自動高能微弧火花表面冶金處理機電極控制器研究
2015-12-05 05:54:55張存來
機械工程與自動化 2015年6期
關鍵詞:檢測
張存來
(忻州職業技術學院,山西 忻州 034000)
自動高能微弧火花表面冶金處理機電極控制器研究
張存來
(忻州職業技術學院,山西 忻州 034000)
介紹了高能微弧火花表面冶金處理機自動電極控制器的研制,實現了金屬表面處理機由手動操作到自動的轉變,初步解決了制約這一技術推廣應用的瓶頸問題。通過采集和分析電火花放電間隙的電壓、電流脈沖,實現了連續、穩定的放電控制。通過現場試驗、調試 ,驗證了此電極控制器能夠很好地連續、穩定工作,實現了對平面工件、坡面工件和多種花樣圖案工件的強化與修復。
金屬表面;電極控制器;火花放電;冶金處理機
1 概述
全自動高能微弧火花表面冶金處理機是利用高頻電火花放電原理,對金屬零部件磨損后的表面進行無熱堆焊修復,也可以利用強化功能對金屬零部件表面進行強化處理,以實現零部件的耐磨性、耐熱性和耐蝕性等[1]。
隨著金屬表面修復、強化技術的不斷發展及應用,越來越多的高端精密表面強化、修復儀器投入市場,其中利用高頻電火花放電原理的金屬表面強化修復機應用也較多。然而,目前國內市場上所出現的該類型強化修補機都不是全自動機器,如在進行金屬表面鍍層修補時,需要人工手持焊槍來操作,大大降低了修補的效率,浪費時間和人力;另外,人工手動操作具有很大的不穩定性,這也影響了金屬修復、強化鍍層的工作質量。因此,研制該表面冶金處理機的電極控制器,使其具有全自動化性,對實際生產加工具有現實的意義。
全自動高能微弧火花表面處理機系統結構示意圖如圖1所示。它由步進電機帶動的工作槍、XY工作臺、火花發生器和電極控制器組成。信號的采集分析是電極控制的基礎,起著關鍵的作用,關系到儀器能否可靠穩定運行。
2 放電波形采集系統
設備對金屬表面處理過程控制的好壞是影響強化質量和處理能否正常進行的關鍵,無論哪種先進的控制技術,都要以先進的檢測環節為基礎,而且設計的關鍵也在于檢測參數的選擇及其檢測環節的設計。
以放電電極能否在工件表面實現連續穩定放電為目的來設計檢測控制環節。目前關于間隙放電狀態的檢測,國內外研究人員提出了幾種方法,主要有射頻信號檢測、間隙平均電壓檢測、擊穿延時檢測、放電狀態時間百分數檢測和壓下力檢測等[2-6]。
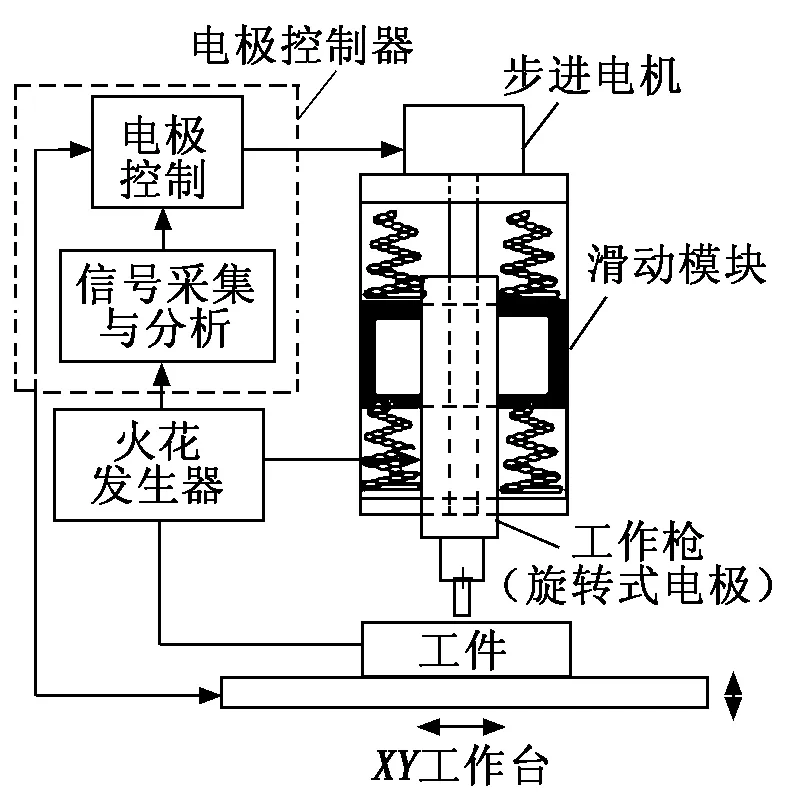
圖1 全自動高能微弧火花表面處理機系統結構示意圖
對于不同的放電電路,需要采用與之相適應的檢測電路。用示波器對本放電設備的電極放電波形進行觀察,發現其與文獻上的理想化波形描述有差別。為了選擇出最適合的檢測方法,組建了LabView數據采集系統進行現場數據采集,其原理圖如圖2所示。其中,電阻R1與R2組成分壓電路(分壓比為100∶1),用于檢測放電間隙電壓值;電流傳感器和電阻Ri(12 Ω)用于檢測放電間隙電流,電流傳感器的匝數比為1 000∶1。
3 放電波形采集與數據分析
