方形鋰離子電池的卷繞結構設計
2015-11-30 05:06:20劉開宇吳坤裝唐有根桑商斌
電池 2015年4期
劉開宇,吳坤裝,2,唐有根,桑商斌
(1.中南大學應用化學系,湖南 長沙 410083; 2.東莞市杰輝能源科技有限公司,廣東 東莞 523649)
?
方形鋰離子電池的卷繞結構設計
劉開宇1,吳坤裝1,2,唐有根1,桑商斌1
(1.中南大學應用化學系,湖南 長沙 410083; 2.東莞市杰輝能源科技有限公司,廣東 東莞 523649)
制作兩組不同卷繞結構的鋁塑膜883040型鋰離子電池。與改進前的卷繞結構相比,采用改進的卷繞結構的電池厚度薄0.13 mm、容量高4.1 mAh、內阻低0.6 mΩ,前100次循環容量保持率大1.81%。采用改進的卷繞結構的鋰離子電池,安全可靠性測試結果合格。
鋰離子電池; 卷繞結構; 厚度; 容量
鋁塑膜鋰離子電池是聚合物鋰離子電池開發過程中衍生的一個產物,集中了聚合物鋰離子電池和液態鋼殼鋰離子電池的一些優點[1],生產工藝比聚合物鋰離子電池簡單,卻擁有聚合物鋰離子電池的安全性能。為提高生產效率和降低生產成本,許多鋁塑膜軟包裝鋰離子電池廠逐步使用半自動卷繞機代替手工卷繞。半自動卷繞機生產的方形、較厚的鋁塑膜軟包裝鋰離子電池,在充電后容易出現表面變形,導致厚度超標。引起此問題的主要原因是:卷繞機對隔膜紙張力控制不穩定[2]、隔膜紙材料本身在電池充放電時受熱收縮[3]、電池充電后負極片厚度膨脹以及電池結構本身存在缺陷等。
本文作者從電池卷繞結構方面進行優化設計,以期改善這一問題。
1 實驗
1.1 電池的制備
用油性溶劑N-甲基吡咯烷酮(東莞產,工業級)將質量比96∶2∶2的鈷酸鋰(LiCoO2,湖南產,工業級)、導電劑乙炔黑(比利時產,工業級)和粘結劑聚偏氟氯乙烯(法國產,工業級)調配成正極漿料,涂覆在14 μm厚的鋁箔(廣東產,99.9%)兩面,以3.5 m/min的速度通過溫度為120±5 ℃、24 m長的烘箱,再以40 m/min的速度、12 MPa的壓力輥壓,分切成705 mm×30 mm×0.12 mm的正極片,點焊鋁極耳。
將石墨(浙江產,工業級)、導電劑乙炔黑、粘結劑丁苯橡膠(深圳產,工業級)和羧甲基纖維素鈉(深圳產,工業級)按照質量比95.3∶1.5∶2.0∶1.2混合,用去離子水調配成流動性良好的負極漿料,涂覆在8 μm厚的銅箔(廣東產,99.9%)兩面,以4 m/min的速度通過溫度為130±5 ℃、24 m長的烘箱,再以40 m/min的速度、13 MPa的壓力輥壓,最后分切成650 mm×32 mm×0.124 mm的負極片,點焊鎳極耳。
在常規卷繞方式(A組)的基礎上,設計了一種卷繞方式(B組)。A組電池卷繞時,正、負極耳分別在方形卷針的兩面,卷出的電芯正、負極耳隔著3層隔膜紙(如圖1a);B組電池卷繞時,正、負極耳同在方形卷針的同一面,卷出的電芯正、負極耳只隔著1層隔膜紙(如圖1b)。
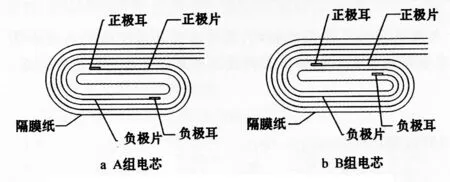
圖1 不同卷繞方式的電芯的內部結構
