減速器箱體箱蓋三維造型及工藝規程設計
2015-12-17 07:12:58苗喜榮
現代制造技術與裝備 2015年6期
關鍵詞:工藝
苗喜榮
(江蘇省淮陰商業學校,淮安 223005)
減速器箱體箱蓋三維造型及工藝規程設計
苗喜榮
(江蘇省淮陰商業學校,淮安 223005)
隨著計算機科學技術的發展,計算機的應用范圍不斷拓展,機械加工領域中也開始廣泛運用計算機軟件模擬技術,即仿真。對復雜的動態對象進行模擬分析,仿真是最有效的一種方法,其可以預知現實加工中可能出現的問題,并且縮短設計和制造周期,從而節約資金。本文通過建立減速器箱體箱蓋零件的三維CAD模型,對減速器箱體箱蓋零件進行加工工藝分析,并制定了其數控加工工序。使用UG軟件的數控加工仿真模塊,對減速器箱體箱蓋零件進行數控加工模擬,采用UG中的后處理命令,生成數控加工程序。
CAD建模 工藝規程設計 數控加工仿真
減速器箱體箱蓋三維造型及工藝規程設計,在機械設計及制造領域中是一項重要的基礎技術要求。機械制造水平的高低已經是衡量一個國家制造水平高低的重要標志之一。本文的研究也會涉及一些二維及三維軟件,如AutoCad、UG等的綜合應用。隨著科學技術的不斷發展,機械產品的結構也變得越來越合理,其性能、精度及效率日趨提高,產品的更新換代也越來越頻繁。在制造業中,制造技術研究與工藝的優化變得尤為重要。
1 減速器箱體箱蓋的繪圖建模
箱體是各種類機器的基礎性零件之一,它承擔著將機器和部件中的齒輪、軸、套等相關零件湊成一個整體的重要功能。它能使其體內零件保持在正確位置,以傳遞轉矩或改變體內齒輪轉速而完成其規定的運動。箱體的零件結構較復雜、加工精度要求高、加工面的數量多、加工也費時費力。對其建模來說,SolidWorks操作簡單、界面簡潔,具有易學易用的特點,對UG數控加工,也不需要重新建立模型。
1.1 減速器箱體的建模分析
減速器箱體結構如圖1所示,其結構較復雜,并且孔、槽等較多。建模后的三視圖如圖2~4所示。

圖1 減速器箱體結構
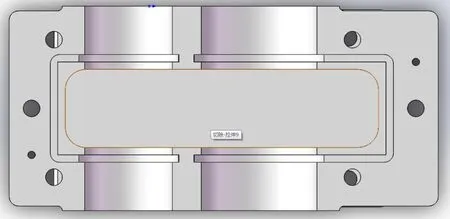
圖2 箱體建模完成后的俯視圖
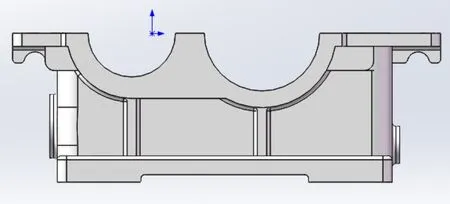
圖3 箱體建模完成后的主視圖

圖4 箱體建模完成后的左視圖
1.2 減速器箱蓋的建模分析
減速器箱蓋結構如圖5所示,其結構較箱體簡單,孔、槽等較多,但底面內壁及底面為曲面凹槽。
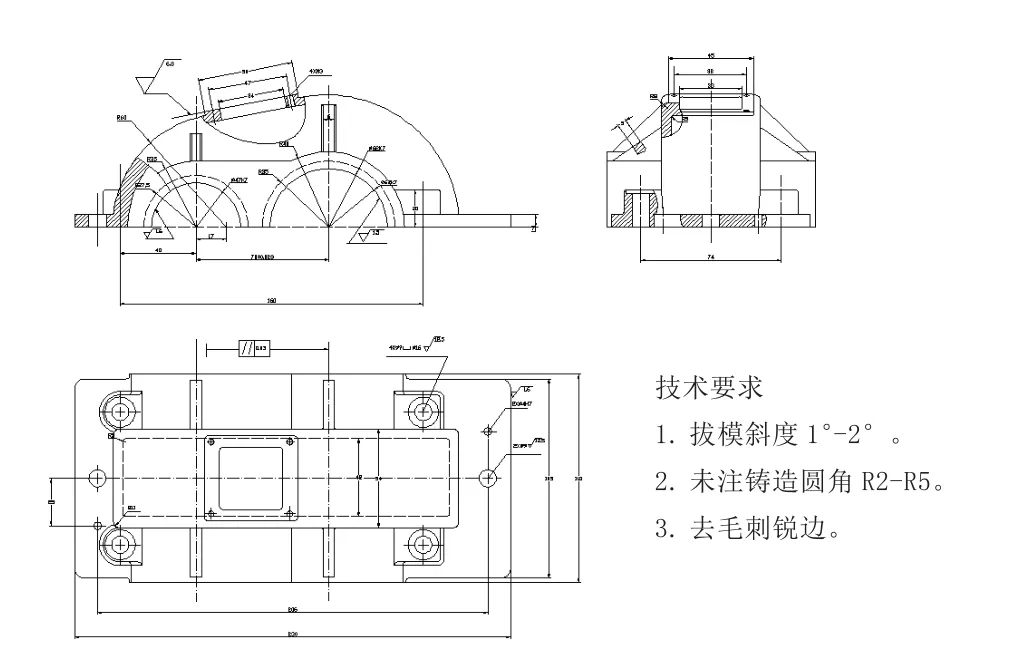
圖5 減速器箱蓋CAD圖