采用上述數據采集系統對可控硅后的放電波形在不同電壓、不同頻率下分別進行了采集分析,放電脈沖通過可控硅觸發控制,可控硅后為放電的直接測量點。通過對放電波形進行分析,可以得到空載、過載和正常放電時的波形圖。
3.1 空載
空載時的放電波形如圖3所示。電壓為脈沖序列,其脈沖幅值在40 V~55 V范圍內,而電流的幅值很小,所以可以將空載時的狀態等效成只有電壓脈沖而沒有電流脈沖。

圖2 數據采集系統原理圖
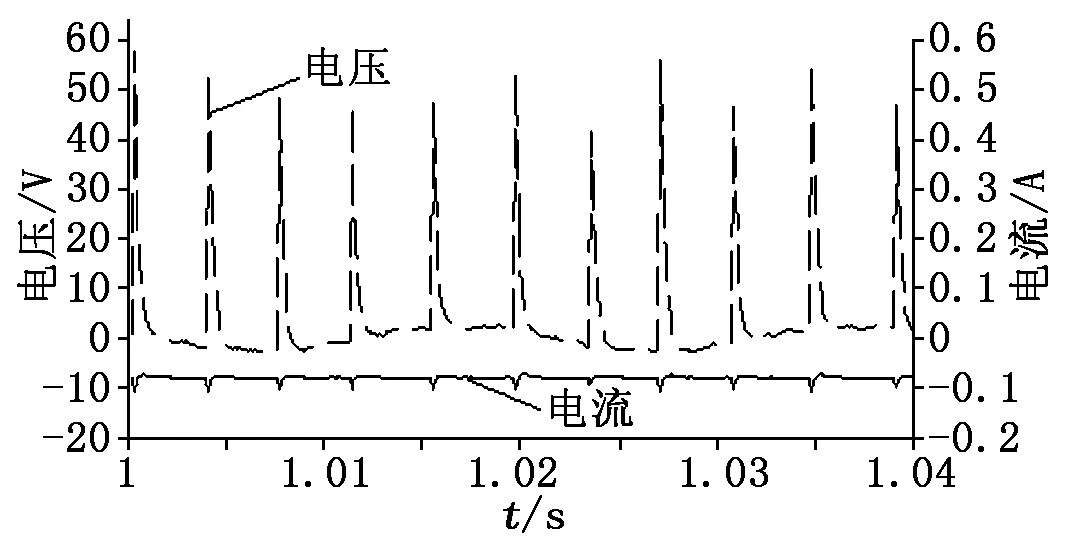
圖3 空載時的放電波形
3.2 過載
過載時的放電波形如圖4所示。電壓的幅值幾乎為零,雖然電流波形是周期為0.01 s(100 Hz)的有規律波形,但是其幅值很小,因此,將過載時的狀態等效成既沒有電壓脈沖,也沒有電流脈沖。
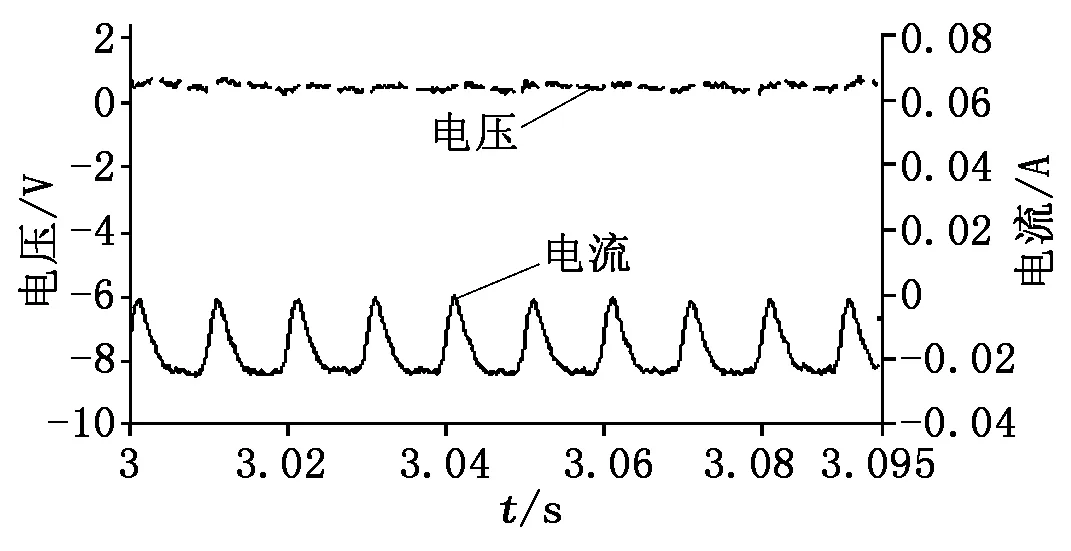
圖4 過載時的放電波形
3.3 火花放電
火花放電時的放電波形如圖5所示。火花放電時,每一個電壓脈沖都將有一個電流脈沖與之相對應,雖然相比較之下電壓的幅值遠小于電流的幅值,但是此狀態下電壓脈沖的幅值與空載時的電壓脈沖的幅值相接近,所以將火花放電時的狀態等效成既有電壓脈沖,又有電流脈沖。
4 檢測與控制方案
根據上述分析,可以通過檢測電壓、電流的脈沖數(計數器計數方式)來確定放電狀態的好壞。選擇合適的電壓、電流幅度閾值,用兩個計數器分別記錄下電壓
脈沖數(空載和火花放電時的脈沖個數)和電流脈沖數(火花放電時的脈沖個數)。當只有電壓脈沖而沒有電流脈沖時,處于空載狀態,電極應向下運行接近工件;當既沒有電壓脈沖又沒有電流脈沖時,處于過載狀態,電極應向上運行離開工件;當既有電壓脈沖又有電流脈沖時,是火花放電狀態,電極位置合適,保持原位不動。脈沖計數控制電路方框圖如圖6所示。
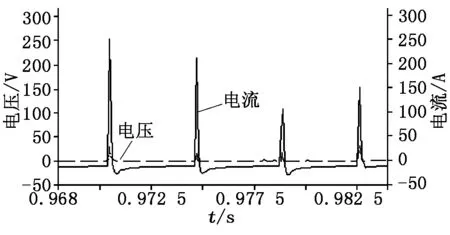
圖5 火花放電時的脈沖波形
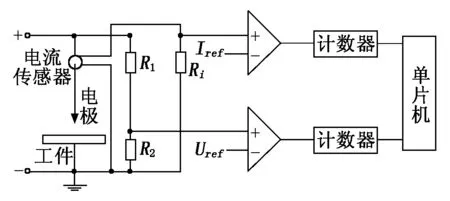
圖6 脈沖計數控制電路方框圖
5 結論
本文所研制的電極控制器,在中國科學院金屬研究所研制的3H-ES-A5000自動表面冶金處理機上進行了大量的試驗。在試驗中,該電極控制器工作穩定,對于平面以及曲面工件都能夠實現連續穩定地放電,加工出的試樣工件的表面鍍層均勻連續,能滿足實際生產需要。
[1] 羅成,董仕節,熊翔,等.電火花沉積表面處理技術的應用進展[J].表面技術,2009,38(4):53-56.
[2] 王東生,王茂才,鄒躍歧,等.電火花表面強化處理研究進展[J].航空維修與工程,2003(4):36-37.
[3] 朱世根,施群,顧偉生,等.電火花表面強化工藝及設備[J].機械設計與制造,2002(6):80-81.
[4] 霍孟友,張建華,艾興.電火花放電加工間隙狀態檢測方法綜述[J].電加工與模具,2003(3):17-20.
[5] Levashov E,Kudryashov A,Kharlamov E,et al.Formation of FGM coating by the new method of thermoreactive electrospark surface strengthening[J].Materials Science Forum,1999(6):308-311,262-270.
[6] Alexander V.The use of bipolar current pulses in electrospark alloying of metal[J].Surface and Coatings Techno-logy,2003,168:129-135.
Automatic Electrode Controller for Micro-arc High-energy Spark Surface Metallurgy Processor
ZHANG Cun-lai
(Xinzhou Vocational & Technical College, Xinzhou 034000, China)
This paper introduced the development of an automatic electrode controller for high-energy micro-arc spark surface metallurgy processor. By use the controller, the change from manual to automatic repair and reinforcement of metal parts wear surface is realized, so that the bottleneck problems of restricting this technology popular has been preliminarily solved. Through the sampling and analysis of the voltage pulse and current pulse of the spark discharge gap, the continuous and stable discharge control is realized by the electrode controller. The experiment and debugging show that the electrode controller works continually and stably and the repair of the surface of metal parts is realized.
metal surface; electrode controller; spark discharge; metallurgy processor
1672- 6413(2015)06- 0161- 02
2015- 09- 21;
2015- 11- 02
張存來(1956-),男,山西定襄人,副教授,本科,主要從事金屬材料加工工藝研究。
TP273
A
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
