石油管線用埋弧焊絲鋼H08MnMoTiB的研制
2015-12-04 10:53:08李田茂赫英利于海嘯侯鐵剛
鞍鋼技術 2015年4期
關鍵詞:工藝
李田茂,赫英利,于海嘯,侯鐵剛
(本鋼集團北營煉鋼廠,遼寧 本溪 117000)
近年來,我國埋弧焊絲鋼發展速度較快,其用量越來越大,因此埋弧焊絲用盤條的市場需求量迅速增加。H08MnMoTiB作為高端的石油管線用埋弧焊絲,其焊接用鋼盤條在生產過程中不僅容易出現鑄坯裂紋、澆注過程絮流、拉拔斷絲等問題,而且對其焊接性能、致密度等均有較高要求[1]。為了填補焊絲鋼系列中缺少高端產品的空白,本鋼集團北營煉鋼廠對該焊接用鋼盤條進行了重點開發。
1 成分性能要求及工藝路線
試制石油管線用埋弧焊絲化學成分標準見表1。
采用的工藝路線:鐵水預處理(脫S、扒渣)—120 t轉爐(頂底復吹)—LF爐精煉—方坯連鑄(液面自動控制、結晶器電磁攪拌、凝固末端電磁攪拌)—加熱—高線軋制—緩冷。
2 煉鋼試制工藝
2.1 脫硫工藝
為了確保轉爐冶煉穩定以及終點成分、溫度滿足要求,優先選擇帶渣量較小,鐵水[Si]含量≤0.60%,鐵水[P]含量≤0.080%,鐵水溫度≥1 300℃的鐵水。此外對鐵水進行了深脫硫處理,使入轉爐前的鐵水[S]含量≤0.005%,對脫硫后的鐵水進行扒渣處理,帶渣厚度≤30 mm。
2.2 轉爐工藝

表1 H08MnMoTiB化學成分(質量分數) %
對于H08MnMoTiB等焊絲鋼,對鋼中磷的控制是轉爐工藝的關鍵。對于低碳鋼而言,出鋼碳含量較低(平均0.035%),鋼水及爐渣氧化性強(平均氧活度約800×10-6),有利于脫磷。但如鐵水磷含量大于0.060%時,為確保終點磷含量滿足要求,轉爐采用雙渣操作更有利于去磷。一般前期渣堿度為 2.0~2.3,吹煉 3.5~4 min后倒渣,力求多倒初期渣,終渣堿度按3.5~4.0配加渣料,終點前3 min加完。另外,采用潔凈的鑄坯坯頭廢鋼,有效CaO≥85%的優質白灰,均有利于磷的去除。
氧氣頂底復吹轉爐冶煉周期短、節奏快,終點成分和溫度控制是其冶煉的關鍵。終點碳控制得好壞直接影響鋼的成分、鋼中的[O]、合金回收率及鋼中夾雜物數量,對鋼水質量影響很大。終點碳控制偏高,會造成精煉爐控碳壓力并且可能導致成品碳高,出現廢品,還會影響脫磷效果;而終點碳控制過低會造成鋼水過氧化,并且會導致合金收得率偏低,夾雜物含量過高等問題。因此在冶煉過程中,在保證脫磷前提下,應降低鋼水氧化性,提高終點碳命中率,使終點 [C]≤0.04%(目標0.030%~0.040%),終點[O]≥0.06%,終點[P]≤0.008%。出鋼采用擋渣標進行擋渣,嚴格控制下渣,使鋼包渣厚≤50mm。使用鋁鐵脫氧,確保爐后鋼包氧量≤0.005%。出鋼前對鋼包進行預吹氬清理鋼包,出鋼時加入少量增碳劑進行稀釋空氣控氮。
