激光切割薄硅鋼片的工藝研究
2015-12-17 07:14:53侯培紅
上海電機學院學報 2015年2期
?
激光切割薄硅鋼片的工藝研究
侯培紅
(上海電機學院 機械學院, 上海 200245)
摘要:分析激光切割的工藝特點和質量指標,討論激光功率、切割速度、激光聚集焦點位置等對切割質量的影響,進而采用激光切割機,不斷地進行切割試驗,從而確定了一組可以有效切割300MW汽輪發電機風道板結構中0.65mm厚65TW400硅鋼風道片的切割參數。
關鍵詞:激光切割; 切割工藝; 硅鋼片; 切割參數; 切割質量

一般激光切割能在室溫或特殊條件下進行切割,可切割難熔材料,不受被切材料的硬度工件形狀的影響,激光加工柔性好。在激光聚焦后功率密度狀態切割時,深寬比最高可達10∶1。激光束經聚焦后可獲得很小的光斑,進行微型切割,可精確定位、切割難以接近的部位,施行非接觸遠距離切割。激光束易實現光束按時間與空間分光,能進行多光束同時加工及多工位加工,為更精密的切割提供了條件。激光切割速度快、深度大、變形小,切割面光滑,無毛刺,切口表面粗糙度一般控制在Ra 12.5以內。切割基本沒有工件熱變形。激光加工不需模具,節約模具投資。因此,激光切割工藝在我國得到了廣泛應用[1-15]。
1激光切割工藝設備及其技術參數
作為激光切割設備擬采用FL2512數控激光切割點焊一體機。該設備采用世界唯一的絕對恒定光路設計,切割質量出色,維護保養簡便,開放式工作臺結構,符合變化多段的多品種少批量生產需求,整機采用經熱處理的鑄鋼機架一體式結構,耐久性好,安裝調試面積少,主要驅動軸采用自動潤滑系統及針對熱變形的特殊設計,解決傳動機構耐久性差的問題,全模塊化設計的激光器,切割質量與速度優異,性能穩定可靠,現場可維護保養性強,以數字化的形式完成工藝要求,提高產品的可靠性、穩定性,對更多的產品工藝靈活滿足,可根據實際情況選擇2.0、2.5、3.3、4.0、6.0kW 5種不同功率的激光器。
FL2512其他主要技術參數: 最大加工尺寸為3048mm×1524mm;可承載最大板材重量為800kg;最大定位速度為42m/min;定位精度為±0.1mm/3m;重復定位精度為±0.01mm。最大切割厚度分別如下: 碳鋼為16mm;不銹鋼為6mm;鋁合金為4mm[3]。
作為激光切割研究對象,主要以300MW汽輪發電機風道板結構中0.65mm厚65TW400硅鋼片為主。
2激光切割與質量評價指標
2.1 激光切割切口的形成與切口質量特點
激光切割過程示意圖如圖1所示[5]。
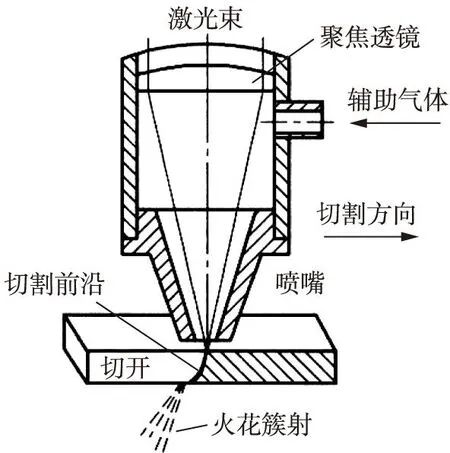
圖1 激光切割過程示意圖Fig.1 Schematic diagram of the laser cutting process
