不同焊接工藝下鋼管焊接接頭的CO2腐蝕行為研究
2015-12-18 08:40:20舒欣欣李維鋒魯欣豫李許光徐學海伊松濤徐連勇韓永典路永新
焊管 2015年3期
舒欣欣,李維鋒,許 威,魯欣豫,劉 斌,李許光,徐學海,伊松濤,徐連勇,韓永典,路永新
(1.海洋石油工程股份有限公司建造公司 焊接實驗室,天津300452;2.天津大學 材料科學與工程學院,天津300072)
不同焊接工藝下鋼管焊接接頭的CO2腐蝕行為研究
舒欣欣1,李維鋒1,許 威1,魯欣豫1,劉 斌1,李許光1,徐學海1,伊松濤1,徐連勇2,韓永典2,路永新2
(1.海洋石油工程股份有限公司建造公司 焊接實驗室,天津300452;2.天津大學 材料科學與工程學院,天津300072)
采用高溫高壓反應釜和電化學技術對GTAW+SMAW和GTAW兩種不同焊接工藝下焊接接頭的CO2腐蝕行為進行了研究。結果表明,GTAW+SMAW工藝焊接接頭的腐蝕速率小于GTAW工藝焊接接頭;兩種焊接工藝所得焊縫腐蝕速率均隨腐蝕時間的增加而減小;腐蝕產物膜隨時間的增加表面致密,橫截面厚度增加且更為緊密;腐蝕產物的主要成分為(Fe,Ca)CO3復合鹽和Fe3O4。
焊管;焊接;CO2腐蝕;焊接接頭
0 前 言
焊接技術被廣泛應用于石油天然氣工業,特別是在油氣輸送管線建設中,而管線的安全運行與管道焊接接頭性能的好壞息息相關。近年來,為了提高石油采收率、降低采出液的黏度,在采油過程中將CO2飽和水溶液注入油井,使得油田采出液中的CO2含量逐漸增多,由CO2腐蝕引起的管道失效事故頻發。因此,對管道對接焊縫耐CO2腐蝕性能的研究具有重要意義。
本研究采用兩種工藝,對A106B鋼管焊接接頭進行高溫高壓CO2腐蝕模擬試驗,研究焊縫成分和組織對腐蝕產物膜特征和腐蝕電化學行為的影響規律,為選取合理的焊接工藝提供參考依據。
1 試驗材料及方法
1.1 試驗材料及焊接工藝
試樣選用A106B鋼管,規格為φ219.1mm×10.3mm,焊接時采用V形坡口,坡口角度為60°,鈍邊1.2mm。選用φ2.4mm的實芯焊絲ER70S-G進行GTAW打底,采用GTAW+SMAW和GTAW兩種焊接工藝進行焊接,試樣焊接前后未經熱處理,焊接工藝參數見表1。用碳化硅砂紙將試樣從240#逐級打磨至2000#,最后用2.5μm的金剛石拋光劑進行拋光。將拋光試樣用4%的硝酸酒精腐蝕,在OLYMPUS-GX51光學顯微鏡下觀察其顯微組織。

表1 試樣選用的兩種焊接工藝及其參數
1.2 高溫高壓CO2腐蝕試驗
試樣規格為37mm×8mm×11mm,在容積為10 L的高溫高壓FCZ磁力驅動反應釜中進行。試驗溶液為模擬某油田采出液,其化學成分見表2。

表2 模擬某油田采出液的化學成分 mg/L
先在高溫高壓釜內加入試驗溶液,連續通入氮氣12h,開釜放入試樣,接著繼續通入2h氮氣以排除空氣,之后通0.5h CO2排出釜內氮氣,最后將CO2分壓加至0.1MPa。釜內溶液相對試樣的流速為1m/s,溫度90℃。試驗完成后從釜中取出試樣,用蒸餾水沖洗、吹干。取其中一個試樣用FEI Nanosem 430熱場發射掃描電子顯微鏡觀察試樣的表面和截面形貌,同時用Genesis XM2 APEX 60SEM X射線能譜儀分析腐蝕產物成分,其余試樣清除表面的腐蝕產物膜,稱重并觀察試樣表面的腐蝕狀況。清除腐蝕產物膜溶液成分為:HCl(500mL,ρ=1.19g/mL),Sb2O3(10g)和SnCl2(25g)。
2 試驗結果與討論
2.1 顯微組織
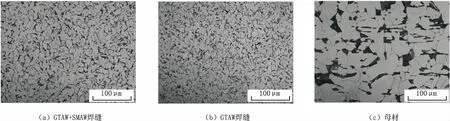
圖1 焊縫和母材顯微組織 500×