對減速器箱蓋進行三維建模得到結果如圖6~8所示。
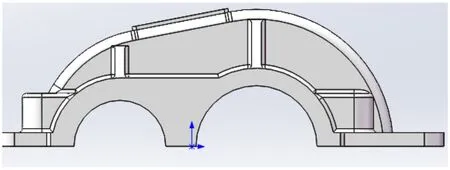
圖6 箱蓋建模完成后的主視圖
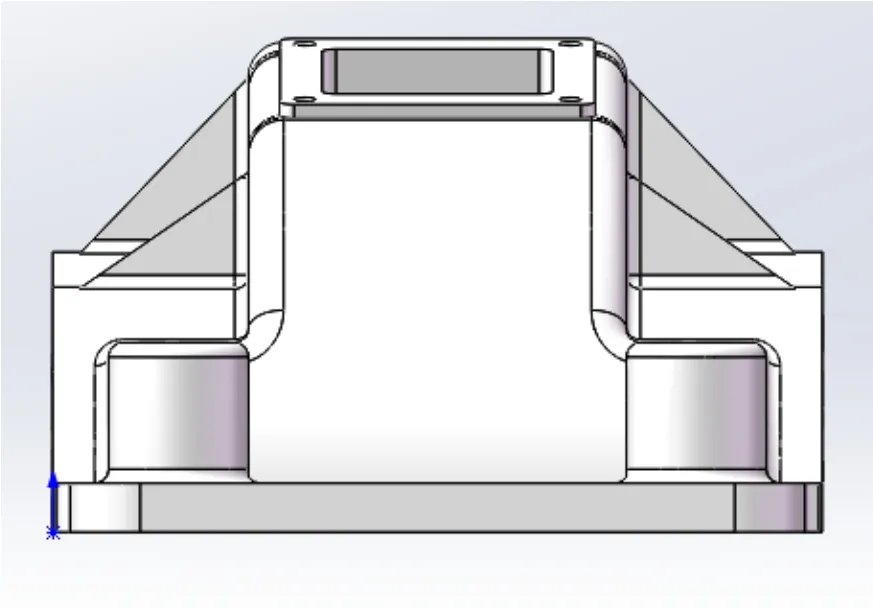
圖7 箱蓋建模完成后的左視圖
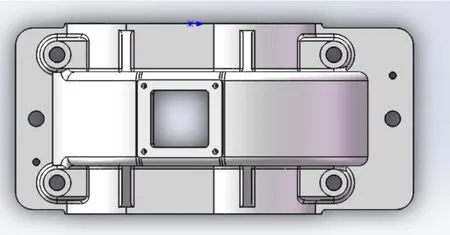
圖8 箱蓋建模完成后的俯視圖
2 減速器箱體箱蓋加工工藝設計與分析
2.1 減速器箱體的工藝設計
2.1.1 減速箱體技術要求
零件圖上主要技術要求為:表面粗糙度見附圖(減速器箱體),拔模斜度3°~5°,未注鑄造圓角R3~R5。
2.1.2 零件的材料
工件生產類型為小批量生產。由零件圖要求箱體零件材料選擇為HT200,考慮到零件形狀復雜、有腔型、機械性能、壽命與批量及制造精度要求,可選擇砂型鑄造,以提高毛坯精度,減少加工余量。
2.1.3 毛坯的選擇原則
毛坯的選擇原則主要表現在以下幾點:第一,工藝性原則;第二,適應性原則;第三,生產條件兼顧原則;第四,經濟性原則;第五,可持續性發展原則。
2.2 減速器箱體的工藝分析
2.2.1 加工
(1)粗加工。迅速切除大量余料,刀具需要有足夠的強度,要根據工件材料要求、零件外形尺寸及毛坯尺寸,考慮選擇一把直徑較大的刀具。
(2)半精加工。為去除多余材料,使精加工時余量變得均勻,選擇刀具時,必須考慮刀具是否能承受粗加工的余料強度,防止斷刀現象,同時又不會留下太多余料導致后續精加工困難。因此,選擇多把刀具,根據要求尺寸選擇銑刀。
(3)精加工。精加工需達到要求的尺寸精度和表面精度,且同時要求高效率,因此,選擇刀具時,需要考慮刀具強度和是否會留有殘料或過切。
2.2.2 切削速度
切削速度的主運動是線速度,提高切削速度是提高生產效率的一個重要措施,其計算公式為Vc=3.14dn/1000。
2.2.3 進給速度
進給速度根據零件表面粗糙度、加工精度、零件材料、刀具來進行選擇。Vf=nzfz,其中,n為主軸轉速,z為刀具齒數,fz表示進給量。
2.2.4 背吃刀量
一般留一定的余量進行精加工,盡量選用大的背吃刀量,以提高生產效率。若主運動為直線運動的銑削,則其背吃刀量為ap=Hw-Hm(Hw表示待加工表面直徑,mm;Hm表示已加工表面直徑,mm)。若為鉆孔,則背吃刀量為ap=dm/2。
2.2.5 主軸轉速
主軸轉速依據零件加工部位直徑,刀具、材料等條件允許的切削速度確定。根據毛坯直徑利用公式,單位r/mn:N=1000Vc/3.14D(Vc為切削速度單位m-mn,D為刀具直徑)。
