定向X射線檢測(cè)系統(tǒng)檢驗(yàn)輻射場(chǎng)的調(diào)校方法
2015-12-18 06:12:38邊昭斌張圣光蔣太秋
焊管 2015年1期
關(guān)鍵詞:檢測(cè)
劉 通,邊昭斌,張圣光,蔣太秋
(山東勝利鋼管有限公司,山東 淄博255082)
定向X射線檢測(cè)系統(tǒng)檢驗(yàn)輻射場(chǎng)的調(diào)校方法
劉 通,邊昭斌,張圣光,蔣太秋
(山東勝利鋼管有限公司,山東 淄博255082)
介紹了螺旋縫埋弧焊管檢測(cè)用定向X射線檢測(cè)系統(tǒng)檢驗(yàn)輻射場(chǎng)的構(gòu)成,以及實(shí)際檢驗(yàn)中需要調(diào)整DR檢測(cè)系統(tǒng)的機(jī)構(gòu),如探臂、射線管頭、平板探測(cè)器等的調(diào)整。重點(diǎn)介紹了定向X射線檢測(cè)系統(tǒng)檢驗(yàn)輻射場(chǎng)的兩種調(diào)校方法,即螺栓校準(zhǔn)和輻射場(chǎng)校準(zhǔn)器校準(zhǔn),分析了兩種調(diào)校方法的優(yōu)缺點(diǎn)。以自主設(shè)計(jì)的輻射場(chǎng)校準(zhǔn)器調(diào)校方法為例,通過(guò)對(duì)φ325mm×8mm焊管進(jìn)行輻射場(chǎng)差異模擬試驗(yàn),得到了不正確調(diào)校輻射場(chǎng)對(duì)焊偏檢驗(yàn)結(jié)果有一定影響的結(jié)論。
焊管;X射線檢測(cè);輻射場(chǎng);調(diào)校
0 前言
長(zhǎng)輸油氣管道用螺旋縫埋弧焊管都需要進(jìn)行射線無(wú)損檢測(cè),國(guó)內(nèi)各制管廠均采用固定式X射線檢測(cè)系統(tǒng)對(duì)鋼管進(jìn)行在線全焊縫檢測(cè)。對(duì)X射線檢測(cè)系統(tǒng)檢驗(yàn)輻射場(chǎng)進(jìn)行及時(shí)準(zhǔn)確的調(diào)校不但可以保證檢測(cè)結(jié)果的準(zhǔn)確,而且可以避免檢驗(yàn)過(guò)程中對(duì)常見(jiàn)缺欠(裂紋、未焊透、氣孔、夾渣、焊偏等)的漏檢和誤判。
1 定向X射線檢測(cè)系統(tǒng)
定向X射線檢測(cè)系統(tǒng)檢驗(yàn)輻射場(chǎng)(以下簡(jiǎn)稱(chēng)輻射場(chǎng))由定向X射線機(jī)的射線管頭發(fā)射出有效輻射角范圍內(nèi)的射線束構(gòu)成。
國(guó)內(nèi)大中型焊管廠家對(duì)螺旋縫埋弧焊管的射線檢驗(yàn)趨向于采用DR平板檢測(cè)系統(tǒng)。DR(digitalradiography)即直接數(shù)字化X射線攝影系統(tǒng),由電子暗盒、掃描控制器、系統(tǒng)控制器、影像監(jiān)示器等組成。其核心部件是平板探測(cè)器(flatpaneldetector),可直接將X射線轉(zhuǎn)換為數(shù)字化圖像,是一種廣義上的直接數(shù)字化X線攝影[1]。山東勝利鋼管有限公司采用美國(guó)瓦里安DR平板檢測(cè)系統(tǒng),平板探測(cè)器規(guī)格130mm×130mm,像素尺寸0.127mm,射線管大焦點(diǎn)3.0mm、小焦點(diǎn)0.4mm。
在實(shí)際檢驗(yàn)中需要調(diào)整DR檢測(cè)系統(tǒng)的機(jī)構(gòu)包括管頭、探臂和平板探測(cè)器,如圖1所示。

圖1 DR檢測(cè)系統(tǒng)調(diào)整機(jī)構(gòu)示意圖
2 檢測(cè)系統(tǒng)各機(jī)構(gòu)的調(diào)整
檢測(cè)機(jī)構(gòu)的調(diào)整是確定各機(jī)構(gòu)的相對(duì)位置,校準(zhǔn)是對(duì)各機(jī)構(gòu)和輻射場(chǎng)的微調(diào)整和確認(rèn)的過(guò)程。
2.1 探臂調(diào)整
探臂應(yīng)與鋼管軸線平行。一般情況下,在安裝時(shí)就已經(jīng)調(diào)整好,無(wú)需重復(fù)調(diào)整,只需根據(jù)鋼管規(guī)格,調(diào)整探臂高度,以保證理想焦距即可。
2.2 射線管頭調(diào)整
將水平泡平放在X射線管頭的窗口旁的平面上,調(diào)整X射線管頭水平,保證X射線管頭發(fā)射窗口豎直朝上。
