HFW鋼管中頻處理后直度超標的改進措施
2015-12-18 08:31:10陳燕軍楊宴賓張世格
焊管 2015年6期
關鍵詞:焊縫
陳燕軍,楊宴賓,張世格
(天津市聯眾鋼管有限公司,天津300606)
HFW鋼管中頻處理后直度超標的改進措施
陳燕軍,楊宴賓,張世格
(天津市聯眾鋼管有限公司,天津300606)
為了提高HFW鋼管品質,高頻焊接后需要對焊縫進行中頻常化處理。針對中頻處理后易造成焊管彎曲的現象,采用兩臺600 kW中頻感應加熱裝置進行了在線焊縫模擬熱處理,并對模擬結果進行了分析。分析表明,主要原因為中頻溫度和焊接速度等相關因素控制不好,焊縫溫度高于管體溫度,焊縫溫度越高彎曲度越大。同時根據現場生產工藝提出了改進措施,即在空冷段增加冷卻裝置,以此來控制焊管進入水冷箱的溫度,防止焊管彎曲度超標,收到了良好的效果。
焊接;高頻焊接;中頻處理;直度;冷卻裝置
1 HFW焊管的焊接機理及焊縫特點
在高頻焊接過程中,利用高頻電流所特有的集膚效應和鄰近效應,使電流高度集中在管筒邊緣的焊合面上。依靠金屬自身的電阻,將邊緣迅速加熱到焊接溫度(根據不同的材質選擇不同的焊接溫度,一般在1 350~1 550℃)時,然后在擠壓輥的擠壓下完成壓力焊接。在焊合過程中鋼帶邊緣的熔合區中,金屬處于熔融狀態,晶粒十分粗大,化學成分和金相組織極不均勻,冷卻后易形成過熱組織。雖然該區域很窄,卻極易誘發裂縫和局部脆性破壞,其周邊的熱影響區又可分為粗晶粒區(過熱區)、細晶粒區(相變重結晶區)和部分相變區(不完全重結晶區),其中過熱區組織大約在1 100~1 300℃,奧氏體晶粒開始急劇長大,在化學成分和冷卻速度適當的情況下也會出現一些硬而脆的組織,使該區的綜合力學性能降低。為消除由此引起的隱患,對某些高品質的HFW焊管需要進行中頻常化處理,目的是使焊縫區和熱影響區晶粒粗大的組織細化,均勻化,硬度降低,韌性提高,得到焊縫與母材相同的金相組織,并且藉以消除焊接成型過程中的殘余熱應力,提高焊縫和熱影響區的綜合力學性能。
2 焊縫在線模擬正火熱處理
在線熱處理設備采用2臺600 kW中頻感應加熱裝置。焊縫模擬熱處理工藝參數一般應隨材質、壁厚及焊接速度來調整,其工藝參數主要為加熱溫度、保溫時間、冷卻速度及入水溫度等。
2.1 第一臺感應加熱器的理論工藝參數
焊縫在高頻焊接后進入第一臺感應加熱器之前的初始溫度一般為200~320℃。進入第一臺感應加熱器使焊縫溫度盡可能達到或超過居里點,從而使整個焊縫在壁厚方向均勻加熱,并且給第二臺感應加熱器提供足夠高的起始加熱溫度。但是依照以往的生產經驗,考慮到設備的實際能力以及確保延長設備使用壽命,第一臺感應加熱器的理論工藝參數一般設定在700~780 ℃。
2.2 第二臺感應加熱器的理論工藝參數
焊管進入第二臺感應加熱器將焊縫快速加熱到奧氏體化溫度,使焊縫部位的鐵素體和珠光體轉變為奧氏體,并且隨后整個焊縫位置的溫度逐步升高,感應加熱線圈的交變磁場滲透到整個焊縫壁厚方向,提高整個焊縫的加熱速率,使焊縫內外表面得到均勻的加熱,以細化奧氏體晶粒度。第二臺感應加熱器的理論工藝參數一般設定在880~960℃(根據不同壁厚及車速確定相應的最終中頻處理溫度)。
因為在此溫度范圍內形成的是細小的鐵素體+珠光體,但要控制在1 000℃以下,如果超過1 000℃,一些合金元素的碳化物溶解在奧氏體中,使奧氏體晶粒迅速長大,在冷卻期間形成粗大的貝氏體組織。另外溫度太高還會引起表面脫碳,使沖擊韌性大大降低。
2.3 空冷段及水冷段工藝設定
焊縫在經過兩臺中頻感應加熱器加熱及短暫保溫階段后,進入空冷段和水冷段共同構成的冷卻階段。冷卻速度是熱處理中很重要的控制手段,要使珠光體晶粒細化就必須控制冷卻速度。通常焊縫進入水冷裝置前的溫度應≤350℃,這就需要調整空冷段的長度和焊接速度。然而空冷段的長度已由工藝布局限定而不可改變,那么調整溫度只能靠控制焊接速度,而焊接速度太低又會影響焊接質量和生產效率,因此在空冷段加裝管體間接冷卻系統是很有必要的。
