曲軸鍛造及鍛后預備熱處理質量控制
2015-11-30 03:27:15南車資陽機車有限公司曲軸事業部潘明明
金屬加工(熱加工) 2015年21期
■南車資陽機車有限公司曲軸事業部 潘明明
曲軸鍛造及鍛后預備熱處理質量控制
■南車資陽機車有限公司曲軸事業部 潘明明
論述了RR/TR法曲軸鐓鍛工藝過程中影響曲軸質量和導致曲軸變形的各種因素,針對這些因素總結現場生產經驗給出一定的指導性解決方案,也提出了曲軸鍛后預備熱處理的變形控制方法。通過所提到的控制方法實施,曲軸鍛件質量得到提升,曲軸制造成本下降。
1. RR/TR法曲軸鐓鍛工藝
曲軸是柴油機的關鍵零件,工作時曲軸受力狀況極其復雜,其制造質量的好壞是影響柴油機性能和可靠性的重要因素,尤其是大中型柴油機曲軸,制造工藝復雜,其制造成本占柴油機制造成本的1/5~1/4。
(1)R R法曲軸鐓鍛工藝 由法國人R.Roedrer工程師于20世紀30年代末發明,又稱“大型曲軸彎曲鐓鍛法”,是利用一種專用裝置,稱為曲軸鐓鍛裝置,一個火次里將一定長度的光坯料鐓鍛和彎曲成纖維連續的完整曲拐的工藝方法,通過逐拐變形便可得到金屬纖維連續的整體曲軸鍛件。圖1為其成形原理簡圖。當壓力機活動橫梁下壓時,壓力機壓力借由上模架兩側四個斜壓面將壓力分解為鐓粗的水平力和彎曲的垂直力。隨著壓力機活動橫梁的下壓,合在一起的上下模座在上模架的4個斜壓面作用下沿水平導軌向中心運動,固定在上下模座上的模具隨之擠壓坯料成形曲拐的曲柄臂,同時彎曲模向下運動進行錯拐,由此逐拐鐓鍛成形整支曲軸。
(2)T R法曲軸鐓鍛工藝 隨著柴油機功率的不斷發展和不斷生產實踐,發現RR鐓鍛法鐓粗力不夠,對鍛造壓力噸位要求大,一般50MN以上壓力機才能鍛出大功率中速機曲軸。基于上述原因,20世紀60年代,波蘭波茲南金屬成形研究所魯特教授成功研究了一種TR彎曲鐓鍛法。其原理與RR彎曲鐓鍛法相同,但彎曲鐓鍛裝置結構比較優越,能夠得到大得多的水平鐓粗力。其是通過肘桿機構,把壓力機壓力分解為垂直彎曲分力和水平鐓粗分力,力的分配比較合理。在鐓鍛過程中,隨著肘桿傾角逐漸變小,水平鐓粗力逐漸增大,在鐓鍛終點時達到最大值,約為壓力機名義噸位1.2倍。
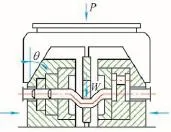
圖1 RR法曲軸鐓鍛成形
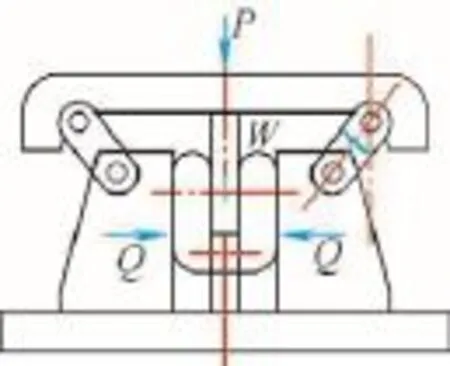
圖2 TR法曲軸鐓鍛成形
2. 影響曲軸鍛造質量變形的因素
從RR/TR法曲軸鐓鍛工藝原理的介紹中我們可看出,RR法和TR法曲軸鐓鍛成形工藝原理是相同的,且均為逐拐成形。通常在某一曲拐成形時,將裝在模具中已經成形的曲拐或法蘭一側稱為定位側,如圖1右側所示,使用的模具稱為定位模具,將尚未參與變形的一側稱為夾緊側,如圖1左側所示,使用的模具稱為夾緊模具。
影響曲軸鍛造質量和變形的因素有曲軸鍛造加熱、曲軸鍛造過程支撐及曲軸鍛造脫模和曲軸鍛后正火熱處理。
(1)曲軸坯料加熱 曲軸坯料鍛造加熱是影響曲軸鍛造變形的最重要因素之一。目前我公司主要使用天然氣進行曲軸坯料加熱,所使用設備稱作曲拐加熱爐。曲拐加熱爐的質量直接影響曲軸坯料的加熱質量,同時也直接影響曲軸鍛造變形控制。
(2)爐溫均勻性 曲拐加熱爐爐溫均勻性直接決定了坯料溫度的均勻性,坯料溫度均勻性直接影響著曲軸鍛造成形質量,坯料溫度越均勻,越有利于金屬流動,爐溫均勻性差,則不利于金屬流動,在曲軸坯料的鐓鍛成形過程中則容易出現曲柄臂成形不飽滿和大量鍛造飛邊的出現,爐溫均勻性直接決定著曲軸鐓鍛成形的成敗。