2.3 精煉工藝
對LF爐精煉成分進行微調,盡量縮小上下爐之間的成分波動,由于[Ti]、[B]等元素較活躍,需在鋼水脫氧完全后加入其合金;在強還原氣氛、堿性精煉渣系的環境下對鋼水進行深脫硫;精確控制鋼水溫度,使其滿足澆注溫度要求;LF爐膛內保持微正壓,總通電時間控制在20 min以內,全程采用中吹氬氣攪拌,嚴禁大氬氣攪拌,可以最大程度控制鋼水增氮;采用鋁粒與電石渣擴散脫氧造高堿度白渣,使渣況呈現黃白色或灰白色[2],鋼水離站前進行弱吹氬,進一步促進非金屬夾雜物上浮。
精煉過程成分控制及爐渣成分控制是精煉的關鍵。LF爐精煉過程成分控制見表2,鋼水離站前爐渣成分見表3。合適的精煉成分保證了成品成分滿足內控要求,合理的爐渣成分保證了鋼中非金屬夾雜物的去除以及脫硫效果。

表2 H08MnMoTiB精煉過程鋼水成分(質量分數)%

表3 H08MnMoTiB LF爐精煉渣系成分 %
2.4 連鑄工藝
為了防止因中包耐材潮濕造成的增氫以及鑄坯微氣泡產生,在生產H08MnMoTiB時中包烘烤時間要求≥3.5 h,烘烤火焰要求先小火、再中火、后大火的方式,一方面避免因火焰控制不良造成中包耐材出現裂縫,另一方面也使水汽能充分蒸發,使中包溫度≥1 100℃。
為避免因吸氣造成鋼水二次氧化,連鑄在澆注前對大包長水口、中包塞棒等使用氬氣進行保護澆注,在開澆前使用氬氣吹掃中包,吹氬流量控制為200 L/min,吹氬2~3 min;為防止因水口插入深度不足造成的結晶器卷渣以及插入過深造成的夾雜物、氣泡難以上浮等問題,連鑄對水口插入深度進行精確控制,使其波動范圍控制在90±5 mm;為避免因中包液面變化對結晶器鋼水波動產生影響,采用結晶器液面自動控制連鎖控制中包鋼水量。
為了提高鑄坯質量,得到合適的組織,一要避免出現組織搭橋造成的中心偏析以及中心疏松,連鑄采用結晶器、凝固末端電磁攪拌,將中包溫度變化控制在15℃范圍內,拉速控制在2.4 m/min;二要通過合適的水冷強度,既保證連鑄順利澆注,也避免了鑄坯角部裂紋的出現;三要注意液渣層變化,避免液面裸露,采用合適的結晶器保護渣[3],使結晶器在充分潤滑的同時不因保護渣污染鋼水而造成卷渣。連鑄中包取樣檢測其熔煉成分,結果見表4,其成分全部滿足內控要求。

