輸氣管道內壁無溶劑內減阻環氧涂層的應用研究
2015-12-18 06:12:37楊繼平毛濃召吳加友
焊管 2015年1期
楊繼平,毛濃召,杜 華,吳加友
(寶雞石油鋼管有限責任公司,陜西 寶雞721008)
輸氣管道內壁無溶劑內減阻環氧涂層的應用研究
楊繼平,毛濃召,杜 華,吳加友
(寶雞石油鋼管有限責任公司,陜西 寶雞721008)
介紹了輸氣管道無溶劑內減阻環氧涂料的成分及其施工工藝,重點對無溶劑內減阻環氧涂料的噴涂工序關鍵參數的控制進行了研究,同時對無溶劑內減阻環氧涂層的性能指標進行了分析。結果表明,無溶劑內減阻環氧涂層能夠完全滿足現有輸氣管線內減阻涂層標準CDP-S-PC-AC-001—2009/B《輸氣管道工程內減阻環氧涂層技術規格書》的要求,且部分指標遠高于溶劑型內減阻環氧涂層,能夠解決溶劑型涂料由于易揮發對生產、安全、環保帶來的不利影響。
焊管;輸氣管道;無溶劑;內減阻環氧涂料;噴涂工藝
0 前言
在長距離或長期流體輸送領域,減阻技術的研究和應用由來已久。減阻技術以其低投入、高產出的性能優勢被廣泛采用在世界各國各種大型工程中。研究表明,由環氧樹脂制造的內減阻涂料可以節省7%~14%的天然氣運輸費用[1-2],直接經濟效益明顯。發達國家的長輸管線大都采用內壁涂層減阻技術[3]。
近年來,我國主要重大天然氣長輸管線基本都采用了內壁涂層減阻技術,但在施工時選用的涂料皆為溶劑型環氧涂料,溶劑型環氧涂料在涂裝過程時會產生大量甲苯、二甲苯、醇類等揮發性物質[4],給生產、安全、環保帶來很多不利影響。雖然大多數涂裝車間設計了良好的通風系統,但車間內VOC濃度仍然較大,大量吸入將嚴重危害身體健康。如果車間通風不良,VOC濃度達到爆炸極限,極易產生爆炸事故,后果嚴重。
針對上述問題,近年來國內各大知名防腐涂料制造商陸續推出了新型無溶劑內減阻環氧涂料,該涂料不含揮發性溶劑,使用安全、環保。筆者主要對管道內壁無溶劑內減阻環氧涂料的噴涂工藝進行了研究。
1 無溶劑內減阻環氧涂料的成分及特點
1.1 無溶劑內減阻環氧涂料的成分
無溶劑內減阻環氧涂料是采用低粘度環氧樹脂、著色顏料、助劑等經高速分散和研磨制成漆料,以低粘度改性胺作為固化劑而組成的雙組分反應固化型防腐涂料,其主要成分見表1[5-7]。

表1 無溶劑內減阻環氧涂料的主要成分
1.2 無溶劑內減阻環氧涂料的特點
無溶劑內減阻環氧涂料與溶劑型減阻環氧涂料產品的最大區別在于涂料制造和施工應用過程中不需要采用揮發性有機溶劑作為分散介質,其低粘度的胺類固化劑、液態環氧樹脂經交聯反應固化形成的涂層具有非同一般的特性。
