F91閥體材料的焊接工藝研究
2015-12-11 00:34:22楊石東
電站輔機(jī) 2015年3期
楊石東
(上海希希埃動力控制設(shè)備有限公司,上海 200090)
0 概 述
隨著發(fā)電技術(shù)的不斷進(jìn)步,600MW以上的超臨界、超超臨界機(jī)組已經(jīng)成為主力機(jī)組。發(fā)電機(jī)組啟停時,旁路閥門在控制蒸汽壓力、保護(hù)再熱器安全等方面發(fā)揮著重要作用。國內(nèi)首個660MW超臨界汽輪機(jī)旁路閥門已研制成功,該旁路閥門采用了F91鍛件作為閥體材料。
1 材料性能
對9Cr1Mo鋼進(jìn)行改良后所得的新穎材料即為F91材料,在常溫或610℃以下工況時,F(xiàn)91具有優(yōu)良的力學(xué)性能,該材料還有良好的加工工藝性能。在高溫工況下,F(xiàn)91的晶體組織相對穩(wěn)定,具有較高的持久強(qiáng)度和高溫蠕變強(qiáng)度。F91鋼屬于馬氏體合金耐熱鋼,正火狀態(tài)下為馬氏體,回火狀態(tài)下為貝氏體+鐵素體,材料中含有少量的Nb、V等合金元素,可使材料的晶體組織細(xì)化,提高了材料的強(qiáng)度及韌性。F91的化學(xué)成分,如表1所示。材料的力學(xué)性能指標(biāo),如表2所示。

表1 材料的化學(xué)成分 (%)
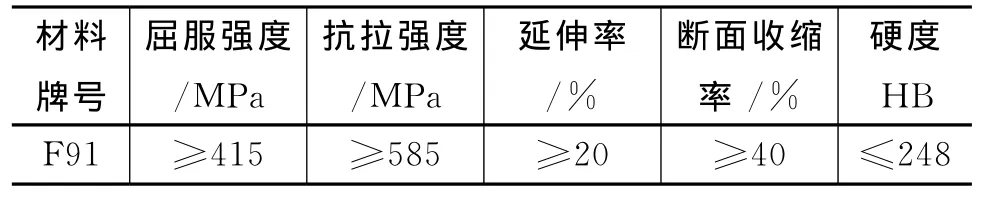
表2 材料的力學(xué)性能指標(biāo)
碳當(dāng)量計(jì)算法是一種根據(jù)合金元素的含量評定材料冷裂紋敏感性的方法。根據(jù)國際焊接學(xué)會(IIW)推薦的公式,F(xiàn)91的碳當(dāng)量為:

計(jì)算得Ceq值為2.13%,遠(yuǎn)大于0.6%,可見F91材料具有較大的淬硬傾向,因此該材料的可焊性差。F91材料在正火及焊接狀態(tài)下極易轉(zhuǎn)變?yōu)轳R氏體,焊后易出現(xiàn)裂紋、晶粒不均勻、塑性下降等問題。焊接F91材料時,應(yīng)采用較高的預(yù)熱溫度,及時進(jìn)行焊后熱處理,并需采取嚴(yán)格的工藝措施,才能避開形成馬氏體及轉(zhuǎn)變溫度區(qū)域,獲得鐵素體+貝氏體組織,防止材料冷裂紋的產(chǎn)生。
