2Al2鋁合金點焊微裂紋高溫愈合行為的研究*
2015-12-18 10:47:54朱曉東周昀蕓謝紅霞
焊管 2015年9期
關鍵詞:裂紋
朱曉東,張 勇,周昀蕓,謝紅霞,王 博,胡 喆
(西北工業大學 凝固技術國家重點實驗室 摩擦焊接陜西省重點實驗室,西安710072)
2Al2鋁合金點焊微裂紋高溫愈合行為的研究*
朱曉東,張 勇,周昀蕓,謝紅霞,王 博,胡 喆
(西北工業大學 凝固技術國家重點實驗室 摩擦焊接陜西省重點實驗室,西安710072)
選用2Al2高強鋁合金,采用三相次級整流電阻點焊機和特定的焊接參數預制內裂紋,然后在2Al2鋁合金固溶溫度(500℃)下對接頭內裂紋進行6h的高溫愈合處理。采用金相顯微鏡、掃描電鏡和室溫力學性能測試等手段分析接頭的微觀組織形貌、裂紋形態及斷口形貌,研究接頭中裂紋的高溫愈合行為及愈合行為對接頭力學性能的影響。結果表明,在高溫熱量作用下,接頭微觀組織整體均勻化,裂紋產生局部愈合,接頭塑性有所改善,接頭斷裂方式由解理斷裂轉變為準解理斷裂。但經過高溫愈合處理后,接頭顯微硬度和剪切性能均有所下降。
焊接;電阻點焊;2Al2鋁合金;裂紋愈合;高溫處理;力學性能
鋁合金電阻點焊廣泛應用于汽車制造和航空航天等領域[1]。當前,汽車、飛機及各種航天器都向著輕量化的趨勢發展,鋁合金代替鋼鐵材料是輕量化的一個重要途徑[2]。電阻點焊和鋁合金結合會同時實現高效和輕質效果,但是鋁合金導電導熱性好、易生成致密氧化膜、高溫塑性差以及線膨脹系數大等特點導致其電阻點焊存在電極壽命低和易產生焊接裂紋等問題[3-6]。
焊接裂紋在外力作用下會發生擴展,致使接頭脆性斷裂造成嚴重事故[7]。為提高接頭質量,需采取手段愈合裂紋或使裂紋斷續化,減小裂紋的應力集中,增大其擴展的難度。實現內裂紋愈合的方法主要是外部能量補給法,目前國內外研究較多的有高溫愈合、熱力耦合愈合和脈沖電流愈合等方法,但基本上都是針對黑色金屬內部裂紋的愈合[8-9]。張海龍[10]等人對含內裂紋的工業純鐵試樣于900℃下進行高溫真空加熱處理,加熱后真空保溫一定的時間。結果顯示純鐵內的裂紋有愈合現象,且隨著保溫時間不同,晶內裂紋縱剖面二維形態亦有所變化。郭從盛[11]等人通過對含內裂紋的W6Mo5Cr4V2鋼試樣進行真空高溫熱愈合處理發現:高溫條件下形成的碳化物在裂紋區生長和聚集,產生了“橋接”作用,實現了裂紋面之間的冶金結合。韓靜濤[12]等人研究了20MnMo材料內裂紋自修復過程,結果表明修復結晶是裂紋的主要自修復機制。自修復過程分為三個階段:修復結晶形核的準備;修復結晶晶粒的形核及長大和結構重建。