聚焦的激光束射工件,使被照射的材料迅速熔化、汽化或達到燃點,同時,借助激光束同軸的輔助氣體將熔化或汽化的材料吹除,隨著激光切割頭與工件的相對運動,生成切口。被吹除的熔融金屬和熔渣則在切口下方形成火花簇射[4-6]。
由于激光束可聚焦至很小的斑點,熱源集中,輻射照度高,故與傳統的氧乙炔火焰切割和等離子弧切割比較,激光切割主要表現如下:
(1) 切口窄,最小可至0.1mm,一般在0.12~0.40mm范圍內。
(2) 切口平行度、垂直度好,切割面光潔(表面粗糙度值小)。一般切割面粗糙度值大約在Rz10~25μm范圍,而且邊棱無圓角、掛渣,可直接進行激光焊。表現在① 熱影響區窄,熱變形小。一般熱影響區在0.10~0.15mm范圍,薄板切割時甚至只有30μm左右。② 切割速度高,效率高,如采用1.2kW的CO2激光,切割2mm厚的低碳鋼板,切割速度可達6m/min;切5mm厚的有機玻璃,達12m/min;在1mm厚的鋼板上切直徑10mm的孔,每分鐘可切500個。最快的切割速度可達到20m/min以上,這些是傳統的切割方法無法比擬的[3-15]。
2.2 激光切割質量評價指標
目前,我國尚無有關激光切割質量的標準,國際上對激光切割的質量評價也沒有一個統一的標準。可以列舉的切割質量的評價指標很多,大體分為兩大類: ① 屬于切割缺陷,切割過程中一定要力求杜絕這些缺陷的產生,一旦有這樣的缺陷,即可判定為不合格的切割產品;② 是可以量化的切割質量指標,按切割產品不同,要求這些指標達到的值也不同[3-15]。
2.2.1激光切割缺陷① 過燒。由于激光功率過大或切割速度過慢,使工件的熔化范圍大于高壓氣流所能吹除的范圍,熔融金屬未能被氣流完全吹除而產生過燒,切割面被熔化成不規則的形態,如圖2所示[5]。② 掛渣。輔助氣流未能將切割過程中產生的熔化或汽化的材料徹底吹除,而在切割面的下緣附著熔渣的現象稱為掛渣,如圖3所示[5]。
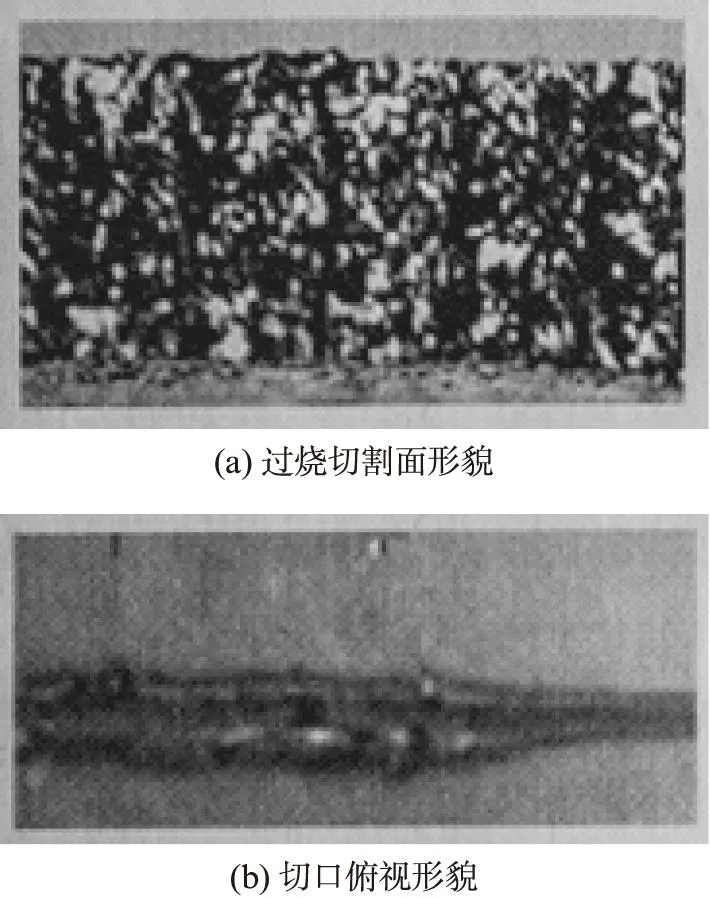
圖2 過燒缺陷Fig.2 Burnt defect
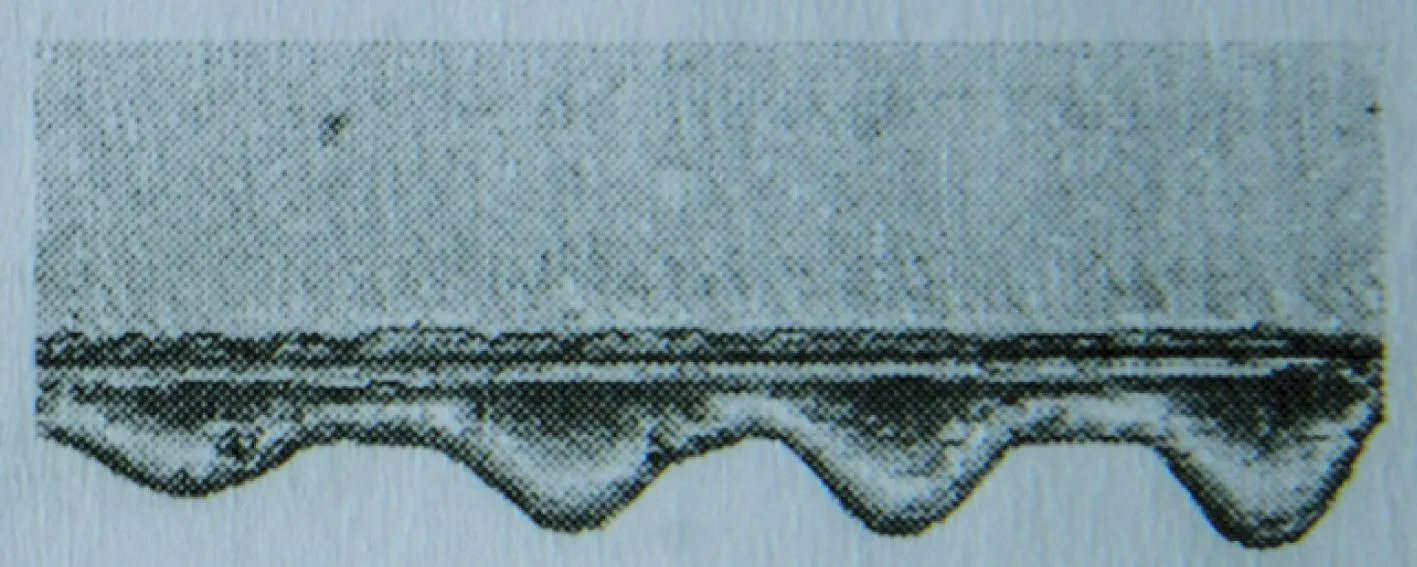
圖3 掛渣缺陷Fig.3 Slag defects
嚴格地說,如果下緣附著的不是或不完全是熔渣,而是凝固的金屬,則應稱此附著物為結瘤。為簡便起見,本文把它們統稱為掛渣,均屬于切割缺陷的一種。