3 中頻處理后焊管彎曲度超差的原因分析
天津市聯眾鋼管有限公司φ355 mm焊管機組的空冷段長度為65 m,這是目前不可改變的。當然如果空間允許距離再加長一些,使降溫時間加長,降溫效果會好一些。
機組運行速度對于高頻焊接來講,在能夠確保足夠輸入熱量的情況下盡可能選擇高的焊接速度。這樣既可提高單位時間的產量,且使熱輸入量的范圍變寬,另外焊接速度加快使加熱時間變短,邊緣加熱區寬度變窄,減少了形成金屬氧化物的幾率,且擠出的內外毛刺較小,容易清除,從而達到產量高、焊接質量和表面質量好的效果。
現以該公司生產的X60鋼級、φ273.1 mm×8.18 mm焊管為例進行分析。焊接速度為20~22 m/min,第一臺中頻感應加熱器的溫度為680~800℃,第二臺中頻感應加熱器的溫度為900~940℃,空冷后進入水冷箱的溫度為330~380℃。在實際生產中發現鋸切后焊管較直,但20 min后明顯彎曲,超出了標準要求范圍,并且影響到后續的管端加工和水壓試驗。從彎管形狀看,呈現規律性的彎曲。焊縫一側為凹面,彎曲度基本相似且方向一致,主要原因是焊縫溫度高于管體溫度,受熱脹冷縮規律的影響,焊縫溫度越高彎曲度越大。
4 中頻處理后焊管彎曲度超差的解決方法
因為空冷段距離無法改變,中頻熱處理溫度又不能低于900℃,低于900℃達不到再結晶溫度,無法使晶粒細化,達不到熱處理目的。若熱處理溫度不變,就必須解決厚壁管在空冷段的散熱問題。首先,在成型段增加管體內的注水流量,同時開啟室外冷卻塔進行循環冷卻,這樣有利于管體散熱。為了進一步使管體達到良好的散熱效果,在空冷段增加了焊縫及熱影響區間接冷卻系統,即在嚴格避開焊縫和熱影響區的位置,巧妙使用乳化液直接冷卻管體,通過金屬的熱傳導,達到間接冷卻焊縫的目的。在空冷段焊縫溫度720~760℃的位置加裝間接冷卻裝置,因為從Ac1~550℃是奧氏體向珠光體轉變的溫度區間,片狀珠光體使鐵素體和滲碳體交替排列成層片狀組織,這種組織的粗細取決于珠光體的形成溫度,過冷度越大,轉變溫度越低,珠光體越細。增加間接冷卻系統不僅可加速管體散熱,而且對細化晶粒也有好處,取得了事半功倍的效果。
如果不加冷卻裝置將會限制焊接速度,焊接速度低會影響焊接質量,但不限制焊接速度將控制不了空冷后進入水冷箱的溫度,同樣也會影響焊管質量。增加冷卻裝置后,生產X60鋼級、φ273.1 mm×8.18 mm焊管的工藝參數變化為:焊接速度22~26 m/min,第一臺感應加熱器的溫度為680~800℃,第二臺感應加熱器的溫度為900~940℃,空冷后進入水冷箱的溫度≤300℃。當焊縫溫度≤300℃時,焊縫進入水冷段,經過乳化液冷卻后溫度進一步降低至管體溫度。防止鋼管在經過定徑及土耳其頭的幾何尺寸調整后,不會因為冷縮再次發生幾何尺寸的變化。
5 改進效果
改進后的焊縫熔合區及熱影響區組織如圖1所示,焊管彎曲度數據對比見表1,API SPEC 5L標準直度要求為0.2%L(12 000 mm管長直度應≤24 mm)。
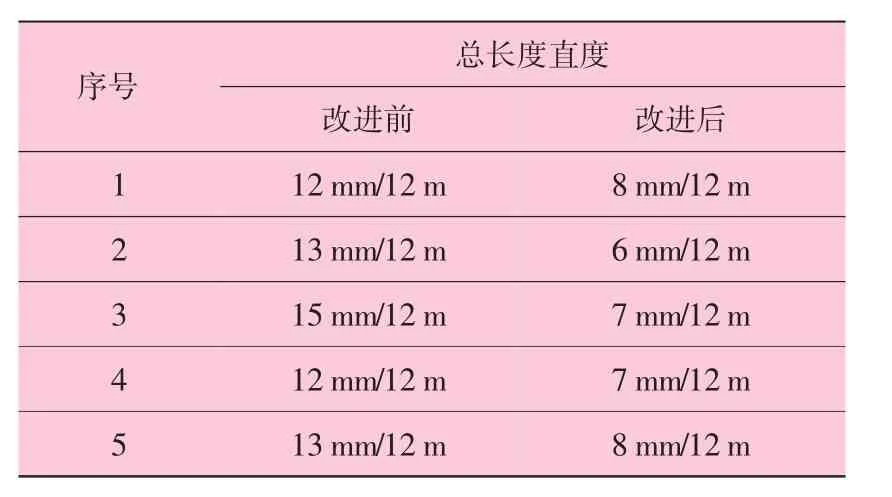
表1 改進前后X60鋼級φ273.1 mm×8.18 mm×12 000 mm焊管直度對比
6 結語
為提高HFW焊管品質,會對HFW焊管進行中頻常化處理。在對高頻焊管進行中頻處理時,由于中頻溫度和焊接速度等相關因素控制不好,易造成焊管彎曲。通過在空冷段增加冷卻裝置來控制進入水冷箱的溫度,防止焊管彎曲度超標,收到了良好的效果。
[1]趙振東.高速鋼淬火回火工藝的發展[J].金屬熱處理,1999(03):22-26.
[2]崔忠圻,劉北興.金屬學與熱處理原理[M].第3版.哈爾濱:哈爾濱工業大學出版社,2007.
[3]李景學,高廣林,邰紅蓮,等.HFW鋼管直線度的影響因素及解決措施[J].鋼管,2013(04):46-50.