鋁合金化學性質活潑易生成氧化膜,對內裂紋的愈合不利,目前還沒有針對鋁合金電阻點焊接頭內裂紋愈合的文獻報道。本研究對預制有微裂紋的2Al2鋁合金點焊接頭進行高溫愈合處理,分析了接頭中微裂紋的高溫愈合行為及高溫愈合處理后接頭力學性能和斷裂方式的變化。
1 試 驗
試驗材料為2Al2-T4高強鋁合金,它是對2Al2鋁合金進行固溶處理后自然時效至基本穩定狀態的一種高強鋁合金[13],主要合金元素為Cu(w(Cu)為 4.69%)和 Mg(w(Cu)為 1.60%)。 強化相主要有θ(CuAl2)相和S(CuMgAl2)相,金相組織如圖1所示。試樣尺寸為100 mm×20 mm×1 mm。

圖1 2Al2-T4鋁合金的金相組織
點焊試驗使用DZ-3×63型三相次級整流點焊機。選用CdCu合金球面電極,其直徑為20 mm,球面半徑為50 mm。由于目前尚無可靠的點焊微裂紋無損檢測方法,故通過焊后金相顯微觀察法選擇焊接參數,確保接頭存在裂紋。
由于鋁合金易生成氧化膜,進行裂紋愈合原位觀察比較困難,所以采用同一焊接參數下的兩批接頭進行對比試驗,一批不做高溫愈合處理,另一批進行高溫愈合處理,然后對比兩批接頭的微觀組織、裂紋形態、力學性能和斷裂方式,進而研究高溫愈合處理對裂紋及接頭的影響。高溫愈合試驗采用SX-4-10箱式電阻爐。2Al2鋁合金熔點為508℃,固溶溫度范圍為493~503℃,為增加愈合效果,將愈合溫度定為498℃,保溫6 h后隨爐冷卻。采用OLYMPUS公司PMG3型金相顯微鏡和SUPRATM55型掃描電子顯微鏡對接頭進行顯微組織觀察和斷口形貌觀察,采用STRUERS DURAMIN-A300系列顯微硬度測試計和SHIMADZU AG-X型拉伸試驗設備對接頭進行維氏硬度測試和剪切性能測試,研究裂紋的高溫愈合行為和愈合處理對接頭力學性能的影響。
2 試驗結果與分析
2.1 接頭顯微組織及裂紋形態
焊接接頭未高溫愈合處理和高溫愈合處理的微觀形貌如圖2所示。由圖2可見,未高溫愈合處理的接頭為典型電阻點焊接頭的微觀形貌:接頭整體由熔核、塑性環、熱影響區和母材四部分組成,熔核從內到外依次為等軸晶和柱狀晶。而高溫愈合處理后接頭的微觀組織變得均勻一致,熔核、塑性環、熱影響區和母材的界限不再明顯,柱狀晶基本消失,取而代之的為等軸晶,這是由于熔核內發生了再結晶現象。對比圖2(b)和圖1可以發現,高溫愈合處理后焊接接頭中析出相的數量明顯減少,這是因為試樣在固溶溫度下保持6 h,強化相又重新溶入到了基體α中。
點焊后未高溫愈合處理接頭典型裂紋的局部微觀形貌如圖3所示。由圖3可以看出,此時裂紋尖端比較尖銳,這很容易導致應力集中,使微裂紋發生擴展,導致接頭發生脆性斷裂。

