薄板焊接變形控制工藝
2015-12-02 01:45:54中國建筑材料工業地質勘查中心四川總隊機械廠四川成都610061
江西建材 2015年14期
■晏 磊 ■中國建筑材料工業地質勘查中心四川總隊機械廠,四川 成都 610061
薄板焊接中的變形問題,不是單一因素造成的,應進行綜合分析并找出解決措施。在焊接過程當中,把焊接應力和變形控制到最小是薄板焊接中的關鍵一環,也是難度比較大的一項工作,需要有先進的施工工藝作支撐。
1 薄板焊接中的技術要求
了解焊接技術的人員都知道薄板焊接變形具有多元化、復雜化的特點,也是影響焊接質量的主要因素,控制好薄板焊接變形一直是施工人員不斷研究的課題。從歷史經驗上來看,焊接過程中的焊接變形和焊后殘余應力二者之間是緊密聯系的,并不是孤立存在的,在同一焊件中,焊接變形和焊后殘余應力相輔相成而又相互制約。在實際的焊接施工中,要想把薄板焊接控制在理想的狀態,就必須綜合考慮理論和實踐經驗的有效結合,制定嚴格的施工工藝和采用先進的施工技術進行焊接。如果忽視二者的結合,薄板就會產生較大的凸起,給后期的修理工作帶來很大的麻煩,當然施工成本也會相應的增加。因此施工中應熟練掌握焊接應力和變形的機理,合理安排施工工藝,做到理論合乎實際需要。
2 薄板焊接變形的原因分析
2.1 切割方法和切割質量的因素
切割方法包括激光切割和等離子切割等,其中激光切割法更具有優勢。這是因為激光切割時熱源比較集中,切割速度也快的多,所以切割時具有較小的熱作用,其殘余應力也就相對較小,不易產生變形。
此外,等離子切割的板邊會形成不平整的現象,焊后板子中間會有鼓包情況的出現,相反的是激光切割技術在焊后表面相對比較平整,由此可見,切割的精度和焊接間隙對薄板焊接質量具有很大的影響。
2.2 焊接方法的因素
焊接方法、焊接工藝和焊接程序等直接影響薄板的焊接質量,其中選擇焊接方法時需要注意的是生產效力和焊接質量的問題,焊接最好具有高的熔敷效率、盡量少的焊道和盡量小的熱輸入。從目前情況來看,薄板的激光焊接方法具有很大優勢,在很多行業已經得到了大量的應用,估計在不久的將來隨著激光焊接技術的不斷更新和改造,它的使用范圍將會更大,應用面會更加的廣泛。
2.3 點固焊工藝的因素
點固焊在施工中對施工程序、焊點距離的要求比較高而且這點非常重要,它直接影響焊接的質量。選擇合適的點固焊工藝可以確保焊接間隙、控制焊接變形,要做好這些,就必須充分考慮焊點的數量、尺寸和焊點之間的距離等因素。如果選擇了不適合的點固焊工藝,對于焊接前和焊接后的殘余應力都會有很大的負面影響,使焊接質量失去保證。對于焊接尺寸的選擇也應引起足夠的重視,如果選擇的尺寸太大,會使焊道背面不能完全熔透,接頭的完成性會受到破壞;如果尺寸太小,會使焊接過程中薄板出現開裂問題,使得焊接間隙沒有保證。由此可見,只有綜合考慮影響點固焊工藝的因素,才能有效控制薄板焊接變形。
2.4 焊接熱輸入的因素
目前,大家已熟知焊接熱輸入會使焊接殘余應力和變形受到很大變化,為了把焊接應力和變形控制在最小,我們需要在保證焊縫成形不受影響的情況下運用盡可能小的焊接如輸入。其中合理的選擇焊接電流、焊接電壓和焊接速度可以有效控制焊接熱輸入,如果是TIME 焊,還需把三元或四元保護氣體做好合適配比才行。
2.5 薄板厚度的因素
如果鋼板相對較厚,在焊接的過程中承受彎曲的性能就比較高,薄板較不易變形。如果鋼板相對比較薄,在焊接過程當中不能很好的承受彎曲的壓力,極易發生很大變形,對于這種薄板的焊接變形要想控制好比較困難。
3 解決措施
3.1 使用外力限制焊接變形
