基于結構光的反光工件在機三維重構
2015-12-02 01:42:48王中任梅順齊
制造業自動化 2015年19期
關鍵詞:測量
王中任,張 明,梅順齊
WANG Zhong-ren1,2 , ZHANG Ming1,3 , MEI Shun-qi3
(1.湖北文理學院 機械與汽車工程學院,襄陽 441053;2.汽車零部件制造裝備數字化湖北省協同創新中心,襄陽 441053;3.武漢紡織大學 機械工程與自動化學院,武漢 430200)
0 引言
智能制造的普及讓現代制造業趨于工業自動化,基于機器視覺的在機三維重構能夠在一定程度上實現在機工件檢測的自動化。對工件進行在機三維非接觸測量避免了在加工過程中出現的二次裝夾誤差,同時也減少了工件的檢測時間,降低了人力勞動。在數控加工中心上,對工件采用快速、有效的三維重構方法,對于提高工件的加工效率,降低加工成本具有廣泛的應用前景和重要的研究意義[1~4]。
全燕鳴等基于雙目視覺原理,搭建了一套在機測量的雙目視覺系統,工件三維空間線性尺寸的檢測精度達±1.3%以上,但該方法需要貼標志點,要求工件不反光且效率偏低[5]。結構光投影三維測量技術是近年來迅速發展起來的一種主動式非接觸測量技術,以其高的測量速度、較高的測量精度和實用價值成為主動式視覺的主要技術之一,同時也是國內外視覺測量問題研究的熱點[6]。不同于雙目立體視覺,結構光測量系統通過投影儀投射編碼條紋圖案到待測物表面,條紋圖案由于物體表面的起伏而發生變形,最終由相機獲取變形條紋,從而進行解碼。
文獻[7]基于結構光投影,針對航空零件設計了一種轉臺系統測量,該機構能夠實現對零件的快速、方便測量,但不能用于在機測量。文獻[8]利用組合格雷碼解碼技術對物體模型進行三維重構,效果明顯。在反光工件測量方面,文獻[9]利用漫反射光和鏡面反射光線偏振特性的不同,在測量物體形貌時,將工業相機前加裝偏振片,利用偏振片濾除具有偏振特性的鏡面反射,只讓漫反射光進入工業相機,從而實現對反光物體表面的測量。文獻[10]基于投影柵相位法,用于開發處理從光亮表面反射的條紋圖像,通過獲取具有不同的相機曝光時間和投影條紋強度,將條紋圖案進行融合,生成合成條紋圖像,該方法還解決了環境光對測量的影響。本文針對在機工件,設計了一種安裝于數控立式加工中心外部的相機和投影儀夾持機構。在現有算法的基礎上,進行了在機反光工件的表面三維重構。
