圖9所示。從圖9可以看出,兩種模擬方法獲得的變形曲線分布趨勢基本相同;均勻熱流加載法獲得的變形量均大于移動熱源法模擬的結(jié)果。腹板變形量差異較小,而翼板上的變形差異隨著高度增加逐漸加大,最大差值達(dá)到0.23mm。

圖9 T型接頭沿路徑A-B-C上的變形
通過上面兩種模擬結(jié)果的比較分析得出,在應(yīng)力方面,移動熱源法模擬結(jié)果的應(yīng)力值較小,且應(yīng)力曲線平滑,與實(shí)測值吻合度較高;移動熱源模擬的變形量較均勻熱流加載法小。
4 結(jié) 論
(1)采用均勻熱流加載法和移動熱源法均實(shí)現(xiàn)了對T型焊接接頭多道焊過程的實(shí)時(shí)模擬。移動熱源法模擬獲得的溫度相對比較集中,且焊縫處溫度場波動更劇烈。
(2)移動熱源法模擬的焊接殘余應(yīng)力值較小,且應(yīng)力曲線平滑,與實(shí)測值吻合度較高。移動熱源模擬的變形量較均勻熱流加載法小。翼板上的變形差異隨著高度的增加逐漸加大,最大差值達(dá)到0.23mm。
[1]張莉娟,朱愛斌,陳渭,等.大型離心式壓縮機(jī)鑄造機(jī)殼的靜態(tài)有限元分析[J].壓縮機(jī)技術(shù),2009(02):17-21.
[2]張春平,李萌盛.基于ANSYS的異種鋼焊接殘余應(yīng)力的數(shù)值模擬[J].合肥工業(yè)大學(xué)學(xué)報(bào),2003,26(03):461-463.
[3]周建新,李棟才,徐宏偉.焊接殘余應(yīng)力數(shù)值模擬的研究與發(fā)展[J].金屬成型工藝,2003,21(06):62-64.
[4]林波,周尚榮.316L不銹鋼板TIG對接焊溫度場及應(yīng)力場數(shù)值模擬[J].焊接技術(shù),2009,38(04):10-14.
[5]陳家權(quán),沈煒良,尹志新,等.基于單元生死的焊接溫度場模擬計(jì)算 [J].熱加工工藝,2005,7(23):64-65.
[6]蔡洪能,王雅生,張國棟.厚壁壓力容器接管應(yīng)力分布的三維有限元分析 [J].中國機(jī)械工程,2000,11(07):795-797.
[7]李繼紅,晁利寧,徐金,等.TRT蝸殼結(jié)構(gòu)特性的有限元數(shù)值模擬[J].中國機(jī)械工程,2012,23(15):1840-1843.
[8]TENG T L,LIN C C.Effect of welding conditions on residual stresses due to butt welds[J].International of Pressure Vessels and Piping,1998,75(12):857-864.
[9]ZHU X K,CHAO Y J.Effect of temperature-dipendent material properties on welding simulation[J].Computers and Structures,2002,80(11):967-976.
[10]BRICKSTAD B, JOSEFSON B L.A parametric study of residual stresses in multi-pass butt-welded stainless steel pipes[J].International Journal of Pressure Vessels and Piping, 1998,75(01):11-25.
Simulation Research on Residual Stress of T Type Welded Joints for TRT Welding Shell
WANG Qiang1,BAI Kai1,XU Aiyan2
(1.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China;2.School of Materials Science and Engineering,Xi’an University of Technology,Xi’an 710048,China)
In this article,it analyzed the temperature field,residual stress and deformation of T type welded joints for TRT welding shell by numerical simulations,combined with argon arc shielded welding process.Meanwhile,the welding residual stress post welding was measured by blind hole method.Numerical analysis used two kind of different heat source models,namely uniform heat flux load model and the moving heat source model.The simulation results showed that temperature is relatively concentrated by the moving heat source method in the temperature field simulation results at multi-pass welding process.Weld temperature field fluctuates more intense,and it is more close to the actual welding process.The residual stress value is smaller,and stress curve is smoother,which are in better matching with the measured values.The deformation obtained by the method of moving heat source is smaller than that of uniform heat flux method.
T type welded joint;residual stress;moving heat source
TG404
A
1001-3938(2015)04-0021-05
汪強(qiáng)(1989—),男,工學(xué)碩士,主要從事新型焊接材料和焊接成型過程方面的研究。
2014-09-20
黃蔚莉
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