2.3 平板探測(cè)器調(diào)整
根據(jù)實(shí)際焦距需要,上下調(diào)整平板探測(cè)器的高度位置,高度(一般距鋼管外表面上邊沿的距離為15~30mm)確定后,將水平泡平放在平板探測(cè)器上,調(diào)整成像平板水平且擺正。在安裝時(shí),平板探測(cè)器在水平面上的位置已經(jīng)大體確定,一般情況下無(wú)需進(jìn)行大的調(diào)整,只需根據(jù)檢驗(yàn)需要調(diào)整高度。
2.4 平板探測(cè)器和X射線管頭的相對(duì)位置調(diào)整
可以借助鋼管端面,以鋼管端面為基準(zhǔn),使用吊墜和鋼板尺調(diào)整X射線束中心對(duì)準(zhǔn)平板探測(cè)器中心,也可使用輻射場(chǎng)校準(zhǔn)器在校準(zhǔn)時(shí)調(diào)整X射線束中心對(duì)準(zhǔn)平板探測(cè)器中心。
3 檢驗(yàn)輻射場(chǎng)的校準(zhǔn)
檢驗(yàn)輻射場(chǎng)校準(zhǔn)的原理是保證射線管頭水平、平板探測(cè)器水平和X射線束中心對(duì)準(zhǔn)平板探測(cè)器中心。下面簡(jiǎn)單介紹山東勝利鋼管有限公司用到的兩種輻射場(chǎng)的校準(zhǔn)方法。
3.1 用螺栓校準(zhǔn)輻射場(chǎng)
用螺栓校準(zhǔn)輻射場(chǎng)的方法是山東勝利鋼管有限公司較早采用的一種。具體操作過(guò)程是在鋼管外表面最上沿平整處的母材上用扁平磁鐵吸上一個(gè)M6×30mm的螺栓,如圖2所示,通過(guò)旋轉(zhuǎn)鋼管,用DR檢測(cè)系統(tǒng)分別拍下螺栓在不同位置的圖像,用系統(tǒng)自帶的測(cè)量工具來(lái)測(cè)量圖像上螺栓兩個(gè)不同直徑影像的偏移量,通過(guò)不同位置的多次測(cè)量計(jì)算,同時(shí)逐步微調(diào),來(lái)確定和驗(yàn)證X射線束中心與平板探測(cè)器中心是否對(duì)準(zhǔn)。

圖2 螺栓校準(zhǔn)示意圖
該方法的優(yōu)點(diǎn)是成本低,材料易于得到。缺點(diǎn)是:①會(huì)有放置的位置誤差,無(wú)法自行調(diào)節(jié)水平;②精度不高,因圖像上的六邊形和圓形投影尺寸差不夠大;③圖像直觀效果不夠強(qiáng),憑直觀圖形偏差進(jìn)行一次微調(diào)到位幾率不大。
3.2 用輻射場(chǎng)校準(zhǔn)器校準(zhǔn)輻射場(chǎng)
鑒于螺栓校準(zhǔn)輻射場(chǎng)的缺點(diǎn),山東勝利鋼管有限公司自主設(shè)計(jì)了一種快速校準(zhǔn)輻射場(chǎng)的器具-輻射場(chǎng)校準(zhǔn)器,如圖3所示。它的作用是使X射線束中心對(duì)準(zhǔn)平板探測(cè)器中心,避免輻射場(chǎng)偏離對(duì)檢驗(yàn)結(jié)果的影響,具有操作簡(jiǎn)單,校準(zhǔn)速度快,精確度高,成本低等特點(diǎn)。

圖3 輻射場(chǎng)校準(zhǔn)器實(shí)物照片
使用方法:在機(jī)構(gòu)調(diào)整結(jié)束后,將輻射校準(zhǔn)器豎直插在管頭發(fā)射窗口上,其上端的水平泡可以校準(zhǔn)管頭水平度,匹配電流電壓進(jìn)行調(diào)校,通過(guò)校準(zhǔn)器上下兩個(gè)φ10mm通孔的靜態(tài)成像情況,如圖4所示,對(duì)平板探測(cè)器進(jìn)行微調(diào)整,焦距為410mm,上圓孔到射線源的距離為325mm。若輻射場(chǎng)有偏離情況,校準(zhǔn)后兩個(gè)圓成像不同心,且會(huì)偏向顯示窗口一側(cè);若輻射場(chǎng)調(diào)整正確,校準(zhǔn)后兩個(gè)圓成像同心,且位于顯示窗口中心。用校準(zhǔn)器校準(zhǔn)輻射場(chǎng)的結(jié)果如圖5所示。
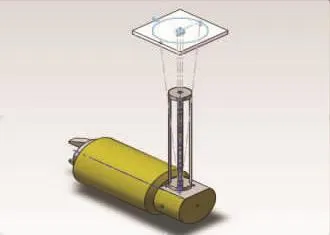
圖4 輻射場(chǎng)校準(zhǔn)器校準(zhǔn)示意圖

圖5 校準(zhǔn)器校準(zhǔn)輻射場(chǎng)結(jié)果示意圖
4 輻射角、輻射場(chǎng)中心位置的校準(zhǔn)