2 閥體焊接接頭
旁路閥門應(yīng)用于超臨界汽輪機(jī)機(jī)組,承受高溫高壓,所以對閥體焊縫的焊接質(zhì)量要求高。在閥體與組件焊接結(jié)構(gòu)中,閥體與進(jìn)口管的連接焊縫是較重要的焊縫。設(shè)計(jì)時,采用了全焊透對接焊縫形式,焊后要求進(jìn)行100%射線探傷檢查。閥體焊接接頭形式,如圖1所示。閥體焊接的難點(diǎn)在于結(jié)構(gòu)形狀不規(guī)則,不易實(shí)現(xiàn)自動化施焊,只能采用手工電弧焊施焊,不易控制焊縫的背面成形,焊縫的質(zhì)量難以保證。
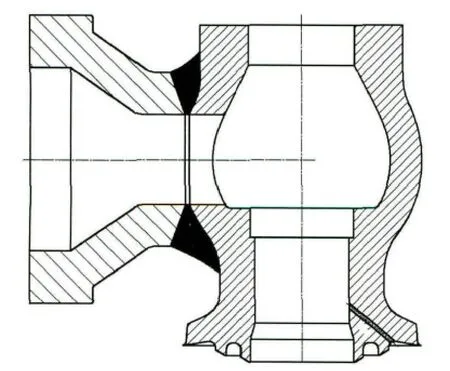
圖1 閥體焊接結(jié)構(gòu)簡圖
3 焊接工藝評定
閥體是承載高溫高壓特種設(shè)備的受壓元件,其焊接接頭所用的焊接工藝,必須需按照標(biāo)準(zhǔn)要求進(jìn)行焊接工藝評定,評定合格后方可使用。工藝評定后確定的焊接參數(shù),可作為編寫焊接工藝規(guī)程的依據(jù)。
3.1 焊接接頭
為獲得性能合格的焊接接頭,同時也為了適應(yīng)閥體的焊接結(jié)構(gòu),焊接評定采用了對接焊縫形式,并選用厚38mm的F91鍛件作為焊接工藝評定所用的母材,保證可覆蓋閥體需要的焊接厚度和焊縫形式。焊接工藝評定選用的焊接接頭形式,如圖2所示。

圖2 焊接接頭形式
3.2 焊接材料
根據(jù)化學(xué)成份相近、等強(qiáng)度匹配原則,TIG焊選用ER90S-B9焊絲,焊條電弧焊采用E9015-B9焊條。焊材的化學(xué)成分,如表3所示。焊材的力學(xué)性能參數(shù),如表4所示。

表3 焊材化學(xué)成分 (%)
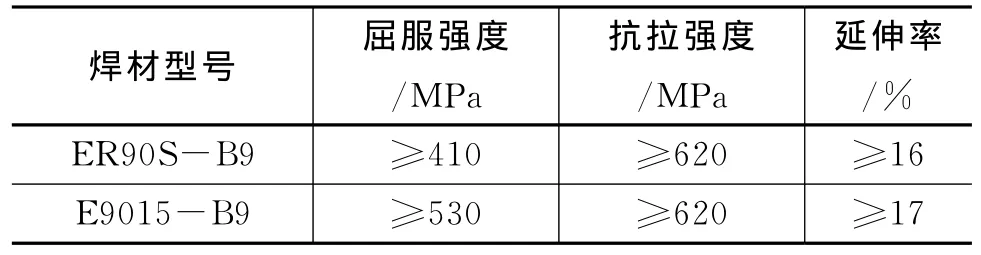
表4 焊材力學(xué)性能
3.3 預(yù)熱及焊后熱處理