表4 H08MnMoTiB熔煉成分(質量分數)%
通過對中包鋼樣進行氣體分析,檢測了整個處理過程鋼中氣體的控制水平,此外通過定氫儀檢測氫含量,氣體檢測結果如表5。鋼中氣體含量低,有利于提高焊絲鋼的焊接性能。

表5 H08MnMoTiB中包氣體檢測數據 %
2.5 鑄坯質量檢查
為了避免因更換水口、澆注開始以及末期的鑄坯因拉速變化導致卷渣,在軋制前檢查鑄坯表面質量,對頭尾坯進行火焰清理并檢查,避免缺陷鑄坯流入下道工序。清理后的鑄坯無表面裂紋及卷渣,保證了軋制后盤條的表面質量。
由于含鈦鋼鋼水黏度較大,火焰清理后在鑄坯外弧會產生較大的切割毛刺,為避免毛刺造成軋制卷頭尾部結疤,在鑄坯軋制前對毛刺進行了全部清理,確保鑄坯清潔。
對鑄坯進行低倍檢驗,檢驗結果見表6。可以看出,采用電磁攪拌后,中心偏析等缺陷得到了有效控制。
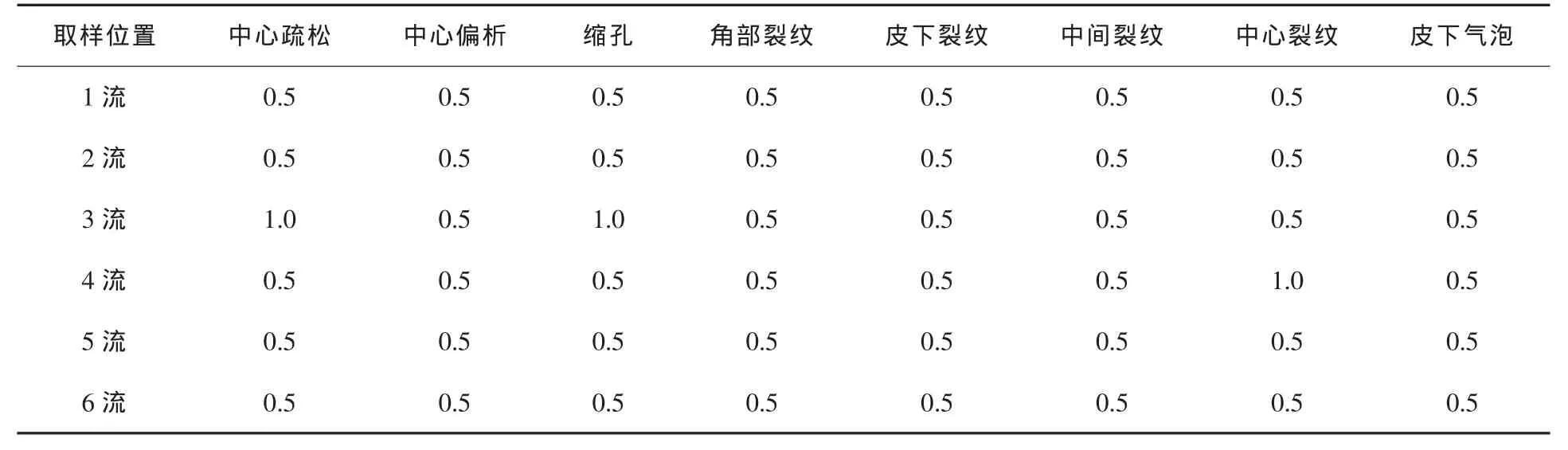
表6 H08MnMoTiB各流低倍檢驗結果 級
3 軋鋼試制工藝
3.1 開軋溫度控制
為有效控制奧氏體晶粒度,從而獲得良好的金相組織,應適當降低開軋溫度。根據該鋼種特點及以往生產經驗,將H08MnMoTiB的開軋溫度確定為980~1 000℃,并用粗軋1#軋機前處紅外雙色測溫儀進行嚴格監控,以便當鋼坯溫度波動時及時做出調整。
3.2 終軋溫度
較高的終軋溫度會使軋材內部組織粗大,晶粒度級別低。前期試軋時晶粒度平均6.5~7.5級。為了進一步優化溫度制度,控制開軋溫度不超過1 000℃,保證水冷后終軋溫度在不超過880℃的相變要求溫度區域,促進了晶粒細化,改善了產品性能。
3.3 吐絲溫度
氣保焊絲用盤條的金相組織主要為鐵素體+珠光體,由于鋼中的Mn含量較高,且含有Mo和Ti等合金元素,使CCT轉變曲線向右下方移動(見圖1),推遲并延長了轉變時間,若工藝控制不當,盤條容易出現馬氏體等有害組織。將吐絲溫度調整至較低的一段范圍,可以使盤條直接冷卻到相變前溫度,充分應用保溫罩的緩冷能力,得到均勻的鐵素體和極少量的珠光體組織。因此調節精軋后冷卻水箱的使用數量及水量、壓力是控制吐絲溫度的關鍵。
為確定合適的吐絲溫度,按照不同的溫度范圍進行了三組試驗,吐絲溫度分別為:850~900℃、810~850℃、790~810℃,其他工藝參數保持不變。試驗結果表明:
(1)吐絲溫度控制在850~900℃時,盤條抗拉強度較低,但是塑性指標、伸長率及斷面收縮率下降,組織中含有貝氏體組織,見圖2(a),不適宜下道工序拉拔生產。