[4]趙軍,曹宏強,展培培,等.純彎曲過彎矯直等價原理及其試驗驗證[J].機械工程學報,2012,48(08):29-31.
[5]韓業啟.中頻正火焊管的在線矯直[J].鋼管,2003(06):23-24.
[6]張文鉞.焊接冶金學[M].北京:機械工業出版社,2005.
[7]王恒祥,石碕,王澤光,等.焊管殘余應力及其測試[J].河南化工, 2010, 27(02): 35-36.
[8]張培慶.高精度管材矯直原理及應用[J].鋼管,2002(02):28-30.
[9]田燕.焊接區斷口金相分析[M].北京:機械工業出版社,1991.
[10]劉鴻文.材料力學[M].北京:高等教育出版社,2004:30-31.
Improvement Measures of Preventing Excessive Bending of HFW Pipe After Intermediate Frequency Treatment
CHEN Yanjun,YANG Yanbin,ZHANG Shige
(Tianjin United Steel Pipe Co.,Ltd.,Tianjin 300606,China)
In order to enhance HFW pipe quality,the intermediate frequency normalizing treatment is needed for weld after high frequency welding.Aimed at the phenomenon of welded pipe bending after intermediate frequency processing,using two 600 kW intermediate frequency induction heating equipment to simulate online weld heat treatment,and the simulation results were analyzed.The results indicated that some relevant factors are not under reasonable control,such as the intermediate frequency temperature,welding speed etc.,which cause the weld temperature is higher than that of pipe body temperature.The higher of weld temperature,the higher of bending degree.Meanwhile the improved technology was put forward according to onsite production process,that is to say to increase cooling device in air cooling section,so as to control the temperature of welded pipe entering water cooling box,prevent excessive bending degree,and got good effects.
welding;high frequency welding;intermediate frequency treatment;straightness;cooling device
TG155
B
1001-3938(2015)06-0055-03
陳燕軍(1962—),女,工程師,主要從事HFW新產品開發、焊管焊接工藝、理化檢驗及金相分析工作。
2014-10-24
黃蔚莉
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