曲拐加熱爐的加熱氣氛直接影響坯料的氧化程度,理想的曲拐加熱爐氣氛為中性偏還原性氣氛,以減少曲軸坯料在加熱過程中的氧化。坯料在加熱過程中形成的氧化皮在鐓鍛過程中,隨著金屬的變形部分氧化皮剝落后落在成形模具型腔內,隨著曲軸鐓鍛的進行被壓入曲柄外圓或連桿頸頂部,嚴重影響曲軸鍛件余量;未剝落氧化皮在曲軸鐓鍛成形后會直接附著在曲軸上,如氧化皮較厚則同樣影響曲軸鍛件余量。
曲拐加熱爐本身質量也是影響曲軸質量的重要因素。在曲軸鍛造過程中,已成形的曲柄再次拐成形時參與定位,在曲軸鍛造過程中不希望參與定位的曲柄發生變形。曲拐爐質量差或爐口尺寸與坯料直徑不匹配,在坯料加熱過程中,參與定位的曲柄被加熱,在定位時曲柄發生變形,曲軸質量變差。
加熱支撐決定了曲軸在鐓鍛前的彎曲情況。曲軸坯料被加熱至鍛造溫度時,金屬材料塑性增加,在沒有良好支撐的條件下,曲軸坯料則在加熱后因坯料自重發生彎曲變形。已經彎曲的坯料則在鐓鍛變形后曲軸本身肯定是彎曲的,且因不同曲軸曲拐角度不同,則不同曲軸存在不同程度的多段S形彎曲,此類彎曲難以通過校直進行修復,且此類校直存在非常大的殘余應力。
(3)鐓鍛過程 隨著壓力機活動橫梁的下壓,通過斜面板或肘桿結構將豎直向下的運動轉化為上下模座水平方向向中心運動,固定在上下模座上的模具隨之擠壓坯料成形曲拐的曲柄臂。同時,彎曲模向下運動進行錯拐,由此逐拐鐓鍛成形整支曲軸。在整個鐓彎過程中,鐓彎變形力非常大,如在支撐不足或不當,和模具壓緊不實的情況下,曲軸坯料的鐓彎變形抗力會導致曲軸明顯的彎曲,且因曲軸曲拐方向不同,容易形成多段S形彎曲。
(4)曲軸脫模 曲軸鐓鍛為全封閉式模鍛,鐓鍛完成后曲軸脫模力較大,如脫模不當,強行脫模,容易導致曲軸發生彎曲變形和曲柄臂發生扭曲變形,嚴重影響曲軸鍛件質量。
(5)曲軸鍛后正火熱處理 曲軸鍛后正火熱處理的目的是消除曲軸鍛造殘余應力,正火溫度在850℃以上,鋼材已達到奧氏體化溫度。為保證生產效率,一般曲軸裝爐量較大,存在多層裝爐情況,則在正火保溫溫度下因曲軸自重和其他曲軸施加的壓應力導致曲軸發生變形,該變形一般是通過專用校直設備來消除,校直是利用正火的余溫進行的。因校直工序曲軸存在變形殘余應力,增加了退火工序用以消除校直殘余應力。
3. 控制措施
(1)曲拐加熱爐爐溫均勻性 改進燃燒燒嘴結構,或使用平焰燒嘴,使在曲拐加熱爐爐膛內部無明顯火焰,保證坯料加熱主要是通過熱輻射的方式來實現,則坯料溫度的均勻性得以提高,更有利于金屬鍛造成形,同時坯料局部過熱過燒風險降低。
(2)曲拐加熱爐燃燒氣氛控制 通過增加配比閥,天然氣根據鼓風量進行自動配比保證充分燃燒,確保曲拐加熱爐燃燒氣氛為中性氣氛偏還原性氣氛。通過增加該控制閥,使得坯料氧化大幅減小,避免曲軸鍛造后氧化皮擠占曲軸加工余量。
我公司正在研制中頻電感應加熱裝置,已完成某型曲軸的小批量試制。采用中頻感應加熱曲軸坯料的溫度均勻性更高且坯料氧化很小。中頻感應加熱不失為目前最好的曲軸坯料鍛造加熱方式。
(3)曲拐加熱爐質量要求 要求曲拐加熱爐爐壁光滑平整,隨著曲拐爐的使用,爐膛耐火材料產生爐渣影響爐壁平整時必須及時清理爐渣,當爐渣堆積較多時必須及時更換曲拐爐,以免因爐渣影響曲拐爐的爐溫均勻性。另曲拐爐爐口尺寸在方便觀察火色的情況下應盡可能的小,一方面增加加熱效率,另一方面避免已成形曲柄被加熱。