(2)吐絲溫度控制在810~850℃時,盤條抗拉強度較低,塑性指標、伸長率及斷面收縮率較為良好,但組織中仍含有少量魏氏組織,見圖2(b),不適宜下道工序拉拔生產。
(3)吐絲溫度控制在790~810℃時,盤條抗拉強度較低,塑性指標、伸長率及斷面收縮率適中,組織為鐵素體+珠光體,見圖2(c),沒有中低溫轉變產物(貝氏體)等有害組織,是理想狀態的拉拔生產焊絲產品。
經過反復試驗,最終將吐絲溫度控制在790~810℃ ,得到的H08MnMoTiB盤條顯微組織良好且更有利于拉拔。三組試驗方案盤條力學性能及顯微組織見表7所示。
表7表明,隨著吐絲溫度的降低,盤條抗拉強度、伸長率及斷面收縮率逐步上升,當吐絲溫度控制在790~810℃時,盤條力學性能和良好的顯微組織控制更為合理,更有利于用戶拉拔。
3.4 軋后冷卻控制
軋后的控冷設施為斯太爾摩延遲型輥式風冷運輸線,斯太爾摩散卷控冷線總長104.7 m,分為首段(可平移和升降)、10個冷卻段(4個臺階)和末段(可平移);每條線各設風機12臺(11臺布置在前部,1臺布置在集卷機前),每臺風機的風量為14.79萬m3/h,可通過調節風機葉板和風室內的佳靈裝置來實現風量大小和橫向合理的風量分布,使線圈兩側搭接處冷卻更均勻;保溫罩長度約80 m;各段的輥道速度可調,其運送速度為0.05~1.30 m/s,控冷線實際冷卻能力為 0.3~l7 ℃/s。

表7 H08MnMoTiB不同試驗方案對應的力學性能及顯微組織
為使H08MnMoTiB細晶奧氏體轉變分解得到鐵素體加珠光體組織,避免出現貝氏體和馬氏體組織,在控制吐絲溫度的同時,采用延遲型控冷工藝。
由圖1可以看出,冷速小于1℃/s時可獲得鐵素體和珠光體,避免出現貝氏體和馬氏體組織。為實現相變區冷速,采取降低風冷輥道速度、關閉風機和蓋保溫罩等冷卻措施,保證線材的理想性能及通條性。
根據多次試驗結果,確定了H08MnMoTiB盤條軋制工藝如表8所示。
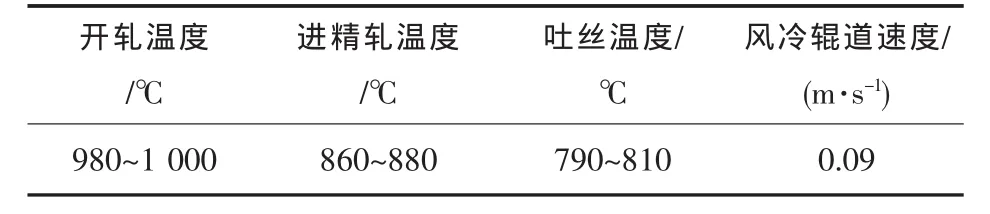
表8 H08MnMoTiB軋制工藝參數
3.5 PF線保溫通道
在輥道集卷后到盤條打包PF運輸線上特別建造了保溫通道,通道內環境溫度控制在50℃左右,盤條在一定溫度下緩慢冷卻,使其在軋制過程中產生的內部應力得到充分釋放,從而使盤條具有良好的拉拔性能。
3.6 力學性能檢驗
焊線鋼相關標準以及用戶要求中,具有表1所示化學成分的盤條力學性能一般要求不大于700 MPa。這類盤條必須保證盤條通條性能穩定。在H08MnMoTiB同一批次不同盤卷上取拉伸試樣進行力學性能檢驗,結果見表9。表中顯示,盤條性能穩定,通條性能差小,滿足了用戶深加工需求。