1 視覺檢測系統原理及搭建
結構光投影測量系統將雙目視覺中的一個相機換成投影儀,其基本結構由相機,投影儀及計算機等幾部分組成,其原理如圖1所示。對于空間中相機與投影光平面的任意交點P,在相機成像面顯示為點p,P'物點P在參考平面上的投影。
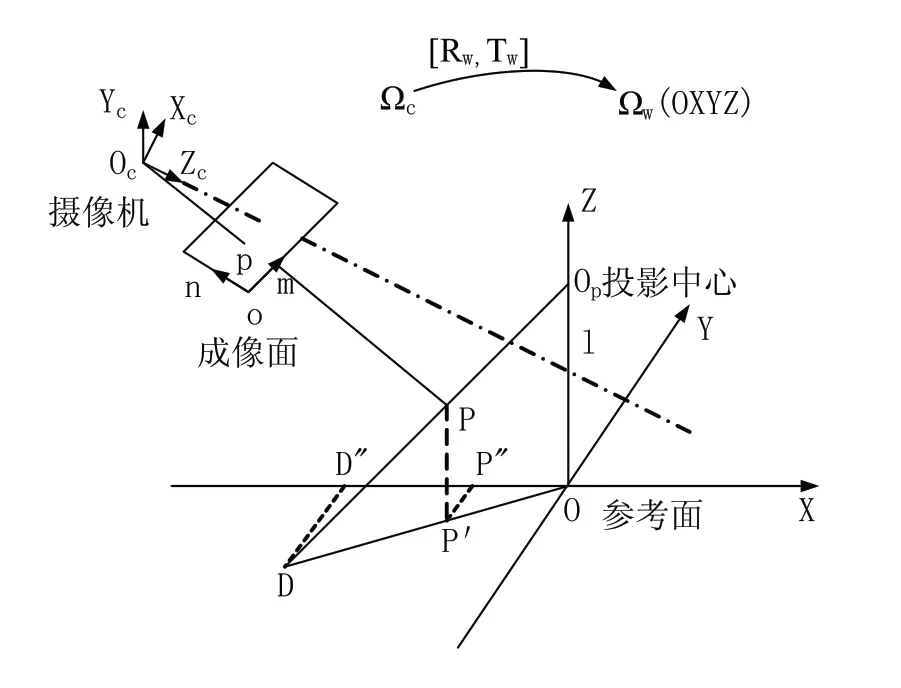
圖1 結構光測量原理
本文設計的在機三維形貌重構的夾持機構,固定于數控立式加工中心外,無需拆卸工件即可對其進行快速、有效的三維重構。整個檢測系統設計如圖2所示。相機投影儀分別固定于支撐板的兩端,在支撐板上,相機和投影儀可旋轉及沿支撐板移動。支撐板可做俯仰角度調節,連接桿上的滑塊可帶動支撐板沿支撐柱上下移動,即作測量高度的調節。
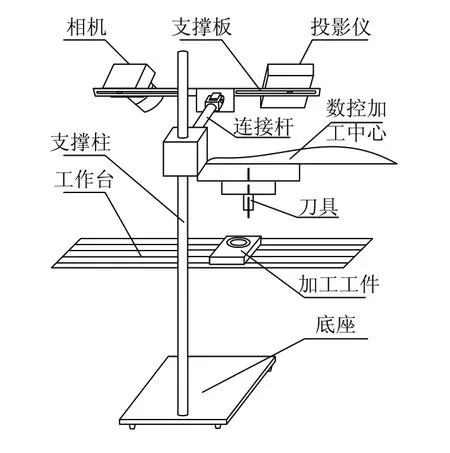
圖2 單目視覺檢測系統示意圖
在機重構的方法流程為:
1)根據加工工件的大小及位置調整投影儀投射角度以及與工件的距離,使得投影儀的投射區域覆蓋整個工件,然后調整相機與投影儀的間距及角度,讓相機捕獲包含工件在內的整個投影區域。
2)對相機-投影儀系統進行標定,確定相機與投影儀的內外參數。標定使用普通的11×8的棋盤格標定板,每個方格的大小為20mm×20mm。相機拍攝被一組格雷碼條紋完全覆蓋的標定板,改變標定板的空間姿態,相機再次拍攝被條紋覆蓋的標定板,如此拍攝3~4組,進行測量系統的標定。
3)移去標定板,向加工工件投射該組格雷碼條紋圖案,采集投射在工件表面的條紋圖像,完成前期的圖像提取,共需要拍攝42幅圖像。圖像拍攝可以采用遙控連續拍攝,以節省時間。
4)導入3)中得到的標定參數,將提取的圖像進行解碼,最終生成三維點云數據,完成對反光工件的三維形貌重構。
2 檢測系統標定及工件反光處理
結構光三維測量能夠實現物體型面的快速精準重構,標定的精度決定了最終重構結果的準確度,因此系統標定是三維測量最基本和重要的環節。本文基于張正友的自由平面靶標的方法,改進現有算法進行系統標定。
2.1 相機-投影儀模型