將鋁塑膜片沖成尺寸為4.60 mm/3.20 mm×28.60 mm×34.30 mm的雙面膜殼,再將兩組電芯分別放到膜殼中,進行頂、側封焊,注入1 mol/L LiPF6/EC+EMC+DMC(體積比1∶1∶1,廣州產,99.9%)電解液后,進行完全密封,然后在MP-68-512聚合物鋰離子電池自動檢測柜(廣州產)上進行化成、分容,完成883040電池的制作。
化成工藝:以0.05C5A恒流充電240 min,截止電壓為3.90 V;靜置10 min;以0.20C5A恒流充電,截止電壓為4.00 V,充電限制時間為180 min。
分容工藝:以0.20C5A恒流充電300 min,截止電壓為4.20 V;靜置10 min;以1.00C5A恒流放電,截止電壓為3.00 V,充電限制時間為75 min。分容放電時間在60 min(對應電池容量為1 000 mAh)以上為合格。
1.2 電池性能測試
1.2.1 容量、厚度和內阻測試
每組電池各取50只,在MP-68-512聚合物鋰離子電池自動檢測柜上以0.50C5A恒流充電至4.20 V,轉恒壓充電至0.01C5A,擱置10 min后,以1.00C5A恒流放電至3.00 V,記錄各只電池的容量,計算平均值。以1.00C5A恒流充電至3.89 V,轉恒壓充電至0.01C5A,取下電池擱置5 h,再用卡尺測量電池的厚度。沿著電池的高度方向,在上、中、下共測3點,取最厚值為電池的厚度,計算平均值。為了更準確地比較兩組電池在厚度和容量方面的優劣,比較了電池的厚度容量,即用容量除以厚度。用NZY-200內阻測試儀(廣東產)分別測量各只電池的內阻,計算平均值。
1.2.2 循環性能測試
每組電池各取2只,分別標記為A1、A2、B1、B2,在CT-3008-5V3A-S1聚合物鋰離子電池檢測柜(深圳產)上進行循環性能測試。測試之前,先將電池以1.00C5A恒流充電至3.89 V,轉恒壓充電至0.01C5A,測量內阻和厚度,循環性能測試后,再測量內阻和厚度。循環性能測試條件:常溫(25±2 ℃)、常壓(86~106 kPa),相對濕度為45%±20%;循環性能測試步驟:①以1.00C5A恒流充電至3.89 V,轉恒壓充電至0.01C5A;②靜置5 min;③以1.00C5A恒流放電至電壓為3.00 V;④將步驟①—③循環100次;⑤以1.00C5A恒流充電至3.89 V,轉恒壓充電至0.01C5A。
1.2.3 安全可靠性測試
用CT-3008-5V3A-S1聚合物鋰離子電池檢測柜進行安全可靠性測試。
短路測試:將5只B組電池以1.00C5A恒流充電至4.20 V,轉恒壓充電至0.01C5A;從數顯溫度計引出感溫線,接在電池身上。將電池置于防爆箱中,用電阻絲(<50 mΩ)直接進行短路,監測電池溫度的變化,當溫度下降到比峰值約低10 ℃后,取出電池,觀察外觀。
過充測試:將5只B組電池以1.00C5A恒流放電至3.00 V,擱置5 min,然后以3.00C5A恒流充電至4.80 V,轉恒壓充電至電流接近0并穩定30 min后,取出電池,觀察外觀。
爐熱測試:將5只B組電池以1.00C5A恒流充電至4.20 V,轉恒壓充電至0.01C5A;然后將電池放入溫度為130 ℃的烘箱中,關好箱門,30 min后取出電池,觀察外觀。