2.2.2可量化的切割質量指標① 切割面粗糙度。切割面粗糙度是反映切割質量的一個重要指標,用Rz來表示。假如某一切割面形貌如圖4(a)所示,用表面粗糙度儀測得圖4(a)中AB線處的表面輪廓線如圖4(b)所示,Rz是在取樣長度內,輪廓線上5個最高點至5個最低點的平均距離,它表示了切割面AB線處的粗糙度[5]。② 切口寬度。切口寬度主要取決于光束模式和聚焦光斑的直徑,切割參數也有一定影響。③ 切口錐度。當切割參數選擇不當或輔助氣體壓力不足時,切口容易呈現上寬下窄的錐度。但對薄板切割來說,這不是一個很難解決的問題。
綜合上面所述,可以認為高質量激光切割的主要標志是: 無缺陷,切割面粗糙度值小,切口窄。
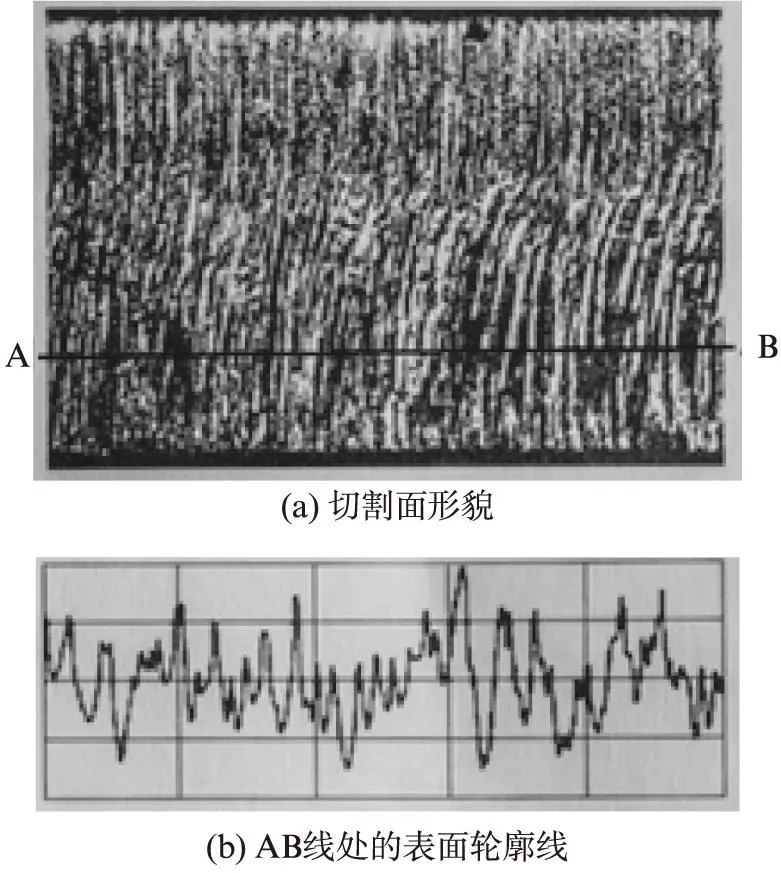
圖4 切割面粗糙度Fig.4 Roughness of cutting surface
3激光切割主要工藝參數及對表面質量影響
確定激光切割參數是通過操作人員對板材性質、厚度以及所使用的氣體類型進行定義,由數控機床自動生成相關參數,在殊情況下進行微調,以滿足各類產品的質量要求。影響產品質量的因素有很多,但主要以焦點、功率、速度為主。下面以2mm厚低碳鋼板的相關資料為例討論,并對300MW汽輪發電機風道板結構中0.65mm厚65TW400硅鋼風道片切割參數進行研究[1-15]。
3.1 激光聚集的焦點位置對切割面粗糙度的影響
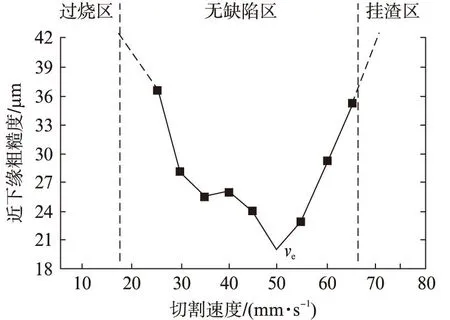
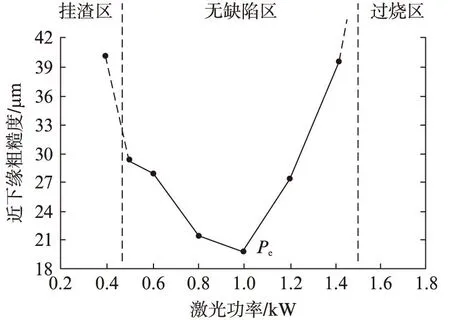
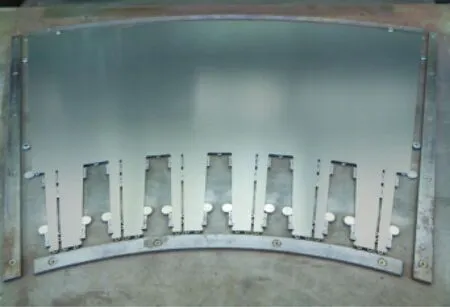
圖5為切割軟鋼時焦點位置對切口表面粗糙度影響的一例,圖中橫坐標為工件至聚焦透鏡的距離與焦距的比值ab。從圖5可見,切口表面粗糙度范圍0.998 圖5 焦點位置對切口表面粗糙度的影響Fig.5 Effect of focus position on cutting surface roughness 在使用FL2512激光切割機時,焦點位置通過調整切割間隙參數以及切割頭刻度撥盤來實現。通過試驗知道,切割0.65mm厚65TW400硅鋼片,切割間隙超過±0.6mm時,基本不能切斷硅鋼板,工件表面切痕斷斷續續;間隙在±0.6mm之間時,切割質量比較好,反面毛刺情況較少,表觀效果較好。由于切割的外形輪廓較大,整體平整度不好,故在局部凸起的地方需用磁鐵將其強行整平后再切割。 在一定的板厚和切割速度下,有一個最佳的激光功率范圍,在這個范圍內切割面的粗糙度最小,偏離最佳功率范圍粗糙度就會增加,進一步增加或減小功率,就會產生過燒或掛渣缺陷。圖6顯示了在切割速度為3m/min(即50mm/s)、切割2mm厚低碳鋼板時,激光功率與切割面質量的關系[5]。圖中粗糙度采用近下緣處測量的方法。 