該測量系統使用擴展了相機和投影儀徑向和切向畸變[11]。設X∈R3是世界坐標系的一點,令u∈R2為相機平面中,點X在圖像的像素坐標,X與u的關系可用以下方程表示:
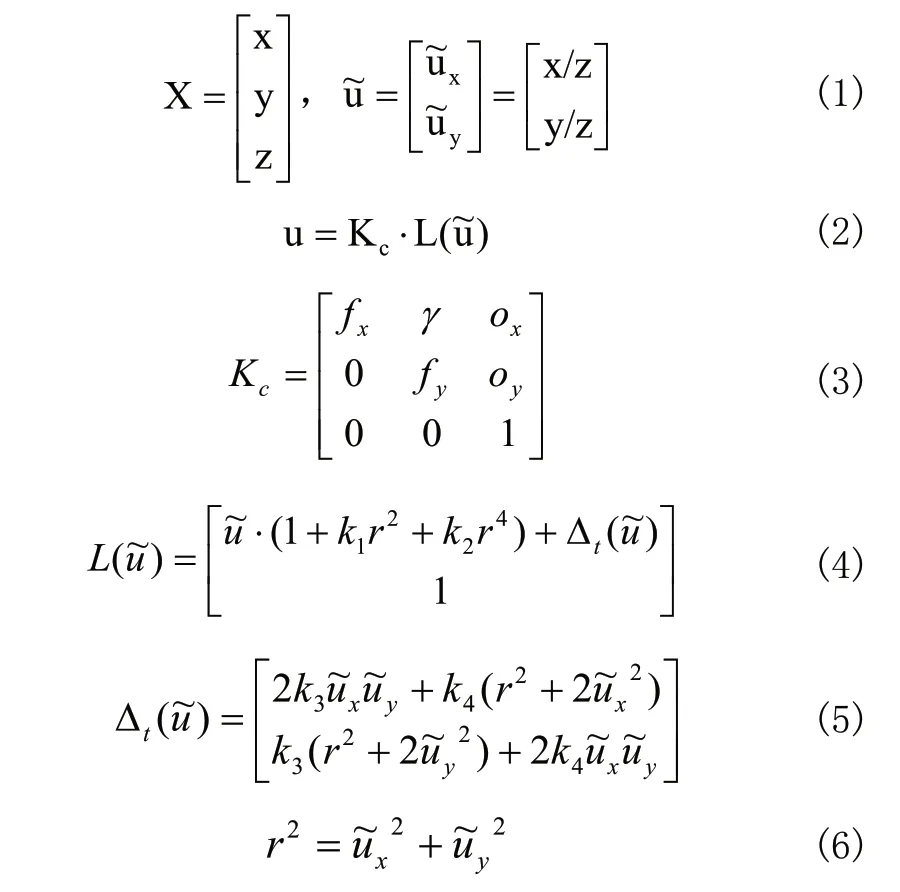
Kc為相機的標定內參,k1和k2為徑向畸變系數,k3和k4位切向畸變系數。同樣,如果R和T分別為旋轉矩陣和平移矢量,編碼投影儀光心在世界坐標系的投影。令v∈R2為投影儀平面中,點X在圖像的像素坐標:
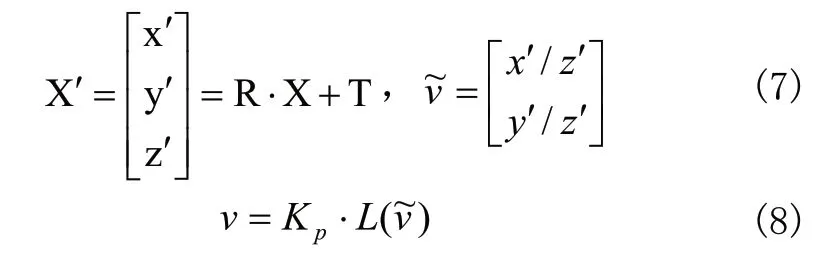
Kp為投影儀的標定內參,(R,T)為立體視覺系統標定外參。
2.2 相機-投影儀標定
標定涉及到采集平面標定板的圖像。如圖3所示為四種不同位姿的標定板,通過投射一組編碼條紋圖案到標定板表面,進行數據采集,將數據導入算法從而完成相機-投影儀標定。
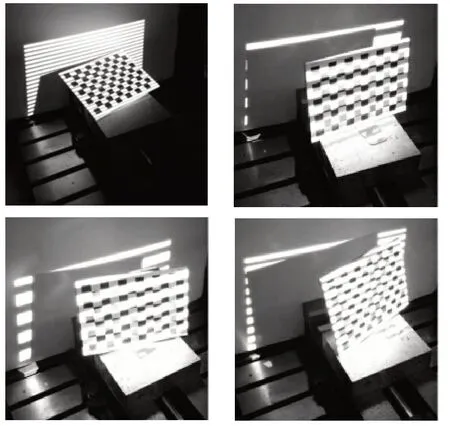
圖3 相機-投影儀標定
2.3 反光抑制
在數控加工中心上對工件的高精度加工,致使金屬工件表面具有類鏡面特性,此類表面也被稱為非朗伯表面。非朗伯表面的反射光由環境光、漫反射光和鏡面反射光三部分組成。
機器視覺的測量精度與物體表面的光學性質有關,投影儀投射結構光時,加工工件表面的局部會產生鏡面反射。反光區域的“高光”會造成局部信息的缺失,影響最終的檢測精度。針對反光,利用水平方向和豎直方向的編碼條紋圖像序列來計算圖像的直接光分量和間接光分量,設L={I1,I2,…,Im}為輸入的編碼條紋圖像序列,p為圖形上的某個像素點,點p的直接光分量和間接光分量分別為Ld(p)和Lg(p),則有:
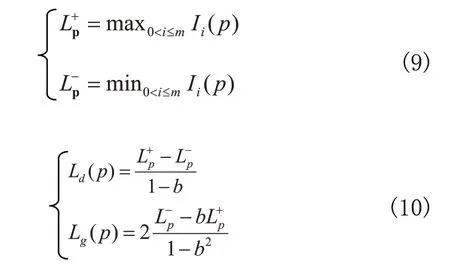
其中b∈[0,1),表示環境光占投影儀直射光的比例系數,是由投影儀投射的暗條紋灰度值決定的。
利用圖像每個像素點的Ld(p)和Lg(p),對圖像中的編碼條紋進行閾值分割,然后用編碼的逆過程對閾值分割后的圖像進行解碼,得出每個投影儀圖像上的每個像素點坐標。以實驗室中測量的反光鋁件為例,檢測算法的有效性。如圖4所示,(a)為實物,(b)為重構后的表面形貌,重構的點云密度為9.12個/mm2,反光區域點云缺失量少于普通視覺測量重構的點云。