兩種焊接工藝下,焊縫和母材的顯微組織如圖1所示。從圖1中可以看出,試樣母材為典型的鐵素體+珠光體組織;GTAW+SMAW工藝焊接接頭焊縫中有較多的粒狀鐵素體和晶粒邊界鐵素體,并有少量的針狀鐵素體和珠光體;GTAW工藝焊接接頭焊縫中沒有出現粒狀鐵素體,晶粒邊界鐵素體減少,針狀鐵素體增加,并含有少量珠光體,晶粒尺寸有所減小。
2.2 腐蝕速率
為了計算失重試樣的腐蝕速率,使用以下公式
式(1)中,失重是指試樣因腐蝕而損失的質量,其值等于試樣的初始質量減去清洗后的質量。
兩種焊接接頭在CO2分壓為0.1MPa下腐蝕速率隨時間的變化趨勢如圖2所示,由圖可知,在初始的30天內兩種焊接接頭腐蝕速率變化顯著,呈急劇下降的趨勢,30~60天內腐蝕速率逐漸趨于平緩。與此同時,GTAW+SMAW工藝焊接接頭的腐蝕速率總小于GTAW工藝焊接接頭。
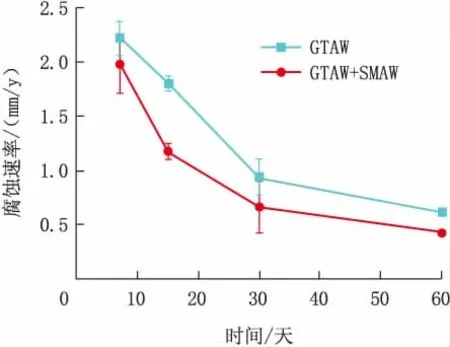
圖2 兩種焊接接頭在CO2分壓為0.1MPa下腐蝕速率隨時間的變化趨勢
2.3 腐蝕產物膜形貌
CO2分壓0.1MPa下GTAW+SMAW工藝焊接接頭分別腐蝕7天和60天后的焊縫表面形貌如圖3所示。由圖可見,腐蝕7天時,焊縫表面有小的孔洞,橫截面有不連續的裂縫,腐蝕產物膜厚度約為35.7μm;腐蝕60天時,焊縫表面相對致密,橫截面也較緊密,孔洞不連續,腐蝕產物膜厚度約為103.3μm。
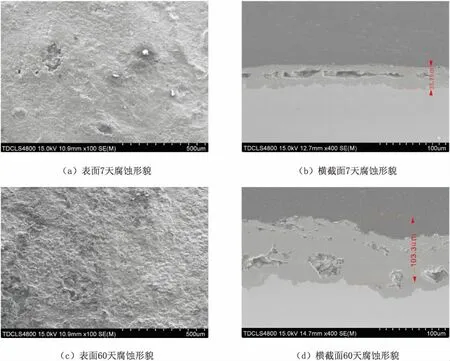
圖3 GTAW+SMAW工藝焊接接頭焊縫腐蝕形貌
2.4 腐蝕產物膜成分分析
圖4 為CO2分壓0.1MPa時,兩種焊接工藝下焊縫腐蝕60天后表面腐蝕產物膜EDS結果。由圖4可知,兩種焊縫表面腐蝕產物膜的主要元素為C,Fe,O和Ca。圖5為兩種工藝焊縫腐蝕60天后表面腐蝕產物膜XRD結果。由圖5可知,GTAW+SMAW工藝焊縫腐蝕產物膜主要由(Fe,Ca)CO3和Fe3O4組成;GTAW工藝焊縫腐蝕產物膜主要由 (Fe,Ca)CO3組成。(Fe,Ca)CO3復合鹽的形成是由于金屬離子的同構現象。
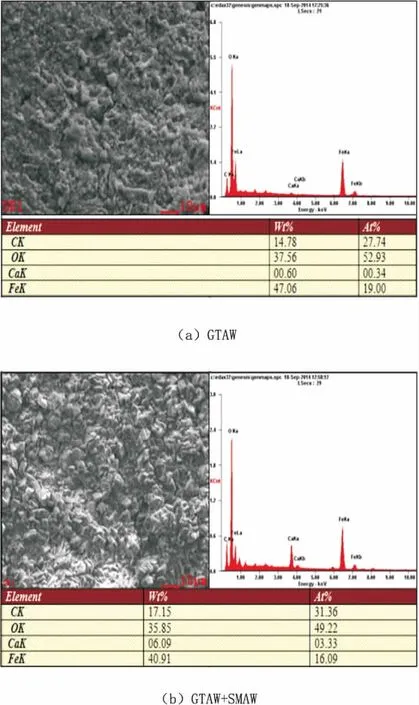
圖4 兩種工藝焊縫腐蝕60天后表面腐蝕產物膜EDS

圖5 兩種焊接工藝焊縫腐蝕60天表面腐蝕產物XRD
3 結 論
(1)兩種焊接工藝所得焊縫組織均為鐵素體+珠光體,GTAW+SMAW工藝下焊縫組織相對較小。
(2)GTAW+SMAW工藝下焊接接頭的腐蝕速率小于GTAW工藝下焊接接頭腐蝕速率。
(3)高溫高壓CO2腐蝕試驗表明,兩種工藝所得焊接接頭腐蝕速率均隨腐蝕時間的增加而減小,腐蝕產物膜隨時間的增加表面致密,橫截面厚度增加且更為緊密。
[1]顏愛政,劉華,劉雷,等.長輸油氣管道焊接技術的應用[J].油氣儲運,2008,27(08):40-43,61.
[2]劉成玉,許先果,趙建華,等.長輸管道焊接方法的選擇與應用[J].電焊機,2007(11):56-59.
[3]李澤興,呂興亮,張玉坤,等.淺談長輸管道焊接技術在施工中的應用[J].中國科技博覽,2013(18):368-368.
[4]馮成功,陳龍,朱紹全.RMD氣體保護焊與自保藥芯焊絲半自動焊接技術在長輸管道施工中的應用[J].焊管,2009,,32(04):65-68.
[5]曾惠林,王長江,楊雪梅,等.油氣長輸管道全位置自保護藥芯焊絲自動焊接技術[J].天然氣工業,2014(01):109-114.
[6] DZIUBINSKI M,FRATCZAK M,MARKOWSKI A.Aspects of risk analysis associated with major failures of fuel pipelines[J].Journal of Loss Prevention in the Process Industries,2006(19):399-408.
