基于MasterCAM 的復雜零件銑削加工
2015-12-02 01:10:50撰文青海華鼎重型機床有限責任公司馬永紅楊亮李少芳
智能制造 2015年1期
撰文/青海華鼎重型機床有限責任公司 馬永紅 楊亮 李少芳
對于輪廓復雜且加工設備、刀具要求專一的零件,優化加工工藝,降低加工成本、提高加工效率是完成此類零件加工的關鍵所在。本文通過研究短螺距三向滾柱鏈輪的加工工藝性,建立三維模型,合理分析短螺距三向滾柱鏈輪加工工藝特點、刀具選型、切削用量和走刀路線,擬定了利用三軸聯動的加工中心對短螺距三向滾柱鏈輪的外齒形進行加工的工藝方案,主要通過MasterCAM 軟件對加工過程中的銑削方式、銑削參數、刀具的選擇、走刀軌跡以及后處理的全過程進行仿真,驗證數控加工程序的正確性及合理性。從而完成此類零件的實際加工與CAM 軟件的無縫結合,使設計、數控加工更加方便,快捷。
一、利用Solid Edge 對零件進行三維實體造型
Solid Edge 軟件具有強大的功能,以其參數化、基于特征和全相關等概念聞名于CAD 業界,利用該軟件對被加工的零件進行實體造型。造型的正確與否是決定加工零件質量的關鍵,因為它會直接影響到成品的最終尺寸。因此在造型過程中一定要將零件圖樣上反映出的所有信息認真審閱并消化,將圖樣中要求的信息(如齒形計算公式、模數、齒數、外徑和高度等)完全體現在三維造型中,如圖1 所示。
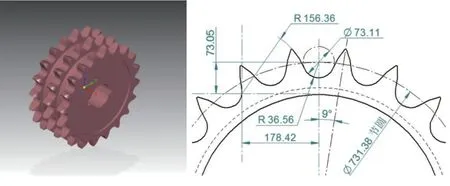
圖1
二、根據齒形最小拐角處確定刀具規格
刀具規格的選擇會直接影響加工效率、零件表面質量及加工成本。刀具在選擇時應盡量選擇刀柄直徑粗的立銑刀,因為刀柄直徑粗的立銑刀在高速加工時相對剛性比較好,這樣在加工過程中可將機床進給速度提高,從而提高加工效率,刀具直徑大小的選擇應充分考慮在加工過程中會不會與鏈輪的尖角部位發生過切現象,以保證刀具能夠加工到最小凹陷處曲面與最小拐角處。目前比較常用的是可換刀片式的硬質合金機夾刀,這種刀具在切削奧式體不銹鋼時(工件材料1Cr18Ni9Si3)進給速度可達800mm/min。根據圖樣提供的技術參數,進行計算,得知齒根圓弧為36.56mm,因此選用外徑為26mm 的可換機加刀片的立銑刀對零件進行銑削。在MasterCAM 中加工環境下設定具體刀具參數如圖2 所示。