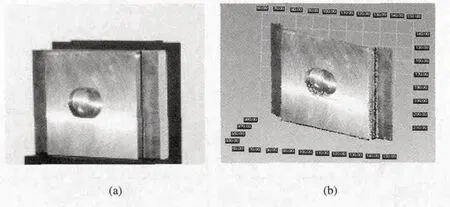
圖4 鋁合金表面三維重構結果
3 在機重構與實現結果分析
通過在數控加工中心對反光工件的在機三維形貌重構實驗,驗證本系統的實用性。
圖5 在機三維形貌重構系統
加工工件的在機三維形貌重構實驗現場如圖5所示,采用的儀器設備為:Canon相機(EOS600D,分辨率5184×3456)和BenQ投影儀(ML6277,分辨率1024×768),機床為數控立式加工中心(XHK715-4),軟件環境為OpenCV和VS2010。
調整好相機與投影儀的位置及角度,對整個系統進行標定。標定結果如表1和表2所示。
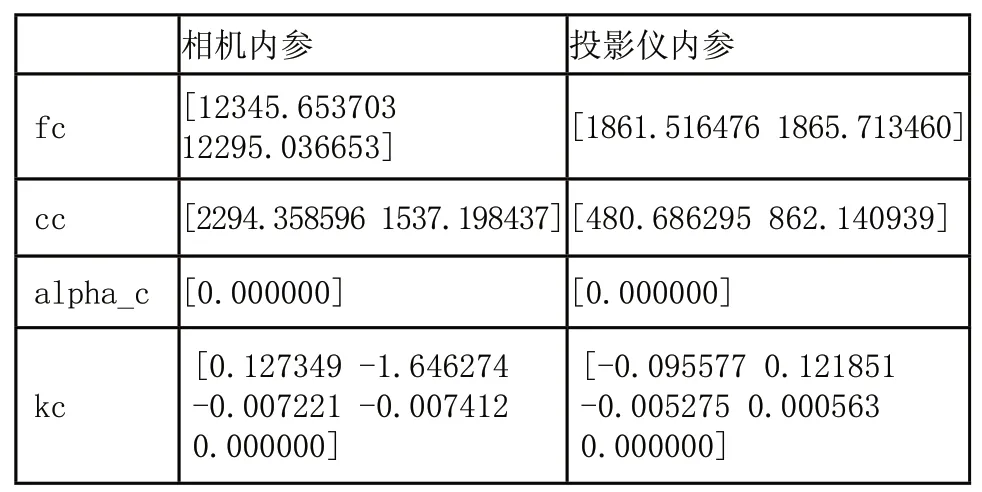
表1 相機-投影儀立體標定內參

表2 投影儀與相機的坐標轉換
按1中所設計的方法,提取在機工件表面被調制的條紋圖像。載入標定結果,對在機工件進行三維形貌重構,生成的點云如圖6所示。
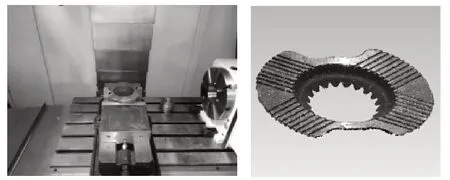
圖6 三維形貌重構結果
采用本文提出的方法,除開標定和圖像獲取時間外,三維重構軟件算法執行時間為0.923s,重構的點云密度達9.07個/mm2,較好地實現了金屬反光件的三維形貌點云重建。
4 結論
本文利用設計的相機-投影機夾持機構,在數控加工中心上對加工的反光工件進行在機檢測,研究結果表明,這種方法對在機的反光加工工件進行三維重構具有較好的效果,對實現智能制造中工件的加工檢測一體化具有一定的應用前景。
[1]戴小林,鐘約先,袁朝龍,馬揚飚.單攝像機結構光掃描系統中投影儀標定技術[J].機械設計與制造,2008,08:194-196.
[2]Zhang S.High dynamic range scanning technique[J].Opt Eng2009,48(3):033604.
[3]Song Zhang.Recent progresses on real-time 3D shape measurement using digital fringe projection techniques[J].Optics and Lasers in Engineering,2010(48):149-158.