圖6 激光功率對切割面粗糙度的影響(低碳鋼板厚2mm,v=3m/min) Fig.6Effects of laser power on cutting surface roughness (low carbon steel plate with thickness 2mm,v=3m/min) 由圖6可見,激光功率可劃分為3個區: 掛渣區、無缺陷區和過燒區。 (1)如激光功率太大,造成熱輸入過大,使工件的熔化范圍大于高壓氣流所能驅除的范圍,熔融金屬未能被氣流完全吹除而產生過燒。 (2)如激光功率太小,熱量不足,越靠近下緣熔融產物的溫度越低,而粘度越大,因而未能被高壓氣流徹底吹除而滯留在切割的下緣產生掛渣。嚴重時甚至不能切割形成切口。 (3)在無缺陷區內,有一個最佳的激光功率范圍(圖6中約為0.8~1.0kW),此處切割面的粗糙度最小。 通過激光切割試驗證明,在焦點位置、切割速度和切割時間一定時,激光功率太小,不能有效熔化切割件整個厚度,從而無法將切割件切割分離。當激光功率達到一定值后,可處于穩定的深熔焊區域,熔深和熔寬顯著增加,而且隨激光功率的增加而增加[4-6]。 根據這一特性,在試驗中通過觀察切割表面質量和反面的切割毛刺大小可知,在2.0kW左右,上下調整激光功率值,可使0.65mm厚65TW400硅鋼片的切割質量處于最佳狀態,毛刺小于0.01mm,滿足要求,如圖7所示。 圖7 切割質量良好的合格品Fig.7 Cutting of qualified products of good quality 對切割的形狀比較復雜的情況,例如90°直拐彎、拐角半徑很小時,會出現拐角處切割速度自動下降,等同于單位面積內提高了功率值,產生了過燒現象,如圖8所示。 圖8 切割過程中過燒現象Fig.8 Overheating in the cutting process 此時,擬采用氮氣切割硅鋼板,以解決氧化過燒的情況[13]。 在一定的板厚和激光功率下,有一個最佳的切割速度,此時的切割面粗糙度最小。偏離最佳切割速度,粗糙度就會增加;進一步增加或減小切割速度,就會產生過燒或掛渣缺陷[4-6]。 圖9顯示了在激光功率為1.0kW的情況下,切割2mm厚低碳鋼板時,切割速度與切割面質量的關系,縱坐標為近下緣粗糙度[5]。 圖9 切割速度對切割面粗糙度的影響(低碳鋼板厚2mm,P=1kW) Fig.9Effects of cutting speed on cutting surface roughness (low carbon steel plate with thickness 2mm,P=1kW) 由圖9可見,切割速度也可劃分為過燒區、無缺陷區和掛渣區3個區。切割速度太小,造成熱輸入過大而產生過燒;切割速度太大,則產生掛渣,甚至切割不透。