鐓鍛工藝對(duì)鍛件質(zhì)量的影響
2015-11-30 03:27:09洛陽LYC軸承有限公司鍛造廠張仰偉
金屬加工(熱加工) 2015年21期
洛陽LYC軸承有限公司鍛造廠 張仰偉
鐓鍛工藝對(duì)鍛件質(zhì)量的影響
洛陽LYC軸承有限公司鍛造廠 張仰偉

改善金屬內(nèi)部組織,生產(chǎn)出滿足使用要求的高品質(zhì)鍛件,是鍛造行業(yè)技術(shù)人員永遠(yuǎn)追求的目標(biāo)。除原材料品質(zhì)、熱處理工藝外,機(jī)械零件內(nèi)部組織的均勻性與金屬流線方向也是影響其使用壽命的重要因素。
在生產(chǎn)實(shí)踐中大家都希望在不增加勞動(dòng)量的前提下,使鍛件金屬組織均勻性得以提高,鍛件金屬流線方向符合零件工況。拋開原材料品質(zhì),鍛件組織的均勻性在很大程度上取決于鍛造過程的變形量,衡量金屬變形量大小的參數(shù)即鍛造比。但鍛造比相同,不同鍛造工藝方法對(duì)鍛件質(zhì)量有非常大的影響。而金屬流線的方向則完全取決于鍛造工藝方法。

圖1
不同鍛造工藝加工軸承滾動(dòng)體鍛件對(duì)其金屬流線的影響
隨著鐓拔次數(shù)增加,金屬偏析組織質(zhì)點(diǎn)在原質(zhì)點(diǎn)的附近進(jìn)行擴(kuò)散,擴(kuò)散空間逐漸增大,金屬疏松組織范圍逐漸縮小。
如圖1~圖3所示,在第一次均正拔長的過程中,金屬疏松和偏析組織在鍛錘變形錐的作用下,沿原棒材徑向滑移變形,中心疏松組織迅速得以改善,金屬偏析質(zhì)點(diǎn)擴(kuò)散的空間快速增大;第二次均正拔長時(shí),金屬質(zhì)點(diǎn)的受力方向垂直于第一次金屬質(zhì)點(diǎn)的受力方向進(jìn)行滑移變形,使鍛件組織更加均勻。顯然,第二種工藝方法更能改善鍛件內(nèi)部組織質(zhì)量。

圖2 第一種鍛造工藝(箭頭所指為金屬流線方向)

圖3 第二種鍛造工藝

圖4 第1種工藝:鐓粗→穿孔→輾擴(kuò)成形

圖5

圖6 第2種工藝:鐓粗→穿孔→馬擴(kuò)→輾擴(kuò)成形
采用不同鍛造工藝加工環(huán)形鍛件對(duì)鍛件內(nèi)部組織的影響
加工軸承內(nèi)外圈鍛件時(shí),鍛造比在不同的工步有不同稱謂,一般分為鐓粗比、馬擴(kuò)比、輾擴(kuò)比,各個(gè)工步鍛造比的乘積就是總鍛造比。在鍛造比相同的情況下,探討不同鍛造工藝對(duì)鍛件內(nèi)在質(zhì)量的影響,以此來指導(dǎo)生產(chǎn)。
下面以鍛件NCF368018X/02為例,計(jì)算不同鍛造工藝下的鍛造比進(jìn)行分析。第1種工藝方法中(見圖4,鍛造現(xiàn)場(chǎng)如圖5所示),鐓粗比為:263/180=1.46;輾擴(kuò)比為:174/80=2.175;鍛造比為:1.46×2.175=3.2。第2種工藝方法中(見圖6,鍛造現(xiàn)場(chǎng)如圖7所示),鐓粗比為:263/180=1.46;馬擴(kuò)比為:1 4 0/8 0=1.7 8;輾擴(kuò)比為:174/140= 1.24。輾擴(kuò)比為:174/140= 1.24;鍛造比為:1.46×1.78×1.24=3.22。
對(duì)比兩種鍛造方法,單從衡量塑性變形程度大小的參數(shù)值鍛造比來看基本相同。但兩種工藝對(duì)原材料中的帶狀物、組織疏松及碳化物偏析等缺陷的改善程度有較明顯差異,與第1種鍛造工藝相比,采用第2種鍛造工藝的鍛件,原材料中的帶狀物、組織疏松和碳化物偏析得到了較大改善。對(duì)比兩種鍛造工藝方法,差異就在馬擴(kuò)工序,馬擴(kuò)工序示意如圖8所示。
馬擴(kuò)微觀上相當(dāng)于矩形截面坯料的鐓粗,在上錘砧和馬桿的作用下,呈現(xiàn)出難變形區(qū)、易變形區(qū)和自由變形區(qū)(見圖9)。
鍛件的外徑、內(nèi)徑不斷增大,高度略有增加。隨著鍛件外徑和內(nèi)徑的不斷增大,鍛件壁厚將逐漸變薄,上下兩個(gè)難變形區(qū)逐漸重疊,易變形區(qū)逐漸收窄,存在于原材料中的帶狀物和碳化物偏析在鍛錘的沖擊力作用下被打碎,但這些存在于原材料中的帶狀物和碳化物偏析仍然集聚于原始位置附近,只是彌散的面積更大,呈現(xiàn)的顆粒更小,從根本上無法消除原材料中的帶狀物和碳化物偏析。但馬擴(kuò)工序可以大幅改善這些原材料缺陷。不同的鍛造工藝方法,宏觀上的鍛造變形量區(qū)別不明顯,但微觀上金屬的變形程度差異非常大,金屬試樣的金相分析充分印證了這一結(jié)論。
實(shí)踐證明,鍛造比的數(shù)值并不能完全真實(shí)反映鍛件的力學(xué)性能,其背后的鍛造工藝方法,才是我們技術(shù)人員在編制鍛造工藝時(shí)應(yīng)該關(guān)注的重點(diǎn)。

圖7
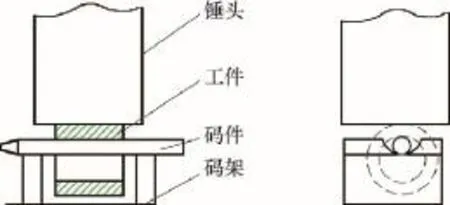
圖8

圖9
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