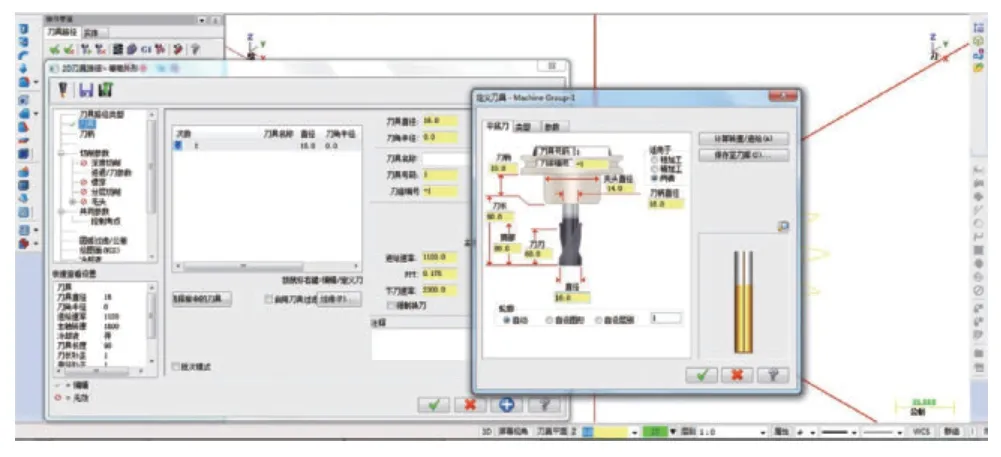
圖2
三、根據三維模型建立機床坐標
創建編程坐標系要著重考慮工件在加工中心上如何定位,如何放置的問題,同時還要便于操作人員對刀,通常是以鏈輪內孔圓心為零點,以被加工的工件的上表面為Z軸的零點,這樣不僅能夠保證加工中心各軸的加工行程,也方便在機床上找正。只需輪表找正芯軸中心就可以準確地設置X軸、Y軸的零點,能夠達到既準確又方便的效果。在MasterCAM 加工環境下設定機床坐標點如圖3 所示。
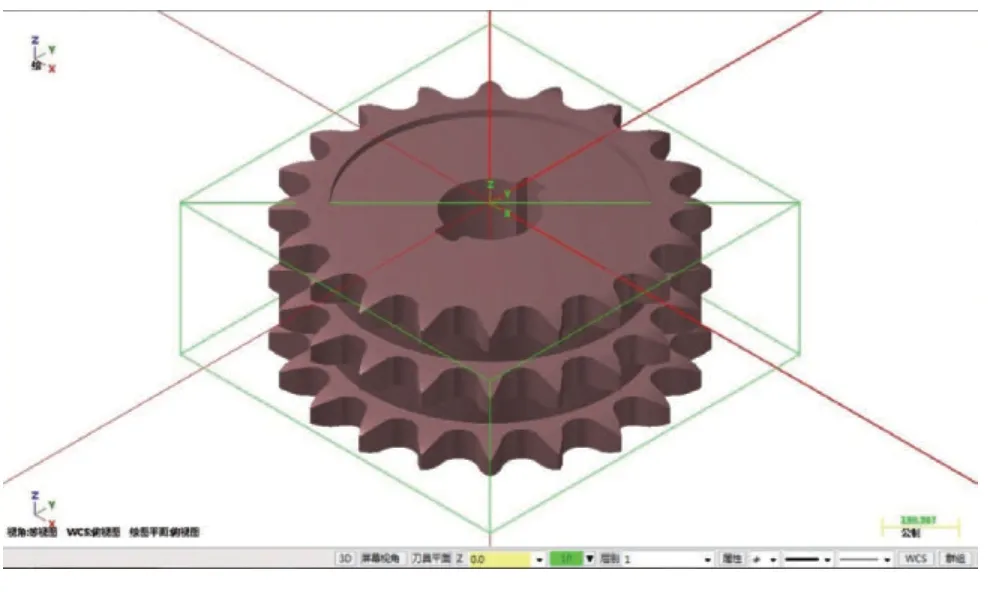
圖3
四、確定銑削方式
MasterCAM 軟件提供了豐富的輪廓銑削方式,能夠銑削較復雜的外觀形狀,它幾乎可以加工任何形狀的異形曲面,經過分析,鏈輪的齒形是由復雜的漸開線形成,因此采用輪廓銑削方式,如圖4 所示。
五、選取待加工的外形輪廓
在選取待加工外形輪廓后,一定要對選定的外形輪廓進行校驗,此項值得注意的是,應防止多選外形輪廓或者漏選外形輪廓,無論是多選外形輪廓還是漏選外形輪廓都會影響成品的最終加工尺寸,嚴重的情況下可能會導致撞刀現象的發生,從而使工件報廢,甚至損壞機床。因此要切記選取的被加工外形輪廓正確無誤,以避免不必要的錯誤發生,如圖5 所示。

圖4
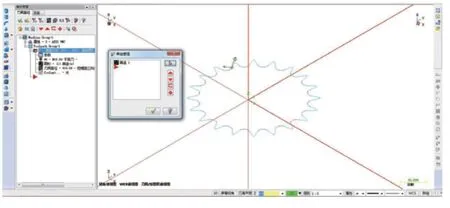
圖5
六、銑削參數的確定
在MasterCAM 中,較為復雜的外形輪廓一般選擇跟隨周邊的切削方式,使用此切削方式能夠在加工過程中減少空行程,在確定每次切削深度時應充分考慮被加工零件的材料及硬度,被加工的零件材料為1Cr18Ni9Si3,該材料是奧式體不銹鋼,相對可切削性為0.3~0.5 之間,是一種難切削的材料,其難加工性主要表現在以下幾個方面。
(1)高溫強度和高溫硬度高。1Cr18Ni9Si3 在700~800℃時也不能降低其機械性能,故切屑不易被切離,切削過程中切削力大,刀具易磨損。
(2)塑性和韌性高。雖然1Cr18Ni9Si3 的抗拉強度和硬度都不高,但綜合性能很好,塑性和韌性高,它的延伸率、斷面收縮率和沖擊值都較高,切削變形所消耗的功率增多。