圖2 焊接接頭未高溫愈合處理和高溫愈合處理的微觀形貌

圖3 未高溫愈合處理接頭內裂紋的微觀形貌
高溫愈合處理后接頭典型裂紋的局部微觀形貌如圖4所示。由圖4可以看出,高溫愈合處理后裂紋形態發生了改變:裂紋已經出現了“斷續化”現象,這意味著裂紋產生了局部愈合。“斷續化”后的裂紋應力集中現象會明顯減弱,能大大減小接頭發生脆性斷裂的幾率。
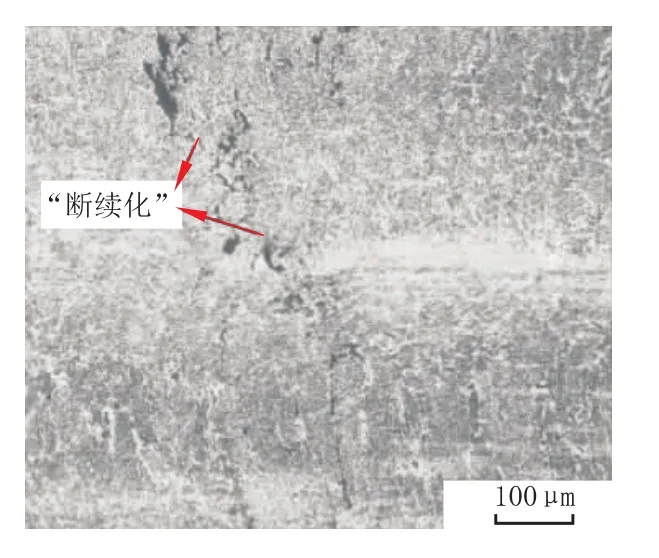
圖4 高溫愈合處理后接頭內裂紋的微觀形貌
2.2 接頭顯微硬度
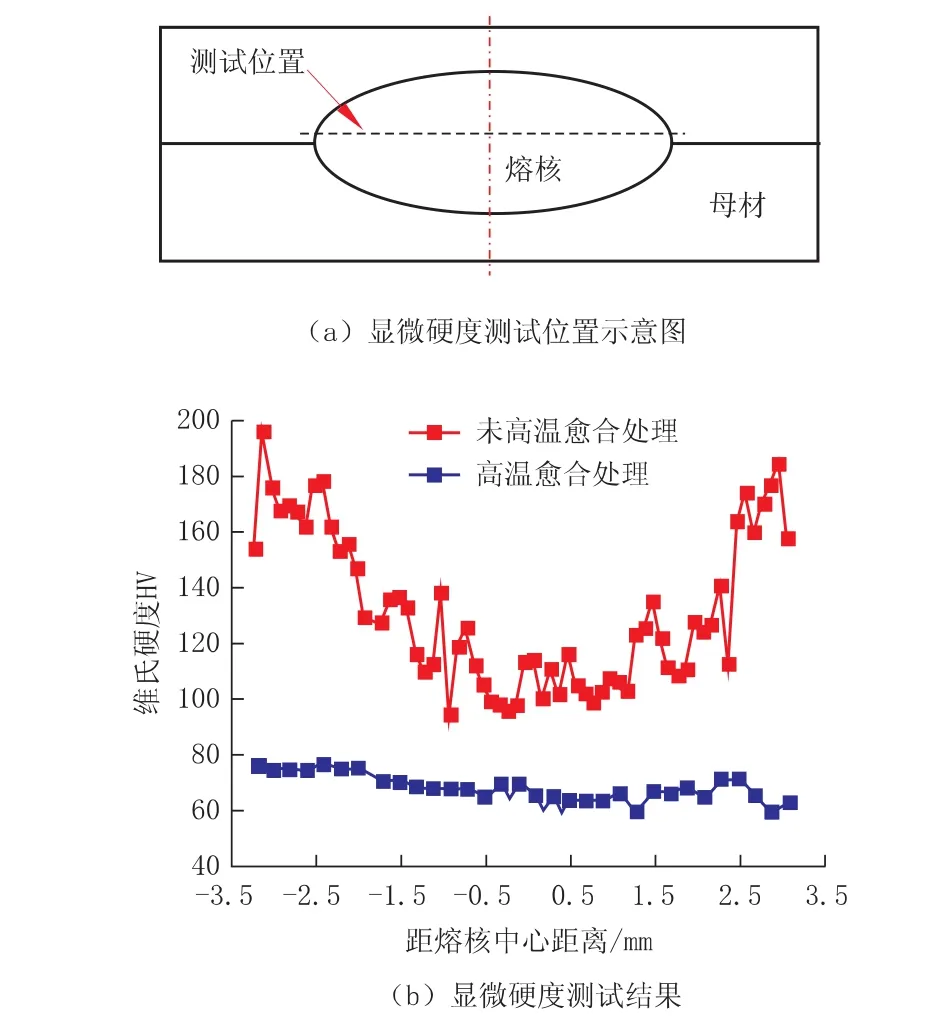
圖5 接頭顯微硬度測試位置及測試結果
接頭顯微硬度測試位置及測試結果如圖5所示。由圖5(b)可以看出,未高溫愈合處理接頭顯微硬度值呈典型點焊接頭的“U”形分布。從熱影響區到塑性環再到熔核內部,硬度值先增大后減小。硬度值最大的區域為塑性環,這是由于在焊接壓力和熱循環的作用下,塑性環處金屬先發生塑性變形后發生強烈再結晶,晶粒細化,產生細晶強化作用。在焊接熱影響區處,由于焊接熱循環的影響,熱影響區晶粒發生了不同程度的粗化,導致硬度降低[14]。同時強化相在熱循環的作用下發生固溶,強化相數量減少,也造成了熱影響區硬度的降低。在熔核區硬度值下降明顯,這是由于點焊時熔核區域金屬熔化后又快速凝固,凝固時間約40 ms,強化相來不及析出,熔核處基本為基體α相,基體硬度比較低,而且熔核內的柱狀晶也會影響熔核的硬度值。而高溫愈合處理的接頭硬度值分布趨于一致,這是因為經過高溫愈合處理后接頭組織均勻化所致。整體硬度值相比未愈合處理接頭有所下降,未愈合處理接頭硬度的最小值約為100 HV,最高達200 HV,而愈合處理后接頭整體硬度值在60~80 HV范圍內。這是由于選定的愈合溫度在鋁合金的固溶溫度范圍內,經過6 h保溫后接頭中的強化相都發生了很大程度的固溶,這從圖2金相照片中也得到了印證,強化相的減少導致了接頭硬度有所下降。
2.3 接頭剪切性能及斷口形貌
未高溫愈合處理和高溫愈合處理焊接接頭的拉伸“載荷-位移”曲線如圖6所示。由圖6可以看出,未高溫愈合處理接頭的拉伸曲線屬典型的脆性斷裂,接頭斷裂時幾乎沒有發生塑性變形。而高溫愈合處理接頭斷裂前發生了明顯的塑性變形,但是斷裂時最大載荷卻下降了,這是由于高溫愈合處理的接頭發生了過時效現象,強化相減少,硬度下降的同時,接頭的抗剪切力學性能也有所下降,但接頭同時發生了再結晶,接頭內的晶粒細化,使得接頭塑性得到了一定程度提高,接頭延展性變好,延伸率變大,沒有出現當載荷達到最大時曲線直線下降的情況。