切割速度大時引起掛渣的原因,除了熱輸入不足,溫度低,引起熔融產物黏度大之外,還由于大的切割速度使切割前沿加大,向后傾斜(后拖量增大),影響氣流對熔融產物的吹除。在無缺陷區內,有一個最佳的切割速度ve,圖9中為3m/min,此時切割面的粗糙度最小。 在激光切割時,切割速度表現為單位距離內所需要的切割時間。通過試驗證明,切割速度對0.65mm厚65TW400硅鋼風道片時的切割質量的影響較明顯。在切割功率和焦點位置一定時,切割時間太短,硅鋼片不能完全割斷開來,切割熔深和熔寬逐漸減小。對切割0.65mm厚65TW400硅鋼片而言,切割速度在8.2m/min時,切割質量比較光潔,反面毛刺也相對最小,在0.01mm以內,達到產品質量的要求。 總結以上理論規律和前人的經驗數據,根據被切割產品特點0.65mm厚65TW400硅鋼片的特點,可初選焦點位置為0.5mm,在切割時,使焦點位置大概位于鋼板下表面0.3mm左右;初選激光功率為2kW,初選切割速度為8.2m/min,進行切割試驗。在試驗中,一邊調整切割參數,一邊觀察切口表面粗糙度情況,確認最滿足要求的切割參數。最后在考慮切割效率的基礎上,確定圖10所示高速模式下的激光參數為基于FL2512的切割0.65mm厚65TW400硅鋼片的切割參數。 圖10 基于FL2512的切割參數Fig.10 Cutting parameters based on FL2512 4結語 基于激光切割的工藝特點,研究采用數控激光切割點焊一體機解決汽輪發電機的風道板結構中風道片的切割技術。在討論激光功率、切割速度、激光聚集焦點位置等對切割質量影響的基礎上,使用FL2512數控激光切割點焊一體機進行試 驗,選擇確定了一組可以有效切割300MW汽輪發電機風道板結構中0.65mm厚65TW400硅鋼風道片的切割參數,切割質量完全符合產品質量要求。 參考文獻: [1]孫曉東,王松,趙凱華,等.激光切割技術國內外研究現狀[J].熱加工工藝,2012,41(9): 214-216 [2]趙殿甲.激光切割技術的應用與發展[J].煤礦機械,2006(8): 5-6. [3]李力鈞.現代激光加工及其裝備[M].北京:北京理工大學出版社,1989: 87-106,161-193. [4]王家金.激光加工技術[M].北京:中國計量出版社,1992:1-30,428-498. [5]陳武柱.激光焊接與切割質量控制[M].北京: 機械工業出版社,2010: 1-8,214-223. [6]鄢銼,李力鈞,李娟,等.激光切割板材表面質量研究綜述[J].激光技術,2005,29(3):270-274. [7]閻啟,劉豐.工藝參數對激光切割工藝質量的影響[J].應用激光,2006,26(3): 151-153. [8]齊忠軍,李曉明,王濤.激光切割工藝在機械加工中的應用[J].