輻射場(chǎng)調(diào)校后,根據(jù)GB/T 26837-2011要求進(jìn)行射線輻射角和輻射場(chǎng)均勻性測(cè)定試驗(yàn):試驗(yàn)用2張300mm×80mm膠片,已知實(shí)際焦點(diǎn)至膠片的距離為410mm,射線束中心線對(duì)準(zhǔn)膠片搭接中心,正確調(diào)整管電壓、管電流、曝光時(shí)間,確保膠片最大黑度范圍為1.0~1.5;用檢定合格的黑度計(jì)對(duì)膠片黑度進(jìn)行測(cè)量,結(jié)果膠片最大黑度為1.48,輻射場(chǎng)邊緣(以最大密度的50%)為0.74,輻射場(chǎng)直徑為373mm,計(jì)算得輻射圓錐角為48.92°,最大黑度處與射線束中心線角度為4.18°,結(jié)果如圖6所示。標(biāo)準(zhǔn)GB/T 26833-2011要求:有效射束角度應(yīng)大于38°。根據(jù)本次試驗(yàn)結(jié)果,輻射圓錐角和均勻性滿(mǎn)足標(biāo)準(zhǔn)要求。

圖6 校準(zhǔn)測(cè)定試驗(yàn)示意圖
5 模擬φ325mm×8mm鋼管輻射場(chǎng)調(diào)整差異試驗(yàn)
因?qū)嶋H生產(chǎn)中的螺旋縫埋弧焊管的焊縫都會(huì)存在焊偏,對(duì)試驗(yàn)結(jié)果的影響無(wú)法計(jì)算,所以選擇用SolidWorks軟件來(lái)模擬輻射場(chǎng)射線束中心對(duì)準(zhǔn)和偏離的兩種情況。基本條件:鋼管規(guī)格φ325mm×8mm,焦距為250mm,鋼管外表面上沿與平板高度差為25.5mm,內(nèi)外焊縫寬度均為12mm,且焊縫焊偏為0,成像比例1∶1。用DR成像系統(tǒng)自帶工具測(cè)量偏移結(jié)果,如圖7所示。
射線束中心線和平板探測(cè)器中心對(duì)準(zhǔn)時(shí),在圖像顯示窗口左上角邊緣位置,測(cè)量因焊縫自身曲率等原因引起的內(nèi)外焊縫的圖像出現(xiàn)相對(duì)偏移為2.19mm和2.30mm,窗口中心位置幾乎無(wú)偏移量,見(jiàn)圖7(a)。
焦點(diǎn)水平方向偏離鋼管軸線30mm,射線管頭上平面與平板探測(cè)器成8°夾角(向下)時(shí),在圖像顯示窗口左上角邊緣位置,測(cè)量的相對(duì)偏移量為4.22mm和4.20mm,窗口中心位置內(nèi)外焊縫相對(duì)偏移量分別為1.96mm和2.18mm,見(jiàn)圖7(b)。
以上情況說(shuō)明,若不正確調(diào)整輻射場(chǎng),對(duì)焊偏檢驗(yàn)結(jié)果影響較大,容易引起誤判,造成不正常停產(chǎn)。

圖7 模擬φ 325mm×8mm鋼管輻射場(chǎng)調(diào)校結(jié)果示意圖
6 結(jié) 論
(1)輻射場(chǎng)的調(diào)校時(shí)機(jī):更換射線管、更換鋼管規(guī)格、定期檢查、發(fā)現(xiàn)機(jī)構(gòu)有異常時(shí)。
(2)射線管長(zhǎng)時(shí)間使用會(huì)發(fā)生老化,這樣焦點(diǎn)和圓錐輻射角會(huì)發(fā)生變化。在實(shí)際檢驗(yàn)中發(fā)現(xiàn),DR檢測(cè)系統(tǒng)用射線管頭的老化未發(fā)現(xiàn)對(duì)檢驗(yàn)結(jié)果有明顯影響,只是隨著射線管頭的使用時(shí)間的增長(zhǎng),管電壓在增加。
(3)螺旋縫埋弧焊管管端拍片檢驗(yàn)時(shí),要定期調(diào)校所使用的便攜式X射線機(jī)的輻射場(chǎng)。并根據(jù)輻射場(chǎng)的偏離位置來(lái)確定膠片的擺放位置,從而避免檢驗(yàn)結(jié)果的誤判。
(4)應(yīng)用DR平板檢驗(yàn)螺旋縫埋弧焊管時(shí),要保證輻射場(chǎng)的調(diào)校正確。對(duì)于直徑>711mm、壁厚<18.4mm的焊管,JB/T 4730.2-2005中B級(jí)射線檢測(cè)技術(shù)規(guī)定查找諾模圖得:F(焦距)≥350mm,所以保證焦距在350mm以上即可,隨焦距增大對(duì)檢驗(yàn)結(jié)果的影響不大,調(diào)整機(jī)構(gòu)時(shí)不必刻意精確定位焦距的問(wèn)題。
(5)用校準(zhǔn)器對(duì)小直徑焊管(≤φ508mm)進(jìn)行校準(zhǔn)時(shí)的作用尤為突出,因空間螺旋線、鋼管曲率等原因,若不正確調(diào)整,對(duì)檢驗(yàn)結(jié)果影響較大,容易導(dǎo)致誤判。