圖6 焊接接頭拉伸“載荷-位移”曲線
未高溫愈合處理和高溫愈合處理焊接接頭拉伸斷口形貌的掃描電鏡照片如圖7所示。由圖7可以看出,未高溫愈合處理接頭斷口主要呈河流花樣,在斷面上形成了一系列解理臺階,臺階的源頭為斷口起裂區,大致沿著裂紋擴展的方向排列,臺階間距較小,但逐層合并,形成更大的臺階,屬于典型的解理斷裂。接頭中裂紋的存在會引起裂紋頂端產生較大的應力集中導致接頭發生解理斷裂。而高溫愈合處理接頭的斷口只存在較短的河流花樣,同時周圍還發現了微孔及撕裂棱,這種 “解理”斷裂和微孔型斷裂混雜的現象表明愈合處理接頭斷口屬準解理斷裂[15-16],拉伸曲線也證明了高溫愈合處理接頭具備一定的塑性。這表明高溫愈合處理對接頭中裂紋產生了影響,即裂紋經過高溫愈合處理后發生“斷續化”和“圓潤化”現象,減小了裂紋頂端的應力集中,增加了接頭的塑性,最終減小了接頭發生脆性斷裂的幾率,保證了點焊接頭的強度和安全性。

圖7 焊接接頭未高溫愈合處理和高溫愈合處理的斷口形貌
2.4 鋁合金點焊微裂紋高溫愈合機理
內部裂紋愈合過程主要包括裂紋填充與修復結晶兩個階段,裂紋填充主要借助于擴散反應和結構重排。在外部熱量的作用下,存在裂紋的鋁合金晶體內,通過晶格擴散,使晶體晶格發生改變、重組,促使裂紋發生愈合。從熱力學角度看,擴散的推動力是化學勢梯度[17-18]。裂紋在原子擴散機制下發生了“斷續化”的形態變化,明顯區別于原始裂紋形態,這可由鋁原子的自擴散來解釋,對于微裂紋的扁橢圓形這一封閉內表面,其原子化學位可寫成(1)式[19]。

式中:μk—裂紋內表面曲率為k時的原子化學位,其值始終為正;
μ0—平直表面的原子化學位;
γs—鋁的表面能;
Ω—鋁原子體積。
式中的負號代表凹面,而正號代表凸面,假設表面能為各向同性,式(1)表明了凹表面的鋁原子化學位低于平直表面的原子化學位,更低于凸表面的原子化學位,并且凹表面的原子化學位隨曲率k的增加而減小,凸表面則相反。由于內部裂紋各點的表面曲率不同,表面原子在化學位梯度所形成的表面擴散驅動力的作用下發生表面物質遷移,促使裂紋產生局部愈合。
另一方面,在高溫愈合處理過程中,選擇的溫度高于2Al2鋁合金的再結晶溫度,高溫下保溫時,鋁合金發生再結晶過程。新晶粒形核并長大,以無畸變的等軸晶粒取代變形畸變晶粒,顯微組織會發生徹底改組。再結晶結束后,接頭獲得了均勻細小的等軸晶粒。如果再繼續升高溫度或者延長保溫時間,金屬的晶粒將會以互相吞并的方式繼續長大。鋁合金電阻點焊接頭處的裂紋,最先出現在熔核中心的等軸晶區,隨后向柱狀晶區擴展。裂紋處存在較大畸變,當溫度達到其再結晶溫度時,將在位錯大量聚集處,即裂紋附近開始形成新的晶核,并隨著時間的延長,等軸晶不斷生長且范圍不斷擴大,吞并取代原有的柱狀晶區。在這一過程中,裂紋處長大的晶粒可能相互接觸,裂紋就會發生愈合。