農業科技與裝備,2014(5): 63-64. [9]楊偉,彭信翰,張駿.水下激光切割硅片的工藝研究[J],中國激光,2009,36(11): 3064-3067. [10]佟明,王維,楊光,等.板材激光切割表面質量影響因素的實驗研究[J].機械設計與制造,2010(10): 121-123. [11]洪蕾,米承龍,柳德金.旋轉氣流控制激光切割特種鋼薄板[J].中國激光,2007,34(4):543-548. [12]謝小柱,李力鈞,張屹,等.激光切割金屬厚板新技術[J].激光技術,2005,29(3):251-254. [13]陳可心,梅宴標,廖健宏,等.儀表鋁面板的激光切割[J].應用激光,1998,18(1):33-34. [14]李祥友,曾曉雁,劉勇,等.激光精密切割不銹鋼薄板的工藝研究[J].中國激光,2001(12): 1125-1129. [15]謝小柱,李力鈞,張屹,等.激光切割金屬厚板新技術[J].激光技術,2005(3):251-254.,王松,趙凱華,等.激光切割技術國內外研究現狀[J].熱加工工藝,2012,41(9): 214-216 [2]趙殿甲.激光切割技術的應用與發展[J].煤礦機械,2006(8): 5-6. [3]李力鈞.現代激光加工及其裝備[M].北京:北京理工大學出版社,1989: 87-106,161-193. [4]王家金.激光加工技術[M].北京:中國計量出版社,1992:1-30,428-498. [5]陳武柱.激光焊接與切割質量控制[M].北京: 機械工業出版社,2010: 1-8,214-223. [6]鄢銼,李力鈞,李娟,等.激光切割板材表面質量研究綜述[J].激光技術,2005,29(3):270-274. [7]閻啟,劉豐.工藝參數對激光切割工藝質量的影響[J].應用激光,2006,26(3): 151-153. [8]齊忠軍,李曉明,王濤.激光切割工藝在機械加工中的應用[J].農業科技與裝備,2014(5): 63-64. [9]楊偉,彭信翰,張駿.水下激光切割硅片的工藝研究[J],中國激光,2009,36(11): 3064-3067. [10]佟明,王維,楊光,等.板材激光切割表面質量影響因素的實驗研究[J].機械設計與制造,2010(10): 121-123. [11]洪蕾,米承龍,柳德金.旋轉氣流控制激光切割特種鋼薄板[J].中國激光,2007,34(4):543-548. [12]謝小柱,李力鈞,張屹,等.激光切割金屬厚板新技術[J].激光技術,2005,29(3):251-254. [13]陳可心,梅宴標,廖健宏,等.儀表鋁面板的激光切割[J].應用激光,1998,18(1):33-34. [14]李祥友,曾曉雁,劉勇,等.