現代數控編程技術的應用分析
2015-12-02 04:51:05高明慧
科技與創新 2015年22期
高明慧
摘 要:數控編程技術作為數控加工技術中的關鍵環節之一,已經成為CAM、CAD以及CAPP系統中發揮效益最好的環節。有效應用數控編程技術可以進一步提高零件的加工質量,縮短產品的研發周期。簡要分析了現代數控編程技術的應用趨勢。
關鍵詞:數控加工技術;數控編程技術;仿真系統;CAD模型
中圖分類號:TG659 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2015.22.143
數控技術,即數字控制技術,是利用數字控制的方式實現工業加工生產的自動化控制。該技術的應用不僅可以提高產品的生產質量和生產效率,還可以解放勞動力,減輕工作人員的負擔,避免出現質量問題,進而提高企業的經濟效益。數控編程技術的應用是保證數控加工技術良好發揮的前提,充分利用其優勢,從科學、高效等角度進行優化,可以激發數控加工的潛在優勢。
1 數控編程技術分析
數控編程技術的應用主要是對加工要求進行分析,并且完成相應的工藝設計,確定產品的最終加工方案。其中包括加工機床、夾具和刀具等設備的選擇;確定合理的走刀路線、切削用量等;建立工件幾何模型,計算產品加工過程中刀具相對于工件運動的軌跡和機床的運動軌跡;按照數控系統能夠接受的程序格式,形成完整的零件加工程序,最后經過驗證和修改,得到完整的產品加工程序。對于加工難易程度不同的工件來說,可以選擇手工編程或自動編程的方式獲得最終的加工程序。其中,手工編程及編制數控加工程序的所有步驟均由人工完成,包括零件圖樣分析,工藝處理,確定加工路線、工藝參數、計算數控機床所需輸入數據等,一般適用于形狀簡單、加工程序較短以及計算不煩瑣的零件。但從整體上分析,手工編程具有效率低、易出錯等缺點,且每個坐標的計算量大,對編程人員的專業技能要求很高。自動編程,即利用計算機及相應軟件系統生成數控加工程序,整個過程除了少數零件圖樣的設計和工藝方案的制訂由手工編程方式完成外,其余均可以通過計算機軟件自動完成。與手工編程相比,自動編程效率更高,并且出錯率非常低,可以滿足復雜形狀工件的加工需求。
2 數控編程技術應用實例分析
2.1 CAD模型
待加工零件毛坯的長、寬、高分別為298 mm、298 mm、210 mm,并且分成3個區域來精加工處理。
2.2 加工方案
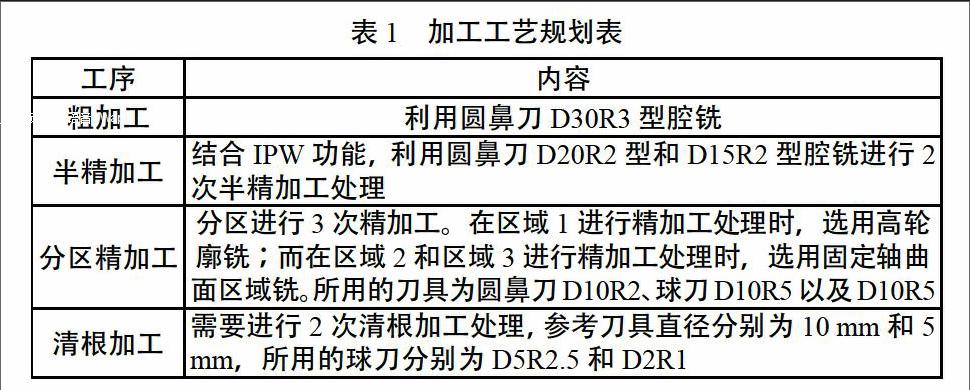
在規劃、分析頭盔模具產品的加工工藝時,需要結合產品的加工需求,從粗加工、半精加工、分區精加工和清根加工等幾方面來進行,具體內容如表1所示。
通過CAM可視化刀軌仿真可以得到粗加工和半精加工后的IPW。通過分析目前的加工狀態發現,工件粗加工處理后存在殘留材料不均勻的問題,并且加工痕跡非常明顯,而經過半精加工處理后的殘留余量相對均勻。由于拐角處大直徑刀具在操作上具有較大的難度,加工效果不好控制,因此,應將清根加工刀具軌跡的設計控制在相鄰曲面的連接位置。
表1 加工工藝規劃表
工序 內容
粗加工 利用圓鼻刀D30R3型腔銑
半精加工 結合IPW功能,利用圓鼻刀D20R2型和D15R2型腔銑進行2次半精加工處理
分區精加工 分區進行3次精加工。在區域1進行精加工處理時,選用高輪廓銑;而在區域2和區域3進行精加工處理時,選用固定軸曲面區域銑。所用的刀具為圓鼻刀D10R2、球刀D10R5以及D10R5
清根加工 需要進行2次清根加工處理,參考刀具直徑分別為10 mm和5 mm,所用的球刀分別為D5R2.5和D2R1
2.3 數控加工仿真、檢驗和優化
工件的加工處理主要采用仿真系統VERICUT,而仿真系統VERICUT由ARTCLSF仿真和G代碼仿真兩部分組成。通過分析G代碼仿真視圖和局部視圖,可以更全面地掌握加工環境狀況,且系統仿真與實際加工狀態比較接近,可以更好地掌握工件的整個加工過程,便于及時發現問題并作相應的調整,以免存在設計誤差,從而對加工效果造成極大的影響。
對本案例所述工件的加工,采用恒定體積去除率與恒定切屑厚度相結合的方式進行粗加工、半精加工、分區精加工和清根加工等各環節的優化。其中,粗加工和半精加工的優化選用恒定體積去除率處理方式,而分區精加工和清根加工則選用恒定切屑厚度與恒定體積去除率相結合的方式進行優化。各刀具優化前總加工時間為296.26 min,優化處理后,總加工時間縮短至228.01 min,大幅度縮短了工件的加工周期,不但確保了工件的加工質量,還提升了加工效率。優化處理確保了穩定體積的去除率,避免了沖擊荷載,并且利用數控機床可以延長加工刀具的使用壽命,進而提高整個加工過程的穩定性,避免各類因素對工件加工質量造成影響。
3 結束語
綜上所述,現代數控編程技術具有系統性特點。數控編程技術利用CAD、CAM和數控加工仿真技術等,對工件加工的過程進行詳細編程,分析各個細節,結合加工實際需求編制出合理、高效的NC程序,并通過數控加工仿真系統軟件生成NC代碼進行仿真、檢驗以及優化編輯,提高整個加工流程的合理性和準確性,從而提高工件的加工效率和質量。
參考文獻
[1]張美欣.適合現場使用自動編程技術的研究與實現[D].沈陽:中國科學院研究生院(沈陽計算技術研究所),2008.
[2]陳長亮.數控編程技術及其典型應用研究[J].黑龍江科技信息,2014(17):73-74.
[3]韓式國,趙軍,陳曉曉,等.數控編程技術及其典型應用研究[J].組合機床與自動化加工技術,2012(03):100-103.
〔編輯:劉曉芳〕