(1)施工安全和健康環保。無溶劑內減阻環氧涂料其固體組分含量為100%,不含可揮發性的有機溶劑和可燃物[8],保證了施工安全;不含有毒有害物質,不會對人體產生毒害作用;對環境沒有任何污染,符合管道建設安全、綠色環保的發展方向。
(2)涂層附著力強。無溶劑內減阻環氧涂料由于環氧樹脂分子結構中含有大量的羥基和醚基等極性基團,加之固化過程中活潑的環氧基與界面金屬原子反應形成極為牢固的化學鍵,保證了基材與涂層優異的附著力。無溶劑內減阻環氧涂料對鋼管表面的抗剪切能力可以達到10MPa以上[9],幾乎是溶劑型減阻涂料的2倍。
(3)耐磨性能好。無溶劑環氧涂料在交聯固化后能形成類似瓷釉一樣的光潔涂層,由于交聯密度高和分子鏈中的苯環結構,使涂層硬度高的同時具有較好的柔韌性、耐磨性、抗劃傷性和耐撞擊性的特點。
(4)涂料消耗量小。國內目前常見的溶劑型涂料固體含量為48%~52%[10],其余為分散介質使用的溶劑。溶劑在涂料成膜時不參加反應,因此溶劑型減阻涂料施工時涂層濕膜厚度近乎是干膜厚度的2.5倍。而無溶劑內減阻環氧涂料在成膜時所有組分都會參加成膜反應,濕膜厚度與干膜厚度基本相當[11]。對于相同厚度的干膜厚度要求,無溶劑內減阻環氧涂料消耗量遠低于溶劑型涂料。
(5)減阻效果好。表面光澤度是評價輸氣管道內壁涂層減阻效果的關鍵指標,表面光澤度越高,涂層表面越光滑,減阻效果就越好。無溶劑內減阻環氧涂層表面光澤度可達70以上,與常規的溶劑型減阻涂料相比,光澤度可提高30%以上。
2 無溶劑內減阻環氧涂層的生產工藝
2.1 生產工藝流程
與溶劑型環氧涂料相比,無溶劑環氧涂料的固體含量在99.5%以上,其粘度約為20~50pa·s,遠高于溶劑型涂料,因此,在噴涂施工過程中要對涂料進行預熱保溫以降低其粘度,方便噴涂施工。無溶劑內減阻環氧涂層生產工藝流程如圖1所示。
2.2 噴涂關鍵參數研究
無溶劑內減阻環氧涂層生產工藝流程與溶劑型減阻涂層基本一致,主要的關鍵點在于無氣噴涂環節。在大規模連續生產時,噴涂關鍵參數的控制尤為重要,下面就以某公司LDF-22涂料為例對噴涂的關鍵參數進行研究。
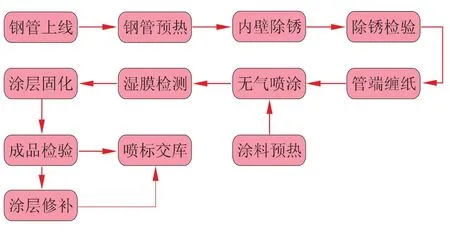
圖1 無溶劑內減阻環氧涂層生產工藝流程
2.2.1 涂料預熱溫度
對不同溫度下,無溶劑內減阻環氧涂料的粘度采用4#福特杯進行測量,結果見表2。
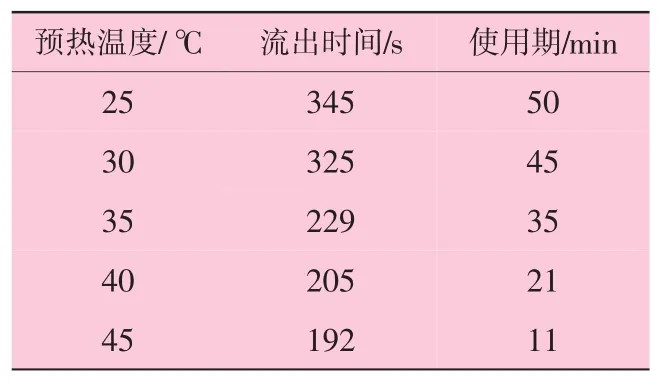
表2 預熱溫度對涂料粘度及使用期的影響