2.3 減速器箱蓋的工藝設計
2.3.1 技術要求
本箱蓋材料要求HT200,粗糙度要求詳見圖5的減速器箱蓋CAD圖。
2.3.2 分析
由零件圖可知,零件的表面由平面、曲面和型腔組成,沒有非常規的幾何界面,因此,選則與箱體相同的數控加工方法即可。
3 減速器箱體的數控加工模擬仿真
打開UG NX8.5,點擊打開圖標,選擇建模完成的箱體文件,進入加工仿真模式。
箱體上表面曲面凹槽采用“切削模式”,選擇“跟隨部件”,“刀具平直百分比”輸入“50”,輸入主軸轉速“1200”,進給率“120”,精銑時,設定主軸轉速“1600”,進給率“80”,選擇的切削區域如圖9所示。

圖9 箱體上表面曲面凹槽模擬加工切削區域效果圖
設定主軸速度“4000”,進給率“120”,創建直徑為10mm的面銑刀,刀刃長度輸入70,切削速度“150”,單擊“生成”,得到結果如圖10所示。
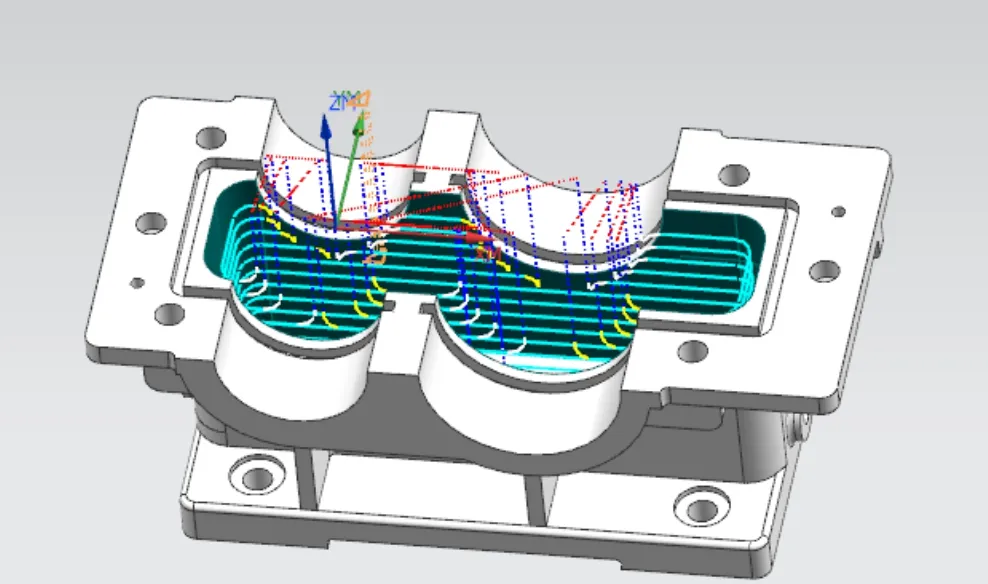
圖10 箱體內壁模擬加工刀具路線圖
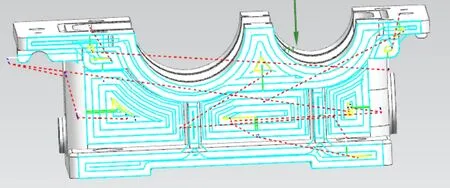
圖11 箱體外側面模擬加工刀具路線圖
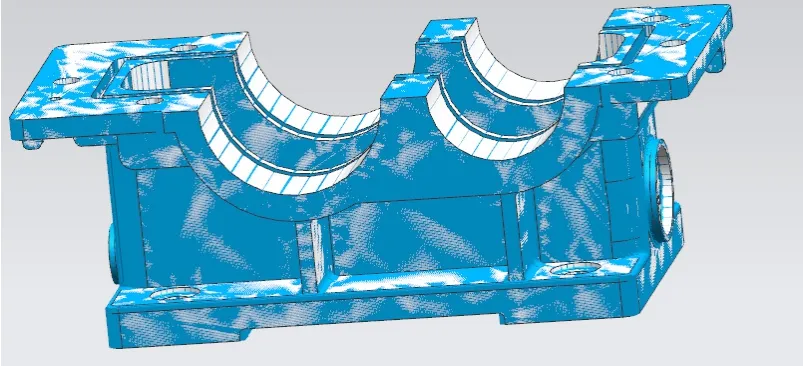
圖12 箱體模擬加工完成效果圖
箱體外側壁模擬加工刀具路線采用直徑為10mm的面銑刀,刀刃長度輸入80,主軸轉速輸入“3200”,進給率“120”,得到結果如下圖11所示。
最終完整仿真演示,如圖12所示。
4 結論
通過使用SolidWorks和UG,分別對減速器箱體和箱蓋進行三維建模與數控加工模擬仿真。減速器箱體和箱蓋零件都是毛坯鑄造成形后直接數控加工而成,加工中使用了平面銑削、手工面銑削、深度輪廓加工,固定軸曲面輪廓銑。若是普通機床加工,則工序分散,生產周期長,占用設備多,生產效率及生產成本都較高。由UG模擬加工,輸出程序,可以大大減少工件裝夾,刀具的變換也較少。由數控機床加工,工時也大大變短。
[1]秦國華.機械制造技術基礎[M].北京:高等出版社,2011.
[2]北京兆迪科技有限公司.UG NX8.5數控加工教程[M].北京:機械工業出版社,2013.
[3]艾云龍.工程材料及成型技術[M].北京:科學出版社,2007.
[4]晏初宏.數控加工工藝與編程[M].2版.北京:化學工業出版社,2010.
[5]楊興駿,李碩跟.互換性技術與測量[M].北京:中國質檢出版社,2012.
[6]聶秋根,陳光明.數控加工實用技術[M].北京:電子工業出版社,2003.
Design of Three Dimensional Modeling and Process Design for Reducer Box Cover
MIAO Xirong
(Huaiyin Jiangsu Business School,huaian 223005)
With the development of computer science and technology, the application of the com puter has been expanding, and the computer software simulation technology has been widely used in the field of m echanical processing. Simulation is the most effective method to simulate the complex dynamic objects, and it can predict the problems that may occur in real time, and shorten the design and manufacturing cycle. In this paper, the threedimensional CAD model of the box cover parts of the reducer is e stablished, and the machining process of the box cover is analyzed, and the NC machining process is formulated. Using UG software of numerical control machining s imulation module, the reducer box cover parts of the numerical control machining simulation, using UG in the postprocessing command, generate NC machining program.
CAD modeling,process planning,NC machining simulation
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