為防止焊后產(chǎn)生冷裂紋,對F91材料的焊接,需采用較高的預(yù)熱溫度,焊后進(jìn)行去應(yīng)力退火處理。在焊接工藝評定時,選用的最低預(yù)熱溫度不小于200℃,最大層間溫度不大于300℃。焊后熱處理的加熱速度和降溫速度,按標(biāo)準(zhǔn)要求不得超過150℃/h。焊后熱處理時的保溫溫度為760±15℃,保溫時間不少于4h。通過熱處理消除焊縫的焊接應(yīng)力,使材料的晶粒均勻化。焊接工藝評定時所選的焊后熱處理工藝,如圖3所示。

圖3 焊后熱處理工藝圖
焊接F91閥體時,應(yīng)利用遠(yuǎn)紅外溫控儀進(jìn)行溫度測定,嚴(yán)格控制預(yù)熱溫度、層間溫度。F91鍛件的焊后熱處理是閥體加工工藝中的重要環(huán)節(jié),拼接焊縫的韌性與焊后熱處理狀態(tài)密切相關(guān)。焊后熱處理對降低焊接接頭的殘余應(yīng)力,改善焊縫金屬的組織與性能,對焊縫金屬的最終質(zhì)量起決定性作用。
3.4 焊接工藝參數(shù)
焊接工藝評定時,采用了氬弧焊打底焊,為保證背面焊縫不被氧化,在焊縫背面充氬氣進(jìn)行保護(hù),氬氣流量15~20L/min。氬弧焊后,采用手工電弧焊填充和蓋面的焊接方式,焊接工藝參數(shù),如表5所示。
3.5 理化試驗(yàn)及評定結(jié)果
根據(jù)ASME IX和NB/T47014標(biāo)準(zhǔn)中的要求,對工藝評定試件進(jìn)行理化試驗(yàn),取2個拉伸試樣,4個側(cè)彎試樣。經(jīng)試驗(yàn)測定,焊接工藝評定合格。拉伸試驗(yàn)的結(jié)果,如表6所示。側(cè)彎試驗(yàn)的結(jié)果,如表7所示。
4 焊接工藝實(shí)施
閥體與進(jìn)口管的焊縫不易實(shí)現(xiàn)自動焊接,主要采用手工焊條電弧焊進(jìn)行焊接。為確保焊接質(zhì)量,常使用背面鏜焊根的方式清理焊根。
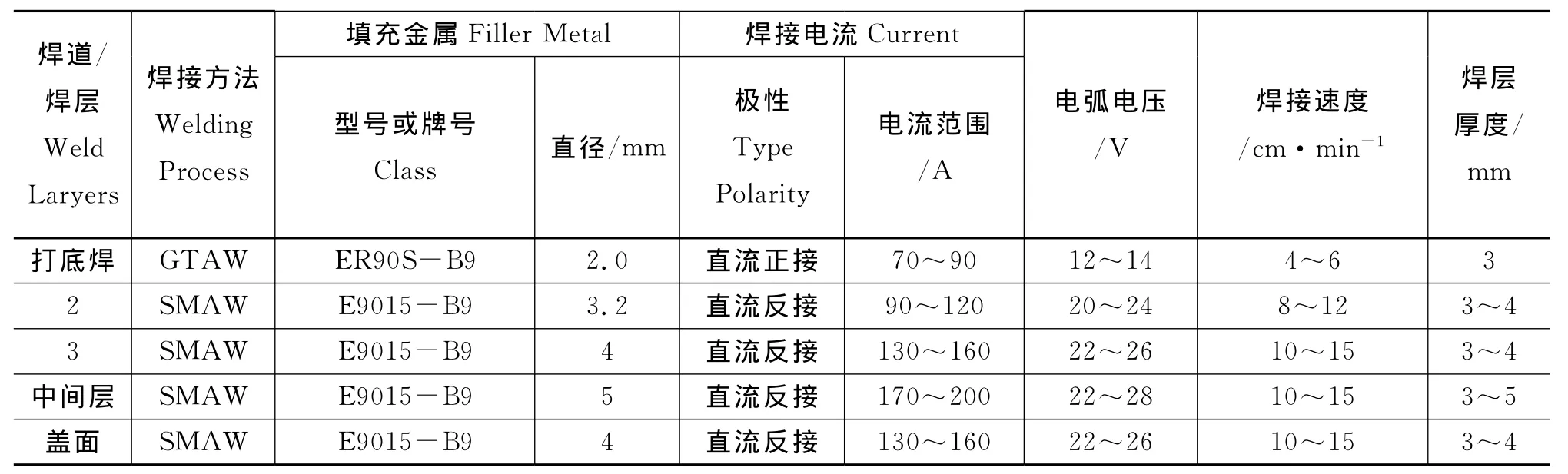
表5 F91鍛件焊接評定工藝參數(shù)
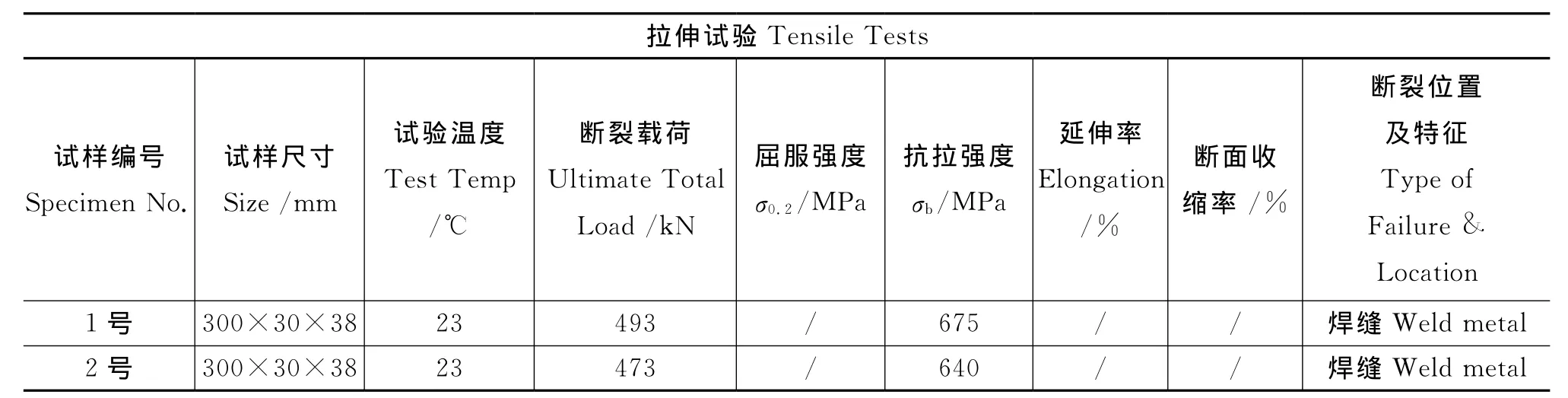
表6 拉伸試驗(yàn)結(jié)果
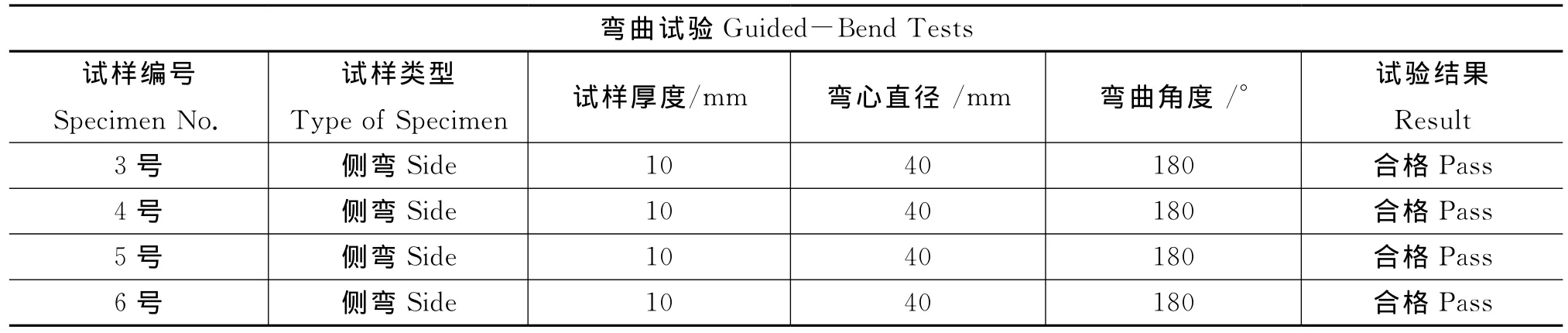
表7 側(cè)彎試驗(yàn)結(jié)果
4.1 焊前準(zhǔn)備