由表2可以看出,涂料的粘度隨著加熱溫度的升高而降低,當溫度達到35℃時,其粘度變化最為明顯。涂料使用期隨著預熱溫度的升高而縮短,當溫度達到45℃以上時,使用期縮短至15min以下,已較難滿足實際的施工要求。由上可知,LDF-22無溶劑內減阻環氧涂料預熱溫度需控制在35~45℃最佳。
2.2.2 噴嘴直徑
試驗用噴涂設備的最大速度為6m/min,噴嘴流量需在1.1 L/min以上才能滿足生產需要。噴涂設備為雙噴嘴噴涂方式,故單個噴嘴流量應在0.55L/min以上。表3是不同直徑噴嘴的流量測量結果。
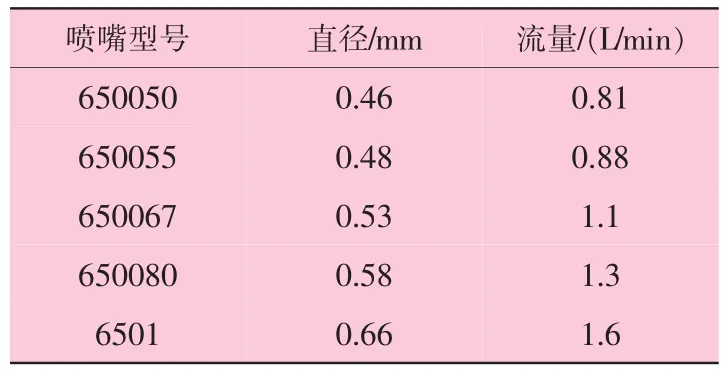
表3 不同直徑槍嘴流量測量結果
由于壓縮空氣供風壓力在0.6MPa左右,正常噴涂時噴涂泵氣壓一般控制在0.3~0.35MPa,所以噴嘴選擇流量稍微偏大的0.53mm。
2.2.3 噴嘴與鋼管內壁距離
噴涂速度的確定和噴涂時形成的噴幅寬度密切相關,噴嘴噴涂示意如圖2所示,噴嘴和鋼管內壁距離與噴幅的關系見表4。
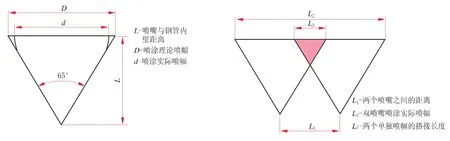
圖2 噴嘴噴涂示意圖
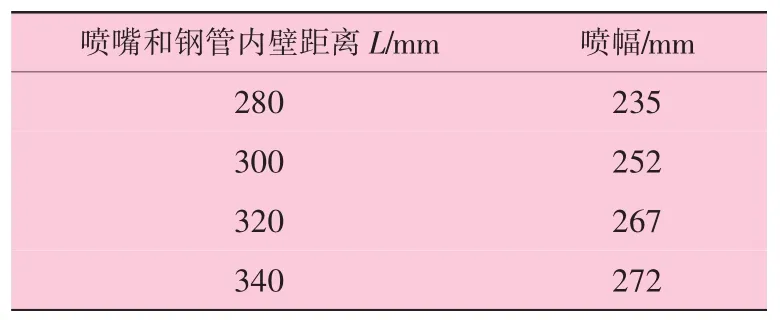
表4 噴嘴和鋼管內壁距離與噴幅對應關系
由以上可知,在實際噴涂過程中,雙噴嘴的兩個噴幅之間必須保證有搭接,涂層厚度才能保證均勻平整,單個槍嘴的噴幅應至少260mm以上才能滿足噴涂要求,因此,噴嘴與鋼管內壁距離確定為320mm。
2.2.4 噴涂螺距
根據噴幅、涂料覆蓋層數以及噴涂的搭接量(10mm),可以計算出噴涂的螺距。

式中:S-螺距,mm;
L2-雙噴嘴噴涂實際噴幅,mm;
N-涂料覆蓋層數,一般取N=3。
通過式(1)可知,無溶劑內減阻涂料噴涂螺距應控制在142mm左右,根據此螺距可以進一步推算噴涂線速度為4.97m/min。
2.2.5 噴涂壓力
無溶劑內減阻環氧涂層的厚度可通過調節雙組分噴涂泵噴涂氣壓進行調整,根據現有標準的最低干膜厚度[12](≥65 μm)的控制要求進行試驗,表5為不同噴涂壓力對涂層厚度的影響。
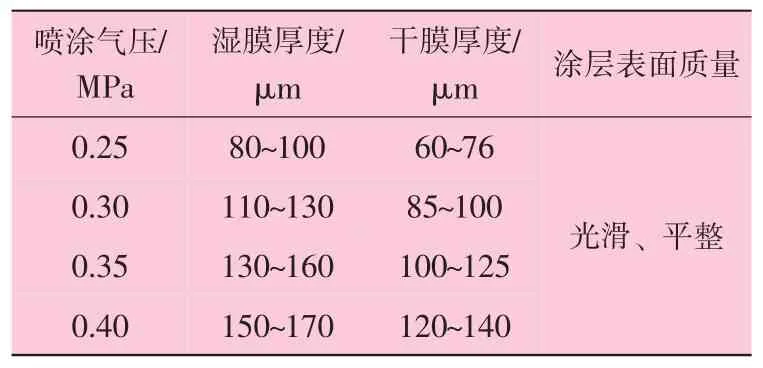
表5 不同噴涂壓力時涂層的厚度
由表5可以看出,當噴涂壓力控制在0.30MPa左右時,涂層完全固化后厚度在65 μm以上。圖3所示為噴涂氣壓在0.30MPa時的鋼管涂層照片。

圖3 噴涂氣壓為0.30MPa時的鋼管涂層照片
3 無溶劑內減阻環氧涂層性能指標
依據標準CDP-S-PC-AC-001-2009/B《輸氣管道工程內減阻環氧涂層技術規格書》對無溶劑內減阻環氧涂層與溶劑型減阻環氧涂層的性能進行對比,結果見表6。從表6可以看出,無溶劑內減阻環氧涂層能夠完全滿足標準要求,而且部分指標遠高于溶劑型內減阻環氧涂層。