3 結 論
(1)對2Al2鋁合金電阻點焊熔核裂紋進行500℃,6 h的高溫愈合處理后,裂紋發生局部愈合,產生“斷續化”現象。
(2)經過高溫愈合處理后,接頭塑性有所改善,接頭斷裂方式由解理斷裂轉變為準解理斷裂。但由于發生了過時效,接頭剪切強度有所下降。
(3)高溫愈合處理使接頭微觀組織整體均勻化,柱狀晶被等軸晶取代,熔核、塑性環、熱影響區和母材的界限不再明顯。接頭顯微硬度值不再具有典型點焊接頭的“U”形分布特征,熔核整體硬度趨于一致,但較未處理接頭有所下降。
[1]AMBROZIAK A, KORZENIOWSKI M.Using resistance spot welding for joining aluminium elements in automotive industry[J].Archives of Civil and Mechanical Engineering, 2010, 10(1): 5-13.
[2]龍江啟,蘭鳳崇,陳吉清.車身輕量化與鋼鋁一體化結構新技術的研究進展[J].機械工程學報,2008,44(6): 24-27.
[3]楊黎峰.鋁合金電阻點焊熔核形成過程的數值模擬[D].長春:吉林大學材料學院,2005:1-3.
[4]HAN L, THORNTON M, BOOMER D, et al.Effect of aluminium sheet surface conditions on feasibility and quality of resistance spot welding[J].Journal of Materials Processing Technology, 2010, 210(8): 1076-1082.
[5]CHENG Fangjie, ZHANG Jianou, HU Shengsun, et al.Numerical simulation on nugget formation and evolution in spot welding of aluminum alloy[J].Transactions of Tianjin University, 2011, 17(1): 28-32.
[6]程方杰,單平,廉金瑞,等.鋁合金電阻點焊的形核特點[J].焊接學報, 2003, 24(2): 35-38.
