熱模鍛壓力機上模鍛齒輪軸
2015-11-30 03:27:15山西利民工業(yè)有限公司楊繼璋今淑平李建棟
金屬加工(熱加工) 2015年21期
■山西利民工業(yè)有限公司 楊繼璋,今淑平,李建棟
熱模鍛壓力機上模鍛齒輪軸
■山西利民工業(yè)有限公司 楊繼璋,今淑平,李建棟
通過對齒輪軸的結(jié)構(gòu)分析,制定出了該件成形時的工藝流程,介紹了模鍛工藝及其工步型腔設(shè)計。
圖1為正在研制生產(chǎn)的一種齒輪軸毛坯,材質(zhì)8620H鋼,鍛件凈重9kg,下料重9.4kg,該件是某一汽車變速器中的重要件,其技術(shù)規(guī)范要求等溫正火后機加成形使用,還要進行表面滲碳淬火,其結(jié)構(gòu)特點為軸線較長,截面突變較大。毛坯屬于S3級鍛件,坯料變形程度大,經(jīng)過對該件進行分析,制定了一套從制坯到成形,在31.5MN熱模鍛壓力機上鍛造的工藝方案,經(jīng)生產(chǎn)實踐證明,該工藝方案能夠滿足生產(chǎn)及圖樣要求,各項技術(shù)指標(biāo)均達(dá)到預(yù)期目標(biāo)。
1. 工藝分析
由于齒輪軸鍛件軸線較長,截面突變較大,如果是采用水平鍛造,必須要進行復(fù)雜的制坯和預(yù)鍛后,方可在熱模鍛壓力機上進行鍛造,而且水平鍛造時,由于中間薄壁高筋的法蘭部分在成形時,主要是以壓入方式成形,在成形方式上沒有鐓粗方式好成形,必須要產(chǎn)生較大的飛邊才能確保鍛件成形。
經(jīng)計算,采用水平鍛造時,飛邊重量就應(yīng)為0.9kg。而熱模鍛壓力機上模鍛是靠靜壓力使金屬變形的,且是在一次行程中完成金屬的變形,因此熱模鍛壓力機上模鍛的一般規(guī)律是:金屬材料在水平方向即徑向流動劇烈,而高度方向的流動相對緩慢,也就是說,水平方向優(yōu)于高度垂直方向的成形。如果將此件改為沿軸線垂直方向鍛造,中間的法蘭部分將以鐓粗方式成形,只需要簡單的頂鐓制坯后即可完成,操作工序簡單,且采用垂直頂鐓成形時要節(jié)約原材料,經(jīng)計算,飛邊重量只要0.4kg,每件可節(jié)約原材料0.5kg。但是,因在熱模鍛壓力機行程較小且行程固定不可調(diào)整,垂直頂鐓成形時,若坯料長度超越壓力機上死點時的模具最大開口尺寸時,材料就難以喂入模具。因此,在工藝編制和模具設(shè)計時首先要注意的就是法蘭部分的變形程度與坯料長度的相互關(guān)系。
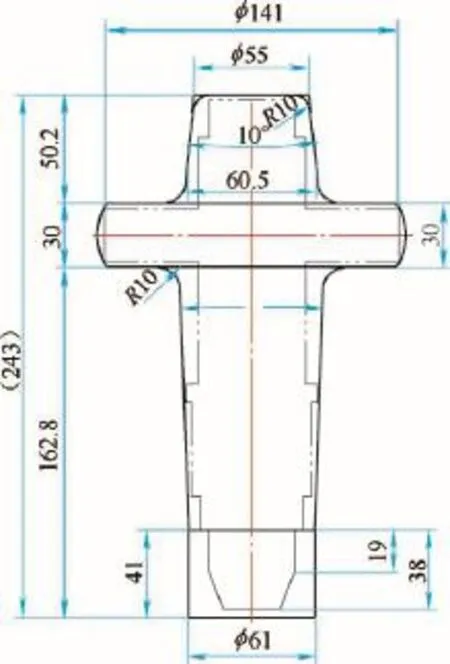
圖1
下半部分的桿部長162.8mm部分,模鍛斜度2°,鍛件桿部小端直徑61mm,變形較小,這部分可以用φ60m m的棒料直接成形。上半部分長50.2mm部分,尺寸較小,深度較深,在鍛造過程中,必然會以壓入的方式充滿型腔,因此,鍛造時應(yīng)考慮先預(yù)成形后,再終鍛的工藝方法,這樣才能避免其出現(xiàn)充不滿的現(xiàn)象。中間法蘭部分φ141mm×30mm,體積為V=468 200mm3,重量G=3.7kg。如果用φ60mm棒料鍛造,這部分所需的坯料長度為167mm,其高徑比ψ=167/60=2.78;當(dāng)采用頂鐓的方式鐓粗成形時,其高徑比最大不能超過2.5,當(dāng)高徑比大于2.5時,應(yīng)進行頂鐓聚料制坯后才能進行頂鐓成形,否則在鍛造過程中,將會導(dǎo)致材料的失穩(wěn),而形成鍛件的折疊等致命的缺陷。