無溶劑內減阻環氧涂層在抗剪切強度、耐腐蝕、耐磨性等方面的優良性能可以滿足更高壓力輸氣管線內涂層的需要,而相對溶劑型減阻涂層更高的光澤度也有助于進一步提高輸氣管線內壁光滑性,有利于管道輸送效率的提高。
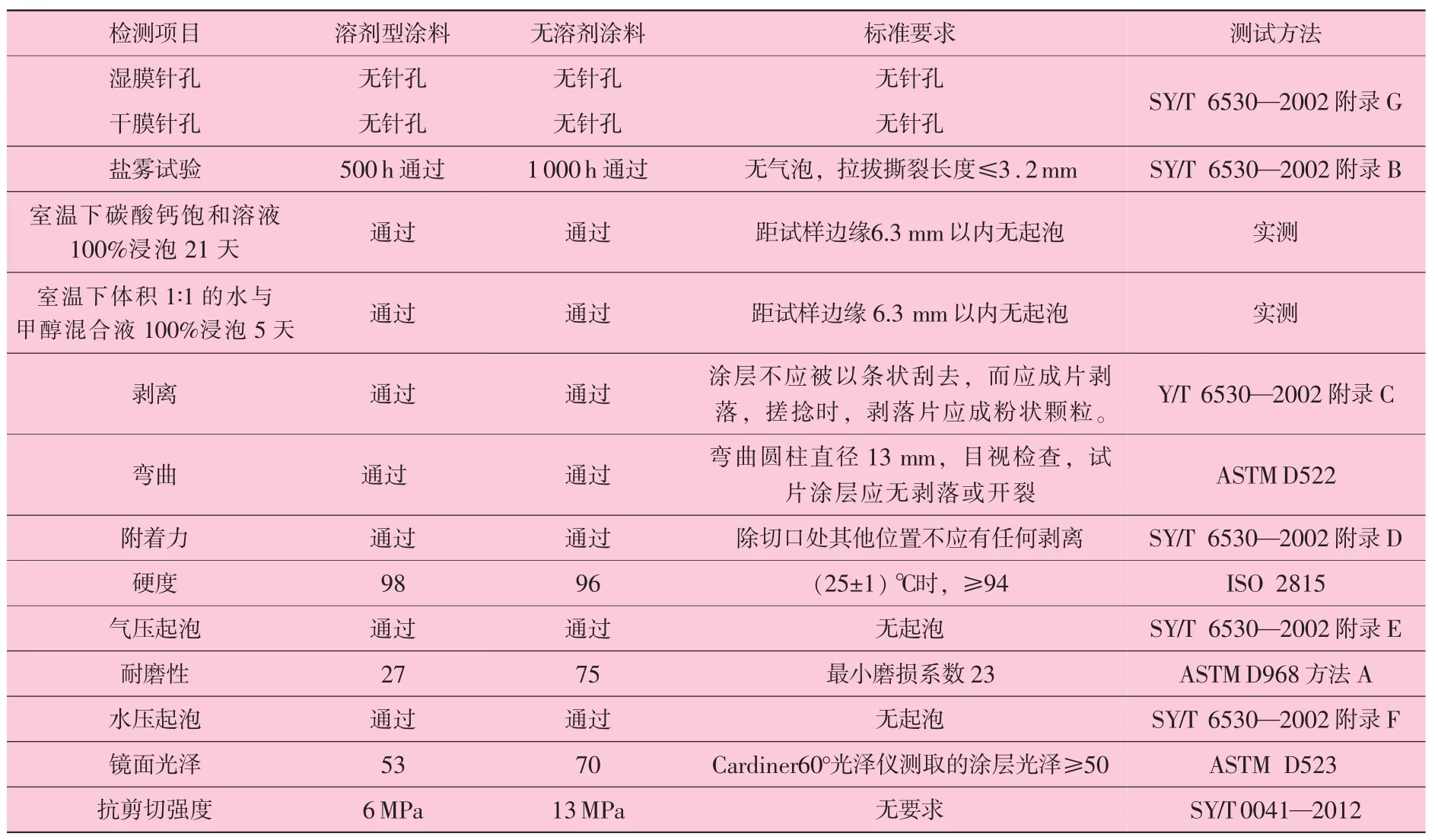
表6 無溶劑內減阻環氧涂層與溶劑型內減阻環氧涂層性能指標對比
4 結 語
從國內輸氣管線設計趨勢來看,對鋼管內部進行防腐減阻處理已成為趨勢,無溶劑內減阻環氧涂料作為一種性能優良、安全環保的涂料,將極具發展潛力和實用價值。在目前國家大力提倡安全、環保的前提下,無溶劑環氧涂料勢必在今后的管道輸送發展中贏得一席之地。
[1]胡士信,陳向新.內涂技術在天然氣長輸管道的應用前景[J].石油規劃設計,2000(05):1-4.
[2]林竹,張麗萍,袁中立,等.減阻型涂料在天然氣管道中的應用[J].焊管,2002(11):1-3.
[3]陳耿,潘代波,駱暉,等.長輸天然氣管道內涂技術及其應用[J].管道技術與設備,2009(04):15-17.
[4]李海坤,曹鵬,董彬,等.輸氣管道內減阻涂料發展現狀[J].石油天然氣學報,2013(04):276-279.
[5]張斌,于曉穎,孟慶鵬.無溶劑環氧涂料在石化行業中的應用[J].上海涂料,2008(06):40-43.
[6]李桂林.環氧樹脂與環氧涂料[M].北京:化學工業出版社,2003.
[7]秦國治,田志斌.無溶刺環氧及其改性防腐蝕涂料[J].現代涂料與涂裝,2002(02):31.
[8]劉欣,張存存,梅慎明.100%固含量雙組分無溶劑環氧涂料的應用[J].山西建筑,2011(09):117-118.
[9]於慶豐.無溶劑環氧涂料在川氣東送管道彎管防腐的應用[J].中國高新技術企業,2009(16):31-32.
[10]陳麗珠,黃洪,陳煥欽.涂料工業的新進展[J].涂料技術與文摘,2008,29(02):11-16.
[11]劉憲紅,張雨華.H200無溶劑強抗滲環氧涂料的性能與應用[J].全面腐蝕控制,2002,l6(05):29-31.
[12]CDP-S-PC-AC-001-2009/B,輸氣管道工程內減阻環氧涂層技術規格書[S].
[13]李世榮,宋艾玲,張樹軍.我國油氣管道現狀與發展趨勢[J].油氣田地面工程,2006(06):7-8.
Study on the Application of Solvent-free Inner Resistance-reducing Epoxy Coating Used in Gas Pipeline Internal Wall
YANG Jiping,MAO Nongzhao,DU Hua,WU Jiayou
(Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China)
In this arcticle,it introduced the solvent-free inner resistance-reducing epoxy coating in gas pipeline and its construction procedure.The highlight of controlling spraying process key parameters were studied,and the properties of the solvent-free innerresistance-reducing epoxy coating were analyzed.The results indicated the solvent-free inner resistance-reducing epoxy coating can fully meet the requirements of the existing standard of CDP-S-PC-AC-001-2009/B Technical Specification of Inner Resistance-reducing Epoxy Coating for Gas Pipeline,moreover,some of the indexes are far higher than those of solvent based inner resistance-reducing epoxy coating,which can solve some adverse effect in production,safety and environmental protection caused by solvent based coating.
welded pipe;gas pipeline;solvent-free;inner resistance-reducing epoxy coating;spraying technology
TE988.2
B
1001-3938(2015)01-0033-05
楊繼平(1984—),男,畢業于四川大學高分子材料與工程專業,工程師,現從事鋼管內外防腐工藝的研究和管理工作。
2014-09-10
李 超