(1)為保證焊條處于低氫狀態(tài),防止冷裂紋的產(chǎn)生,焊條必須在350~400℃下經(jīng)過1h的烘干處理。施焊前,需放在80~120℃的保溫筒內(nèi),隨取隨用。
(2)焊前,必須嚴(yán)格清理坡口及兩側(cè)20mm范圍內(nèi)的油污、鐵銹等雜質(zhì),直至露出金屬光澤,防止焊接時產(chǎn)生氣孔和裂紋。
(3)檢查氣路是否暢通,焊機(jī)設(shè)備及附件應(yīng)處于良好狀態(tài)。
4.2 焊接工藝過程
4.2.1 焊接工序
閥體與進(jìn)口管的裝焊工序:擺搭裝配→預(yù)熱→施焊(SMAW)→焊后消氫處理→外觀檢查→去應(yīng)力退火→鏜焊根→射線探傷。
4.2.2 工藝過程要求
(1)預(yù)熱后,用手工電弧焊進(jìn)行施焊,采用小規(guī)范參數(shù)進(jìn)行焊接,用?4.0mm焊條焊接第一層,隨后可用?5.0mm焊條施焊。
(2)焊接過程中,注意起弧和收弧的位置,收弧時電弧衰減,盡量減小弧坑。焊接下一道焊層時,將接頭處打磨成坡口狀。再次起弧時,應(yīng)進(jìn)行充分熔合,防止裂紋的產(chǎn)生。
(3)采用多層多道焊,層間溫度控制在200~300℃,必要時,可用遠(yuǎn)紅外測溫儀進(jìn)行測溫。
(4)連續(xù)施焊直至焊妥,盡量不要中斷焊接。中斷焊接或焊接結(jié)束后,應(yīng)立即進(jìn)行350℃保溫2h的消氫處理。消氫處理前,焊縫區(qū)域溫度不得低于120℃。
(5)若在熱處理升溫過程中斷電,則應(yīng)重新啟動,按設(shè)定的升溫速度進(jìn)行熱處理。恒溫時斷電,在重新啟動時,若溫度在380℃以上,可按設(shè)定溫度繼續(xù)升溫?zé)崽幚恚魷囟纫呀抵?80℃以下,則應(yīng)重新進(jìn)行熱處理。在熱處理過程中出現(xiàn)異常情況后,必須進(jìn)行硬度檢測。升溫和降溫速度應(yīng)≤150℃/h。
(6)焊接過程中,需嚴(yán)格控制預(yù)熱溫度及層間溫度,不能超過Ms點(diǎn)。焊接采用小的熱輸入,多層多道焊,避免應(yīng)力集中。
(7)焊后熱處理時,嚴(yán)格控制升溫和降溫速度,并確保電源不間斷。
4.3 施焊難點(diǎn)及措施