激光精密切割不銹鋼薄板的工藝研究[J].中國激光,2001(12): 1125-1129. [15]謝小柱,李力鈞,張屹,等.激光切割金屬厚板新技術[J].激光技術,2005(3):251-254. Technology of Laser Cutting of Thin Silicon Steel Sheet HOUPeihong (School of Mechanical Engineering, Shanghai Dianji University, Shanghai 200245, China) Abstract:The technological characteristics and quality index of laser cutting are analyzed. The effects of laser power, cutting speed and focus position of laser aggregation on cutting quality are discussed. The laser cutting machine is tested repeatedly to determine a set of cutting parameters that can be used effectively to cut a duct plate of 0.65mm thickness in a 65TW400 silicon steel duct structure of a 300MW steam turbine generator. Key words:laser cutting; cutting technology; silicon steel piece; cutting parameter; cutting quality 文章編號2095-0020(2015)02-0095-07 2095-0020(2015)02-0082-07 作者簡介:趙雷(1974-),男,講師,博士,主要研究方向為計算機軟件及計算機應用,E-mail: zhaol@sdju.edu.cn 李健(1991-),男,碩士生,主要研究方向為智能控制、功率預測,E-mail: 1053993559@qq.com 基金項目:國家自然科學 資助(61402280);上海電機學院重點學科資助(13XKJ01) 收稿日期:2015-01-18 2015-02-25 中圖分類號:TG 485 文獻標志碼:A
3.2 激光功率對切割面粗糙度的影響

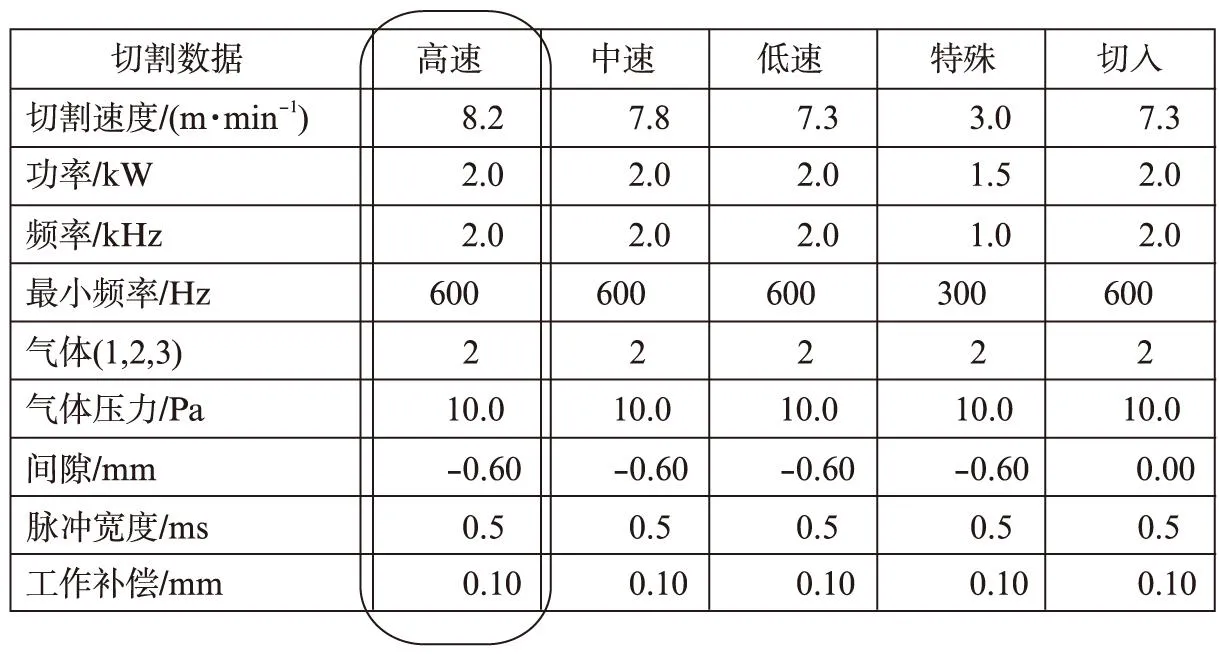
3.3 切割速度對切割面粗糙度的影響