試想鋼板在比較薄的情況下,焊接過程中的彎曲壓力很容易讓板面發生變形,這時如果能給一外力把鋼板固定好,在焊接過程中可以大大降低鋼板的變形程度。實踐也證明,剛性固定法是控制薄板焊接變形的有效措施,它作為焊前的措施,對后期的施工大有裨益,現已得到廣泛采用。其施工原理是使用外力手段強制減小焊后變形,方法是在焊接前把焊件固定起來然后對其進行焊接工作,固定焊件可以增加焊件的剛性,增加其抗彎曲強度,起到減小焊接變形的作用。如果遇到薄板焊接面積較大、焊縫相對較長的情況,可以在焊縫的兩側進行加固,以減小焊接變形的可能。例如T 型梁在焊接時就可以采用剛性固定法來控制T 梁的變形。由于T 型梁焊接時需要從翼緣板一側開始施焊,在焊接前如果沒有固定好就直接進行施焊,那么待焊板冷卻后就會出現如圖一所示的變形。因此,在焊接之前把T 型梁的翼緣板固定在臨時定位板上,在翼緣板的同側焊上臨時防變形板,固定后的T 梁翼緣板焊接時翹起變形的可能性會大大降低,如圖二所示。
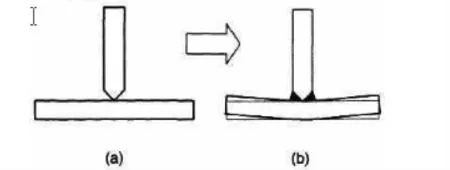
圖一:其中(a)表示焊接前,(b)表示焊接后
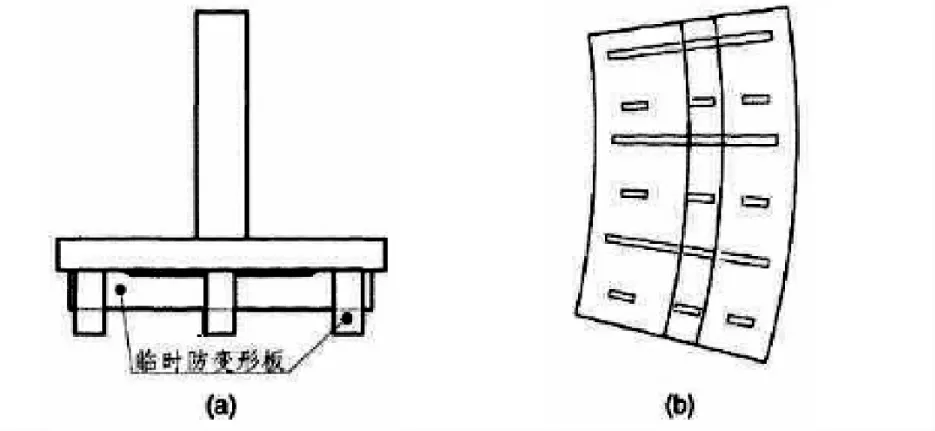
圖二:其中(a)表示剛性固定側視圖(b)表示剛性固定俯視圖
3.2 多名焊工同時進行均布對稱施焊
多名焊工同時施焊有很大的優勢,不僅僅是提高工作效率的問題,更重要的是對稱施焊可以使薄板對稱受熱,即使是受到應力的影響,由于受熱相對均勻,薄板不會發生變形。由于薄板的兩側應力相等,而且中間又有足夠的寬度,所以中心板不會發生變形而且越往外焊接效果越好。
3.3 嚴格控制焊接順序,分段退焊
這里講的焊接順序主要是先焊短焊縫再進行長焊縫的焊接,這樣做主要是考慮到薄板的焊接應力。首先說下先焊短焊縫的情況,將短焊縫由內向外進行焊接,可以自由收縮成一整體。照此方法把所有短焊縫進行焊接完畢后,由于自有收縮的作用,基本上沒有什么應力作用。然后再將長條由內向外進行連接,也可以利用自有收縮的作用使焊縫自然成型,這樣焊接應力非常小,變形也不大。其次,如果先進行長焊縫的焊接,把焊縫周圍的板都固定在長縫處,然后焊短焊縫,短焊縫就會收縮,收縮時由于受到長縫的制約不能進行自由收縮,這是的應力就會很大,薄板很容易發生變形。如果是整個薄板都是這樣施工下來,薄板的變形程度將會很大,焊接出來的焊件將有可能不能使用,嚴重時會造成很大的質量事故問題。
分段退焊主要是采用縮小焊接區與整體薄板之間的溫差的方法從而達到減少變形的目的。焊接時前一段焊縫冷卻后后面的焊縫會給前段焊縫一定的熱量,使得后面的焊縫有一次退火的時機,前后的溫差會減小,薄板的應力相對較小,變形的可能性也會降低。重復上面的步驟,進行后面的焊接工作。但是這樣焊接也有其不可避免的漏洞,比如說分段退焊接頭增加了,薄板的美觀程度受到影響,但是比起薄板發生變形后再去修理還是具有優勢的。需要注意的是,焊接的順序也是有講究的,需要按照由內向外的順序進行焊接。先焊接靠近中心的縫隙,再一次向外進行焊接。這是因為在兩板進行焊接時會有橫向收縮和縱向收縮,因其內部是封閉的,外部相對自由,如果由內向外進行焊接,可以使焊縫的橫向和縱向得到自由收縮,減小了應力,薄板不易變形。相反的情況,如果先焊外面的焊縫,自由端被固定住了,等到進行中心焊縫的焊接時,中心的橫向、縱向受到限制,不能進行自有收縮,這是的應力會很大,薄板的變形也會很大。
4 結束語
由此可見,做好薄板焊接變形控制,不能單一的考慮一方面,應綜合分析各種造成焊接變形的因素,選擇合適的施工工藝,在實際施工中結合具體的情況及時調整焊接方法,以保證用最優的方案控制好薄板焊接過程當中的變形問題。
[1]傅榮柏.焊接變形的控制技術.機械工業出版社.2006.
[2]嚴紅丹.平板對接焊接變形的數值模擬.合肥工業大學碩士學位論文[D].2009.
[3]閻俊霞.焊接薄板結構變形數值模擬研究.天津大學博士學位論文[D].1999.
[4]王長生,薛小懷等.薄板焊接變形的影響因素及控制.焊接技術[J].2005,34(4):66~68.
[5]李洪奇.薄板焊接變形的控制和技術措施.黑龍江科技信息[J].2009.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