根據(jù)設(shè)計(jì)圖紙的閥體焊接接頭形式,要獲得合格的焊縫,只能采用單面焊雙面成形的焊接方式,施焊的難度較大,也不易控制焊接質(zhì)量。為降低施焊難度,進(jìn)行工藝加工時,對焊接接頭進(jìn)行適當(dāng)改進(jìn),改進(jìn)后的焊接接頭形式,如圖4所示。在機(jī)加工時,預(yù)先在余量中加工了焊接襯墊,待焊妥后,采用機(jī)加工去除背面焊根和襯墊,實(shí)現(xiàn)焊縫的背面清根,改善了焊縫背面成形,大大提高了產(chǎn)品焊縫質(zhì)量,保證了焊縫射線探傷合格率。

圖4 改進(jìn)后焊接接頭(帶襯墊)
4.4 檢驗(yàn)要求
(1)外觀檢查
在每道或者每層焊縫焊完后,要求進(jìn)行100%的目視檢查,如發(fā)現(xiàn)有缺陷,應(yīng)及時清除,絕不允許不合格的焊縫進(jìn)入下道工序。
(2)射線探傷
熱處理完成后,再進(jìn)行鏜焊根加工,然后對焊縫進(jìn)行100%射線探傷,不合格焊縫的返修次數(shù)及熱處理次數(shù),不得超過2次。在全過程的質(zhì)量控制中,最好不要產(chǎn)生超標(biāo)的缺陷。
5 結(jié) 語
(1)通過分析可知,F(xiàn)91鍛件焊接時,需考慮的問題是防止在焊接及熱處理過程中馬氏體化及晶粒粗大,防止產(chǎn)生冷裂紋及材料的韌性下降。
(2)通過焊接試驗(yàn),采用小參數(shù)多層多道焊接方式,保證了材料晶粒的細(xì)化。同時,需控制升溫和降溫速度,控制層間溫度并延長熱處理保溫時間,可確保焊縫具有較好的沖擊韌性。
(3)按照標(biāo)準(zhǔn)中的要求進(jìn)行了焊接工藝評定,嚴(yán)格控制施焊過程。同時,還在閥體與進(jìn)口管的連接形式中,設(shè)計(jì)了焊接襯墊,利用機(jī)加工進(jìn)行背面清根,降低了施焊難度,提高了焊縫的背面質(zhì)量。國內(nèi)首個660MW超臨界汽輪機(jī)旁路閥門已制造完成,產(chǎn)品質(zhì)量符合標(biāo)準(zhǔn)的要求,開啟了國內(nèi)汽輪機(jī)旁路閥門制造的新篇章。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