(3)1Cr18Ni9Si3 的導熱率低,散熱差,切屑帶走的熱量少,大部分的熱量被刀具吸收,致使刀具的溫度升高,加劇刀具磨損。針對材料的性能,最初確定背吃刀量為0.75mm,在進行切削的過程中機床震動嚴重,因此修調了機床參數,最終確定的背吃刀量為1500r/min,進給速度為1200mm/min,每刀加工深度為0.5mm,機床運行平穩,震顫消失,最終滿足加工要求。根據工件要求的表面粗糙度確定工件是否進行二次精加工,一般粗加工后的表面粗糙度值能夠達到6.3μm,如果工件表面質量要求高于6.3μm,那么應考慮進行二次精加工,一般粗加工為精加工工序留有0.2~0.4mm 的余量,在精加工的時候應適當提高機床轉速(2000r/min),同時降低進給速度(600~750mm/min)表面粗糙度值可達3.2μm 設定銑削參數,如圖6 所示。
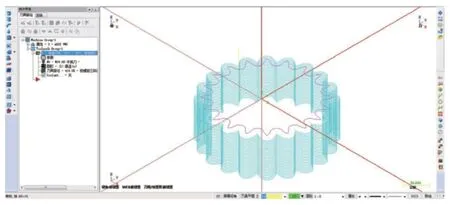
圖6
七、動態模擬仿真
動態模擬仿真能夠檢驗刀具路徑是否理想,同時可檢查是否發生過切現象,通過調整各個參數盡量使刀具路徑簡捷快速,減少空行程,如果發現存在過切現象應及時修改相關參數,使刀具在變更路徑時完全脫離工件,避免撞刀現象的發生,經過實體仿真,沒有產生過切和干涉。如圖7 所示。
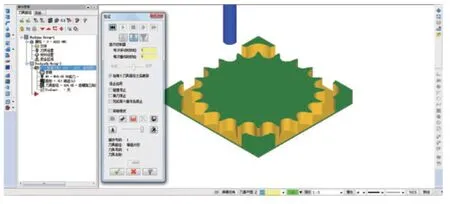
圖7
八、后處理
MasterCAM 后處理是將優化后的刀具路徑通過后處理器,自動生成數控加工中心系統能夠識別的G 代碼,通過數控系統控制機床走刀路徑及各個動作,后處理操作如圖8 所示。將后處理的程序利用CF 存儲卡導入數控系統中,并運行機床實體仿真進行試切工件(圖9),加工后的工件滿足設計圖樣要求。
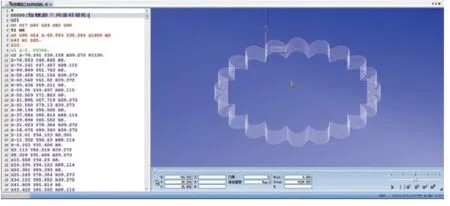
圖8

圖9
九、結語
利用加工中心對短螺距三向滾柱鏈輪外齒形進行加工是一種新的嘗試,通過與普通滾齒機加工相比較,解決了工裝、刀具和設備規格等因素的限制。采用此方法不僅提高了加工效率,而且大大降低了加工成本,加工后的短螺距三向滾柱鏈輪的相關參數及粗糙度經檢測完全滿足設計、裝配要求。