經(jīng)以上分析,確定工藝為:加熱→鐓粗聚料→終鍛→切邊。
2. 模鍛工步及型腔設(shè)計
預(yù)鍛件圖樣的設(shè)計,首先應(yīng)保證在終鍛時主要以鐓粗方式充滿型腔,在終鍛時,不產(chǎn)生金屬回流而形成折疊;其次,還考慮到坯料在型腔中的準(zhǔn)確定位,使坯料鍛造過程中不產(chǎn)生錯動,因為熱模鍛壓力機有下頂料機構(gòu),能實現(xiàn)小斜度或無斜度模鍛。因此,在預(yù)鍛件的下端設(shè)計為圓柱形,以便于坯料在預(yù)鍛型腔中的定位。
根據(jù)計算,鍛件重量為9k g,當(dāng)沿軸向鐓粗成形時,毛坯下料重量為9.4kg,如果用φ60mm棒料鍛造,其坯料尺寸為φ60mm×425mm。
鍛件成形主要取決于中間法蘭部分的成形,中間法蘭部分φ141mm×30mm,所需坯料長度為φ60mm×167mm,高徑比ψ=2.78,L=2.78d。根據(jù)頂鐓變形規(guī)則,當(dāng)ψ≤2.5時,不需要進行頂鐓制坯,可以用原坯料直接成形。當(dāng)ψ≤3.9時,需要進行一次錐形頂鐓聚料,頂鐓錐形型腔的各型腔尺寸的計算如下
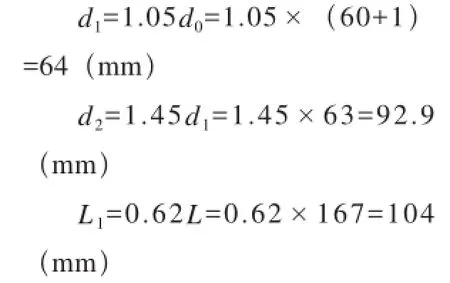
這部分型腔應(yīng)設(shè)計為如圖2所示結(jié)構(gòu),因下端部分應(yīng)與鍛件一致,下端口部尺寸為φ70.2mm。
在工藝編制與模具設(shè)計中,不僅要考慮到各工步的定位準(zhǔn)確性,而且要考慮到坯料放入模具中的可操作性,加熱好的坯料應(yīng)能順利地放入模具,沒有任何阻礙。由于鍛件所需的坯料尺寸為φ60mm×425mm,模架中模塊的封閉高度為490mm,現(xiàn)有的31.5MN熱模鍛壓力機的滑塊行程為360mm,顯然,坯料長度大于壓力機行程。若用通常的模具封閉式的設(shè)計方法,坯料就根本喂不進鍛模中,必須對模具結(jié)構(gòu)進行尺寸調(diào)整,增大在上死點時,模具的開口尺寸,以便于使坯料能順利放入模具。通過作圖法得知,在上模去除38.5mm后,利用下模中心型腔空間,可以將坯料順利置入型腔,如圖3所示。由于鍛件上端φ55mm×50.2mm處型腔尺寸小于坯料直徑,在頂鐓時為壓入成形,因此,預(yù)鍛件圖樣的設(shè)計中,可調(diào)整為如圖4所示結(jié)構(gòu),這樣既能滿足坯料能喂入模具和頂鐓聚料,又能確保終鍛的成形。
鍛模的每道工步應(yīng)確保下一道工步的定位準(zhǔn)確,每一道工步中已成形部分,在下道工步中不變形或少變形。
在終鍛型腔的熱鍛件圖中,熱鍛件圖的設(shè)計,型腔尺寸在冷鍛件圖樣的基礎(chǔ)上加1.5%收縮量。考慮到頂鐓聚料后,在終鍛型中的坯料定位,終鍛型中的底端直柄部分,尺寸應(yīng)稍大于頂鐓聚料型腔。
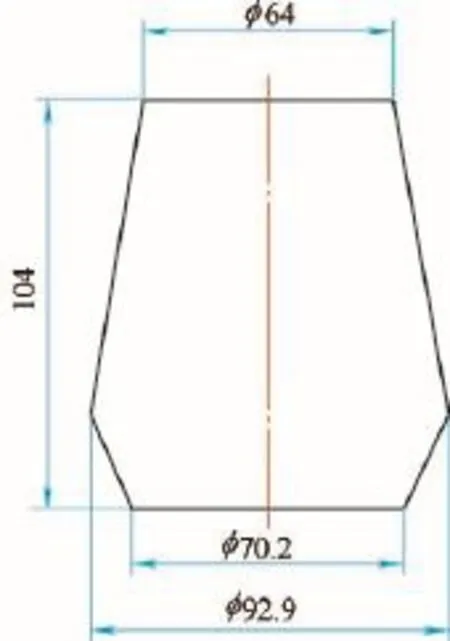
圖2
圖3
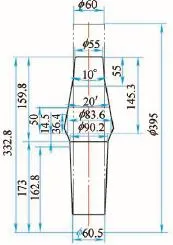
圖4
3. 模鍛結(jié)構(gòu)設(shè)計