(4)曲軸坯料加熱支撐 曲軸坯料被加熱至鍛造溫度時,金屬材料塑性增加,使用高度可調整的支撐小車,支撐小車可在曲拐加熱爐軌道上前后移動,調整好支撐高度和選擇合理支撐點,盡可能地減少坯料在加熱時的變形,減小曲軸變形。
(5)曲軸鍛造支撐 曲軸鐓鍛過程支撐,減小曲軸在鍛造過程中因變形抗力非常大而導致的曲軸變形。曲軸種類繁多,不同曲軸通過增加或減小墊片的方式來保證在曲柄成形過程中曲軸支撐貼實,同時支撐小車能夠在曲軸軸向方向上移動以便于選擇合理的支撐點。通過合理的支撐,將曲軸鐓鍛過程中產生的變形抗力所帶來的曲軸變形趨勢抵消,盡可能減小曲軸變形。
(6)控制脫模形變 曲軸鍛造成形后脫模是通過橋式起重機給予整個曲軸豎直向上的拉力。鋼絲繩兩個施力點距離越大曲軸越易變形,但此時力矩較大,曲軸容易脫模。施力點間距離越小則曲軸越不易變形,但此時力矩小,曲軸不易脫模。為改善曲軸脫模時曲軸變形,選擇合理的施力點間距,利用頂出缸將曲軸頂起后,配合移動缸將曲軸夾緊,下拉頂出缸配合橋式起重機起吊曲軸脫模,盡量減小曲軸彎曲變形和因脫模力巨大而引起的曲柄變形。
(7)正火前曲軸劃線檢查 在正火工序執行之前,對毛坯曲軸鍛件進行劃線檢查,主要檢查曲軸各曲拐開檔余量情況和曲軸的彎曲情況,并在劃線檢查結果中給出曲軸彎曲對曲軸開檔余量的影響,對正火工序曲軸裝爐給出指導意見,避免在正火溫度下因隨意裝爐后曲軸發生變形而影響后工序余量。
(8)正火變形控制 正火工序嚴格參照正火前劃線結果,通過控制裝爐方式,利用正火溫度下曲軸自重矯正曲軸彎曲而不影響曲軸開檔余量。
對于曲軸中間及兩端有彎曲情況的曲軸,通過摸索總結出相應措施,來矯正曲軸彎曲,具體措施如下:①不彎曲的曲軸塞緊楔鐵后,用錘子敲緊楔鐵。②彎曲度在5mm以內曲軸塞緊楔鐵。③彎曲度在5~10mm曲軸,塞緊后稍松楔鐵。④彎曲度在15~20mm曲軸,根據情況懸空8~12mm。⑤彎曲度在25~30mm的曲軸,懸空15~20mm。⑥細長的8拐以上曲軸,必須有4個以上的支撐點。⑦裝爐時,所有曲軸第一支撐點和最后一支撐點與曲軸接觸部位必須用楔鐵塞緊。曲軸中部必須懸空,使用用楔鐵和墊片調整支撐點間隙控制變形范圍。
數據收集統計分析表明,90%以上曲軸通過正火變形控制和曲軸彎曲矯正無需校直,即可滿足后序機加工要求,則90%以上曲軸無需退火工序。
4. 結語
影響曲軸鍛造質量和變形的因素有曲軸鍛造加熱,曲軸鍛造過程支撐及曲軸鍛造脫模和曲軸鍛后正火熱處理。
改進優化曲拐加熱爐或投入使用中頻電感應加熱裝置來保證曲軸的加熱質量,同時做好坯料加熱支撐來確保曲軸坯料鐓鍛前的直線度;鐓鍛過程選擇合理的支撐點防止曲軸在鐓鍛時發生彎曲變形和利用壓力機做好脫模減小曲軸彎曲和曲柄臂變形;增加正火前的劃線檢查,嚴格要求正火裝爐方式控制正火變形。各項措施的執行不僅保證了曲軸鍛件質量和控制曲軸彎曲變形,也因曲軸彎曲控制而取消了校直工序和去應力退火工序,降低了曲軸制造成本。
[1] W.Walczyk. TR35Z裝置成形工藝設計[M].波蘭金屬成形研究所,2003.
[2] 馮道武. TR鐓鍛曲軸的生產[J].大型鑄鍛件,1994,(2):4-10.
[3] 萬煦義.大型全纖維曲軸鍛造方法的探討[J].大型鑄鍛件,2006(3):45-52.
[4] 機械工業職業技能鑒定中心小組.鍛造工技術[M].北京:機械工業出版社,2000.
20150706
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車觀察(2016年3期)2016-02-28 13:16:26
