深冷空分塔故障與維修
2015-12-14 03:57:12彭文莉
設備管理與維修 2015年7期
關鍵詞:設備
彭文莉
(陜西天宏硅材料有限責任公司 陜西咸陽)
一、設備概況及故障情況
空冷塔型號KDN1500/120Y,產氣量1500 m3/h,液氮產量為120 L/h。2009年3月調試合格后投入生產。運行近4年時間,連續穩定為全廠各單元提供高純度氮氣,2012年12月設備運行過程中,制氮站設備操作人員發現塔冷箱表面出現多處結霜現象,主要分布在塔泄砂孔法蘭表面、氣動電磁閥根部、儀表柜西側接縫、冷箱外壁上部共4處,見圖1。
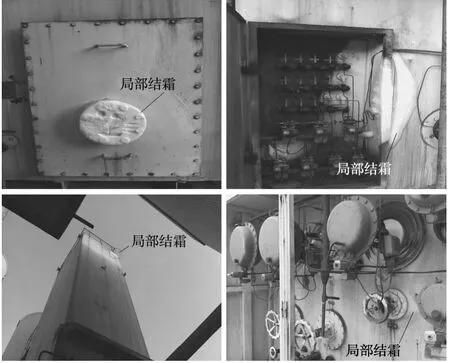
圖1 空分塔局部結霜情況
二、原因分析
針對結霜現象,分別對各處結霜點進行檢查,通過對冷箱頂部檢查,發現冷箱上部結霜是由于設備長時間運行,冷箱內部珠光砂下沉,失去隔冷層而導致頂部出現空隙后在設備表面吸熱而結霜。其他3處,由于未打開設備,初步判斷是由塔內管路泄漏,導致冷量損失過多,最大可能是膨脹機進口法蘭處漏出的冷氣,使得周圍的珠光砂吸濕,影響了保溫效果,導致塔內冷量與外界熱交換,從而產生結霜現象。需打開空分塔后進一步查找證實,對此,做詳細維修方案。
三、開展維修
由于空分塔內的所有設備和管路都在冷箱里邊,而冷箱內部的空隙全都由珠光砂填滿,要找出漏點是一項繁雜而龐大的工程,必須先把冷箱內部的珠光砂全部扒出后才能進行檢漏工作。
1.裝置加溫、靜置、扒砂
在確保了安全性和檢修材料準備齊全的情況下,開始對該裝置進行扒砂。首先對空分塔加溫吹除,確保塔內珠光砂無結塊并變為松軟狀態,防止扒砂過程中頂部結塊的珠光砂突然落下砸壞塔內精細管道和儀表,打開膨脹機出口閥和加溫閥,關閉膨脹機進口閥和吹除閥,進行加溫,塔內溫度逐漸上升為6℃,同時為了縮短時間,人工對塔頂結塊較大的珠光砂進行破碎并搬出。然后進行扒砂工作,對塔內珠光砂清理干凈。
2.維修
(1)初步對塔內進行打壓、檢漏。在檢漏過程中,發現膨脹機進口法蘭片上部有氣體漏出(圖2),其余管道未發現有漏氣現象。通知儀表人員,對塔內所有的鉑熱電阻和差壓變送器進行校驗。

圖2 膨脹機進口法蘭處
(2)對開車旁通閥的進出口管道進行改動并重新焊接,解決跑冷問題。檢查2臺膨脹機進口處法蘭的密封面有無損壞,并更換墊片。對塔內所有管道包括法蘭處進行多次打壓、檢漏,重新焊接的地方發現有漏點并進行修復,其他位置未發現漏點。
(3)對冷箱氣動閥門內的保溫材料進行更換,避免閥門根部結霜現象。對冷箱內精餾塔4個方向進行垂直度檢測,差值0.5~1.5 mm,屬正常范圍。對裝置進行裸冷,并再次分兩組人員進行檢漏,未發現漏點。
3.回裝
將新購的珠光砂裝入塔內。在裝砂前,可檢測廢舊的珠光砂含水率,結果為45%(正常含水率標準為0.5%~1%),超出合格范圍,不能重復利用。將吊裝珠光砂所需的工具安裝到位。對新到的珠光砂檢測含水率,結果為0.09%。對冷箱周圍有縫隙的地方用玻璃膠進行密封,以防止跑冷。對塔內所有螺栓進行緊固。
4.試運行
對設備進行加溫吹掃,直至露點達到-70℃。4月7日上午開車,一直連續運行到4月19日,經測試,設備運轉良好,氮氣各項指標正常,冷箱周圍未發現此前的結霜現象。并且在開車過程中,塔底積液時間比檢修前減少2~3 h,調純時間縮短,電損耗降低。
四、總結
在購買珠光砂時,一定要去廠家驗貨,驗貨合格后才能裝運。否則保溫效果差的話,必須重裝,延誤生產。裝填珠光砂時,選用卷揚機吊裝方案,既減少了員工的工作強度,又提高了裝填效率,還有就是在塔頂選擇安裝支架的位置要適合安裝,并焊接加固牢靠。
通過對漏點位置分析,得出冷箱下部結霜的主要原因,而對于膨脹機進口處法蘭漏氣的原因,主要是在安裝調試過程中,配對螺栓沒有擰緊,導致法蘭面受力不均勻,雖然調試過程中沒有發現漏點,但隨著裝置長時間運行,該處墊片由于受力的關系,墊片被壓壞,氣體順著墊片壞的部位跑出,在帶著周圍珠光砂旋轉,時間久了,將法蘭沖出一個凹槽,形成漏點。另外,檢修工作之前充分分析故障原因,合理制定檢修方案,確保檢修工作有序進行。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00