在預(yù)鍛和終鍛時,由于型腔較深,鍛件成形后,必須利用熱模鍛壓力機的頂出機構(gòu),將鍛件從模具型腔中頂出。由于鍛件采取垂直方向的頂鐓成形,在變形過程中,模具所承受的力主要集中在下端,即型腔最底部,在鍛造和冷卻時,在模具根部存在反復(fù)交變應(yīng)力,極易造成此模具根部損壞,產(chǎn)生嚴(yán)重的裂紋,為此,把鍛模設(shè)計成組合式結(jié)構(gòu),將模具從型腔的底部分開,為確保模具精度和便于安裝,上下兩部分采用止口導(dǎo)向。在鍛件成形后溫度極高,硬度較低,如果采用局部小的接觸面積進行頂料,在較大退料力的作用下,頂桿會直接壓入造成鍛件報廢。所以,采用接觸面積較大的臺階形退料器,一是可以增大頂料時的鍛件受力面積,二是臺階形的結(jié)構(gòu)能增大終鍛成形時的模具受力面積,三是便于型腔中的氧化皮等雜物的清理。因此,設(shè)計了圖5的模具結(jié)構(gòu)。
為確保鍛件的成形,在終鍛模飛邊槽設(shè)計中,增加了阻尼溝,以增大水平方向阻力,如圖6所示,以便于能夠更好地充滿型腔。
4. 模鍛操作工步
(1)頂鐓聚料 將加熱好的坯料放入頂鐓型腔中,以外徑定位,進行頂鐓聚。
(2)終鍛 將頂鐓聚料后的坯料,移至終鍛模中進行終鍛。
在頂鐓聚料制坯和終鍛時,應(yīng)對模具及時進行冷卻和潤滑,以確保模具的使用壽命,但由于預(yù)、終鍛模中存在下頂料機構(gòu),冷卻用石墨乳化液不能過多地噴入模具型腔,否則,多余的石墨多將模具下頂桿墊起,從而造成鍛件的端面的壓傷或長度不夠而報廢。由于型腔較深,深孔中的氧化皮不易清除,在氧化皮清理時,應(yīng)制作一較長的吹管,將吹管伸入到型腔底部,用高壓空氣將其吹出。
5. 使用效果
頂鐓聚料制坯時,上端部分會有局部充不滿現(xiàn)象,此狀況不會影響終鍛成形。另外,由于退料時下頂出力極大,在分體下模的連接中,應(yīng)選擇使用12.9級的高強度螺釘,否則,會造成螺釘?shù)臄嗔讯鴩?yán)重影響生產(chǎn)。
經(jīng)過批量生產(chǎn)使用,該模具結(jié)構(gòu)緊湊,工藝簡單實用,達(dá)到了預(yù)期目的,鍛件各部分成形較好,金屬流線完整,殘留毛邊小,整體均勻,經(jīng)力學(xué)性能檢測和加工使用,能夠完全滿足產(chǎn)品的各項技術(shù)要求,產(chǎn)品研制生產(chǎn)取得了成功。
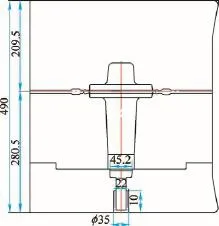
圖5

圖6
[1]宋黎明.鍛模設(shè)計基礎(chǔ)[M].北京:中國鐵道出版社,1999 .
[2]張志文.鍛造工藝學(xué)[M].北京:機械工業(yè)出版社,1998.
[3]中國機械工業(yè)學(xué)會鍛壓學(xué)會.鍛造手冊[M].北京:機械工業(yè)出版社,2001.
[4]楊繼璋. 轎車左右橫臂的錘上模鍛工藝[J]. 鍛壓裝備與制造技術(shù),2004,(2):68-69.
[5]余承輝,楊繼璋. 單拐曲軸的錘上模鍛[J]. 熱加工工藝,2010,(11):115-117.
[6]楊繼璋,申泰宏.轎車左右橫臂的錘上模鍛工藝[J].模具制造,2009,(12):54-55.
20150708