[7]農琪,謝業東,金長義,等.Al-Mg-Si鋁合金氬弧焊結晶裂紋形成機理的研究[J].熱加工工藝,2013,42(1): 205-207.
[8]胡喆,張勇,滕輝,等.金屬材料裂紋愈合的研究進展與展望[J].材料導報, 2014, 28(17):47-52.
[9]肖亞航.金屬材料裂紋自愈合的熱處理試驗研究[D].西安:西安理工大學材料學院,2007:40-41.
[10]張海龍,孫軍.工業純鐵內部疲勞微裂紋擴散愈合過程中的形態演變[J].金屬學報,2002,38(3):239-244.
[11]郭從盛,龍姝明,馮小明,等.W6Mo5Cr4V2鋼內裂紋愈合過程中碳化物的生長現象[J].熱加工工藝,2007, 36(14):30-32.
[12]韓靜濤,趙中里,張永軍.大型鍛件內裂紋的無塑性變形熱修復技術研究[J].大型鑄鍛件,2006,11(4): 1-3.
[13]陳宇強,易丹青,潘素平,等.溫度對2024鋁合金蠕變行為的影響[J].中國有色金屬學報,2010,20(4): 632-639.
[14]李慧中,張新明,陳明安,等.2519鋁合金焊接接頭的組織與性能[J].中國有色金屬學報,2004,14(6):956-960.
[15]孫智,江利,應鵬展.失效分析-基礎與應用[M].北京:機械工業出版社,2005:94-97.
[16]張紅霞,劉曉晴,閆志峰,等.5A06鋁合金焊接接頭裂紋失效分析[J].材料工程,2013,58(3):27-31.
[17]趙中里,韓靜濤,劉靖,等.低碳鋼內裂紋熱愈合時的耗散結構[J].北京科技大學學報,2008,30(3):239-243.
[18]張永軍,韓靜濤,劉靖,等.金屬材料內部裂紋愈合形態演化過程的擴散熱力學分析[J].塑性工程學報, 2008, 15(2):122-125.
[19]楊君剛,張海龍,孫軍.工業純鎂內部疲勞裂紋的熱擴散愈合[J].金屬學報,2005,41(8):819-823.
Research on High Temperature Healing Behavior of 2Al2 Aluminum Alloy Spot Welding Tiny Crack
ZHU Xiaodong, ZHANG Yong, ZHOU Yunyun, XIE Hongxia, WANG Bo, HU Zhe
(Shaanxi Key Laboratory of Friction Welding Technologies,State Key Laboratory of Solidification Processing,Northwestern Polytechnical University, Xi’an 710072, China)
In this article,it adopted three-phase secondary rectification resistance spot welding machine and specific welding parameters to prefabricate inner cracks in 2Al2 high-strength aluminum alloy,then the inner cracks in welded joints of 2Al2 were carried out high temperature healing treatment at solution temperature(500℃)for 6 hours.The microstructure,crack morphology,and fracture morphology of welded joints were analyzed by metalloscope,SEM and room temperature mechanical property test,and the high temperature healing behavior and its influence on welded joint mechanical properties were studied.The results indicated that under the effect of high temperature,the microstructure of welded joint homogenized,the partial cracks are healed,the plasticity of welded joints is improved,and the fracture mode of welded joint changes from cleavage fracture to quasi cleavage fracture.But the microhardness and shear property significantly reduce after high temperature healing treatment.
welding;resistance spot welding;2Al2 aluminum alloy; crack healing; high temperature treatment; mechanical property
TG44
A
1001-3938(2015)09-0001-05
國家自然科學基金資助項目(項目號51275418);陜西省重點科技創新團隊項目(項目號2014KCT-12);陜西省科技統籌創新工程計劃項目(項目號2012HBSZS02)。
朱曉東(1989—),男,河北保定人,碩士研究生,主要從事鋁合金電阻點焊裂紋愈合及數值模擬研究。
2015-07-21
謝淑霞
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