[7] AZEVEDO C R.Failure analysis of a crude oil pipeline[J].Engineering Failure Analysis,2007(14):978-984.
[8]吳水林,崔振鐸,李春福,等.油管鋼在飽和二氧化碳模擬油田液中的腐蝕研究[J].中國腐蝕與防護學報,2003,23(06):340-344.
[9]祝英劍,劉長宇,王峰,等.油管鋼在飽和CO2模擬油田液中的腐蝕行為研究[J].腐蝕科學與防護技術,2011(03):75-77.
[10]張海寶.油套管二氧化碳腐蝕研究[D].山東:中國石油大學,2008.
Research on CO2Corrosion Behavior of Steel Pipe Welded Joints Under Different Welding Technology
SHU Xinxin1,LI Weifeng1,XU Wei1,LU Xinyu1,LIU Bin1,LI Xuguang1,XU Xuehai1,YI Songtao1,XU Lianyong2,HAN Yongdian2,LU Yongxin2
(1.Welding Lab,Construction Company,Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China;2.School of Materials Science and Engineering,Tianjin University,Tianjin 300072,China)
In this article,it adopted high temperature and high pressure reaction kettle and electrochemical technology to research CO2corrosion behavior of steel pipe welded joints under two kinds of welding process(GTAW and GTAW+SMAW).The results indicated that the corrosion rate of welded joints with GTAW+SMAW welding process is lower than that of GTAW welding process;the corrosion rate of two kinds of welding process decreases with corrosion time increasing,the surface of corrosion product film becomes density;the cross section of corrosion product film becomes thicker and more closely.The main composition of corrosion products are(Fe,Ca)CO3compound salt and Fe3O4.
welded pipe;welding;CO2corrosion;welded joints
TE988.2
A
1001-3938(2015)03-0016-04
舒欣欣(1980—),女,碩士研究生,高級工程師,主要從事海洋鋼結構焊接方面的研究。
2014-11-11
李 超
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