[4]葛東東,王淮生,宋家友.光柵投影三維輪廓測量技術分析及進展[J].2005.12(21)4:378-382.
[5]全燕鳴,黎淑梅,麥青群.基于雙目視覺的工件尺寸在機三維測量[J].光學精密工程,2013,04:1054-1061.
[6]李中偉.基于數字光柵投影的結構光三維測量技術與系統研究[D].華中科技大學,2009.
[7]王秀鵬.基于面結構光的航空零部件三維測量和精度檢測[D].華中科技大學,2012.
[8]郭龍強.基于攝像機—投影儀系統的三維重構技術研究[D].大連理工大學,2013.
[9]Shinji Umeyama,Guy Godin.Separation of Diffuse and Specular Components of Surface Reflection by Use of Polarization and Statistical Analysis of Images[J].IEEE Transactions on Pattern Analysis and Machine Intelligence,2004,26(5):639-647.
[10]姜宏志,趙慧潔.用于強反射表面形貌測量的投影柵相位法[J].光學精密工程,2010,18(9):2002-2007.
[11]Daniel Moreno,Gabriel Taubin.Simple,Accurate,and Robust Projector-Camera Calibration[C].3DIMPVT.2012:464-471.
[12]M Baba,D Narita,K Ohtani.360oshape measurement for objects having from Lambertian to specular reflectance properties utilizing a novel rangefinder[J].J.Opt.A:Pure Appl.Opt.4(2002)S295-S303.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