[1] 周偉,王承訓(xùn).焊接缺陷自動(dòng)識(shí)別系統(tǒng)的研究與應(yīng)用[J].焊接學(xué)報(bào),1992,13(01):45-50.
[2] GB/T 26837-2011,無(wú)損檢測(cè)儀器固定式和移動(dòng)式工業(yè)X射線探傷機(jī)[S].
[3] 梁麗紅,孔凡琴,路宏年.X射線非晶硅面陣探測(cè)B級(jí)像質(zhì)的研究[J].無(wú)損檢測(cè),2005,27(03):113-116.
[4] JB/T 9402-1999,工業(yè)X射線探傷機(jī)性能測(cè)試方法[S].
[5] 董希忠,宋世祥,張強(qiáng),等.合理運(yùn)用DR平板探測(cè)器特性[J].中國(guó)醫(yī)療設(shè)備,2009,24(01):94-95.
[6] GB/T 26833-2011,無(wú)損檢測(cè)儀器工業(yè)用X射線管通用技術(shù)條件[S].
[7] JB/T 4730.2-2005,承壓設(shè)備無(wú)損檢測(cè)第2部分:射線檢測(cè)[S].
[8] API SPEC 5L(第44版),管線鋼管規(guī)范[S].
[9] GB/T 9711.2-1999,石油天然氣工業(yè)輸送鋼管交貨技術(shù)條件第2部分:B級(jí)鋼管[S].
[10]馬躍洲,何山林,陳明,等.線陣技術(shù)在焊管檢測(cè)中的應(yīng)用[J].蘭州理工大學(xué)學(xué)報(bào),2007,33(04):22-26.
Adjustment and Calibration Method of Inspection Radiation Field for Directional X-ray Inspection System
LIU Tong,BIAN Zhaobin,ZHANG Shengguang,JIANG Taiqiu
(Shandong Shengli Steel Pipe Co.,Ltd.,Zibo 255082,Shangdong,China)
In this article,it briefly introduced the structure of inspection radiation field for directional X-ray inspection system used in SAWH pipe,and some organizations need to adjust DR inspection system,such as exploring arm,tube head,flat panel detector etc.It emphasized 2 adjustment and calibration methods for directional X-ray inspection system,the bolt calibration and radiation field calibrator,and analyzed advantages and disadvantages for the above two methods.Taking independent design radiation field calibrator calibration method as sample,through radiation field difference simulation test forφ325mm×8mm welded pipe,it is concluded that incorrect calibration radiation field has certain influence on misalignment inspection result.
welded pipe;X-ray inspection;radiation field;adjustment and calibration
TE973.6
B
1001-3938(2015)01-0038-04
劉 通(1985—),男,大學(xué)本科,從事質(zhì)量管理及檢驗(yàn)檢測(cè)技術(shù)工作。
2014-09-17
謝淑霞
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