3.7 金相組織
為保證良好的拉拔性能,用戶要求H08MnMoTiB石油管線焊絲鋼系列晶粒度細小,組織均勻,晶粒度需控制在8.5級以上。對盤條進行金相檢驗,晶粒度一般控制在9.0~10.0級,但由于Mo、Ti等合金元素含量較高,在盤條局部分布不均,導致初始晶粒細小,阻礙了奧氏體晶粒變大的傾向,使盤條局部晶粒度超過10級,但能滿足盤條性能及用戶拉拔需要,符合用戶要求。
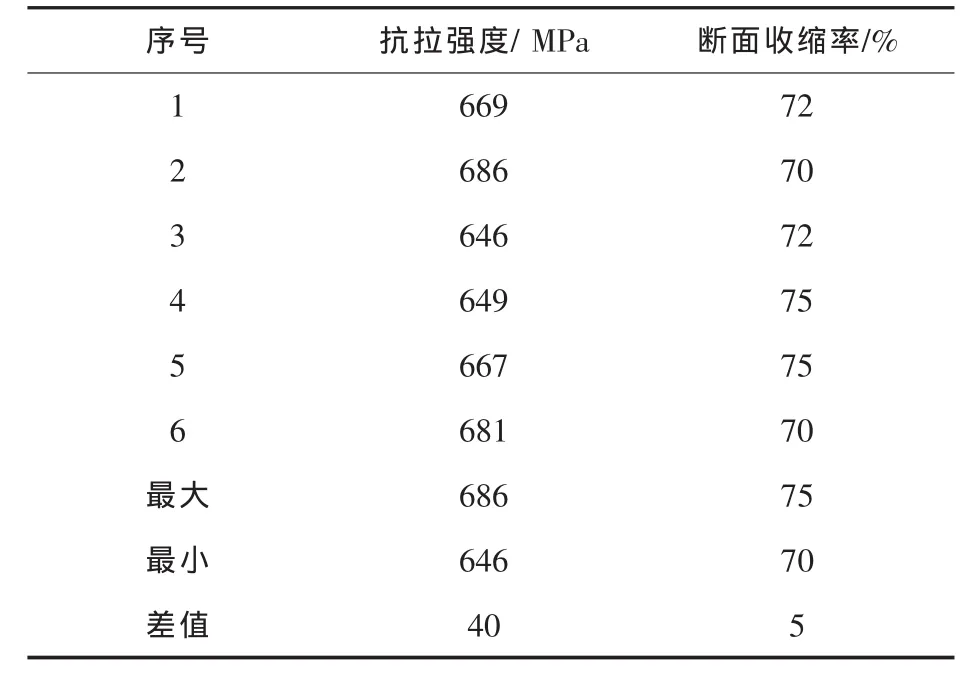
表9 力學性能檢驗結果
非金屬夾雜物控制在0.5級以內,顯微組織為正常組織F+P,檢驗結果見表10,顯微組織及非金屬夾雜物形貌如圖3所示。
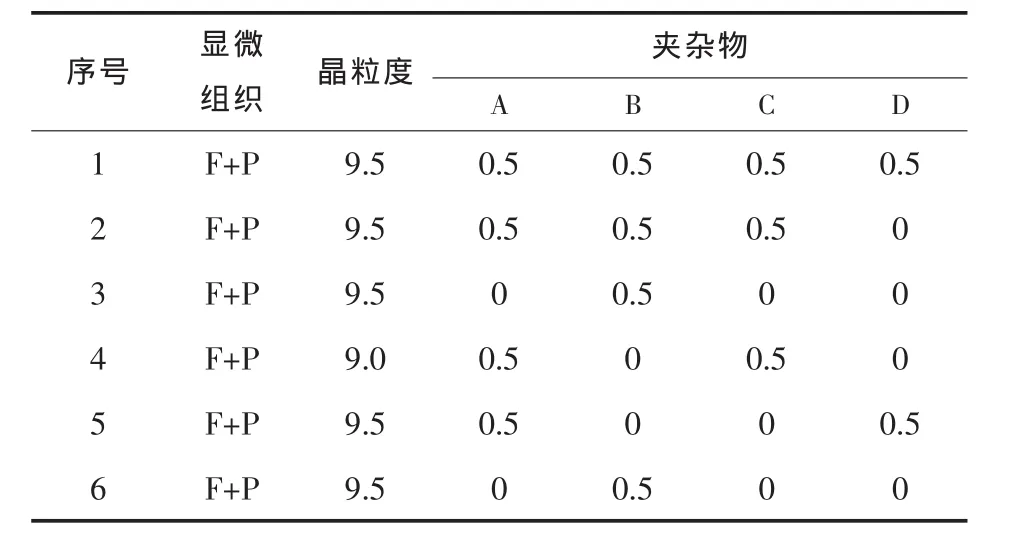
表10 H08MnMoTiB金相檢驗結果 級
4 產品應用效果
H08MnMoTiB熱軋盤條的抗拉強度低于700 MPa、易拉拔,不經退火直接拉拔成直徑為Φ2.4~5.0 mm焊絲。用其生產的石油管線用埋弧焊絲成品,鋼質純凈,力學性能穩定,利于用戶深加工需要。
5 結論
(1)本鋼北營公司生產的石油管線用埋弧焊絲鋼H08MnMoTiB煉鋼、軋鋼工藝路線設計合理,成分設計滿足盤條力學工藝性能要求。
(2)通過強化煉鋼各工序工藝控制以及鑄坯的清理,H08MnMoTiB鑄坯表面以及氣體含量控制較好,鑄坯低倍評級各缺陷控制在1.5級以下,盤條非金屬夾雜物控制在0.5級以內,為盤條軋制及用戶深加工創造了良好條件。
(3)通過軋制過程中控軋控冷工藝,使H08MnMoTiB盤條得到了良好的顯微組織,盤條性能控制穩定,通條抗拉強度差小于50 MPa。
[1] 李午申,唐伯鋼.中國鋼材、焊接性與焊接材料發展及需要關注的問題[J].焊接,2008(3):10-14.
[2] 新編鋼水精煉暨鐵水預處理1500問[M].北京:中國科學技術出版社,2007.
[3] 韓載華,郭家琪.連鑄1Cr18Ni9Ti生產工藝研究[J].特殊鋼,1991(4):18-28.
[4] 艾家和,趙同春,高惠菊,等.控軋控冷工藝參數對60Si2MnA線材中珠光體形態的影響 [J].北京科技大學學報,2004(5):503-506.
[5] 欒兆亮,張玉華,李風安.萊鋼低碳窄帶鋼質量缺陷的研究及改進[J].萊鋼科技,2007(12): 37-41.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52