撞擊測試:將5只B組電池以1.00C5A恒流充電至4.20 V,轉恒壓充電至0.01C5A;然后置于撞擊儀的直徑為15.8 mm的實心鋼棒正下方的臺面上,長軸面與鋼棒垂直,從0.6 m的高度將質量為9.1 kg的柱形鋼塊自由落下,砸在電池上,觀察電池的外觀。
2 結果與討論
2.1 電池的容量、厚度和內阻
兩組電池的平均容量、厚度、厚度容量和內阻列于表1。
表1 電池的平均容量、厚度、厚度容量和內阻
Table 1 Average capacity,thickness,thickness capacity and internal resistance of batteries
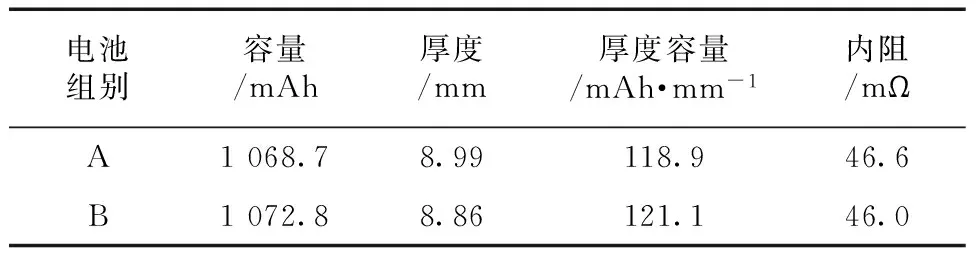
電池組別容量/mAh厚度/mm厚度容量/mAh·mm-1內阻/mΩA1068.78.99118.946.6B1072.88.86121.146.0
從表1可知,與B組相比,A組電池的容量低4.1 mAh、厚度厚0.13 mm、厚度容量低2.2 mAh/mm、內阻高0.6 mΩ。A組電池的厚度容量比B組電池低,即當厚度相同時,B組電池容量更高,當容量相同時,B組電池更薄;由于電池的高度和寬度相等,B組電池具有能量密度的優勢。B組電池更薄,是因為表面沒有明顯變形;而A組電池由于正、負極耳不在電池表面的同一平面上,出現了明顯的變形。A組電池在卷繞時,正、負極耳分別在方形卷針的上、下兩面,卷出的電芯極耳間隔著至少3層隔膜紙和1個卷針。在壓扁和極耳膠頂封工序后,卷針厚度的間隙幾乎消失,正、負極耳的極耳膠部分被封于同一平面,但電芯內部兩個極耳依然隔著至少3層隔膜紙,極耳處分別存在向上、下兩個相反方向反彈的作用力(張力,見圖2a),在電池充電后,容易出現表面變形。B組電池卷繞時,正、負極耳在方形卷針的同一面,卷出的電芯正、負極耳只隔著1層隔膜紙,頂封后,極耳處的張力的方向相同(見圖2b),可改善充電后的表面變形。
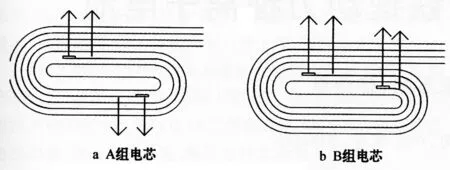
圖2 不同卷繞方式的電芯極耳處的反彈力
電池出現變形后,內部的正極片、隔膜及負極片表面之間的接觸不夠緊密,不利于Li+躍遷,導致接觸電阻(界面電阻)增加[4],因此A組電池的內阻更大。B組電池內阻小,有利于Li+克服充放電過程中的動力學限制,提高電池正極材料的比容量[5],因此在同等條件下的容量比A組電池高。
2.2 電池的循環性能
A1、A2、B1和B2電池在循環過程中的容量、容量保持率見圖3,厚度、內阻變化列于表2。

圖3 兩組電池的循環放電容量和容量保持率曲線
Fig.3 Cycle discharge capacity curves and capacity retention rate of two sets of battery
表2 兩組電池循環前后內阻和厚度變化情況
Table 2 Change of resistance and thickness before and after cycle for two groups of battery
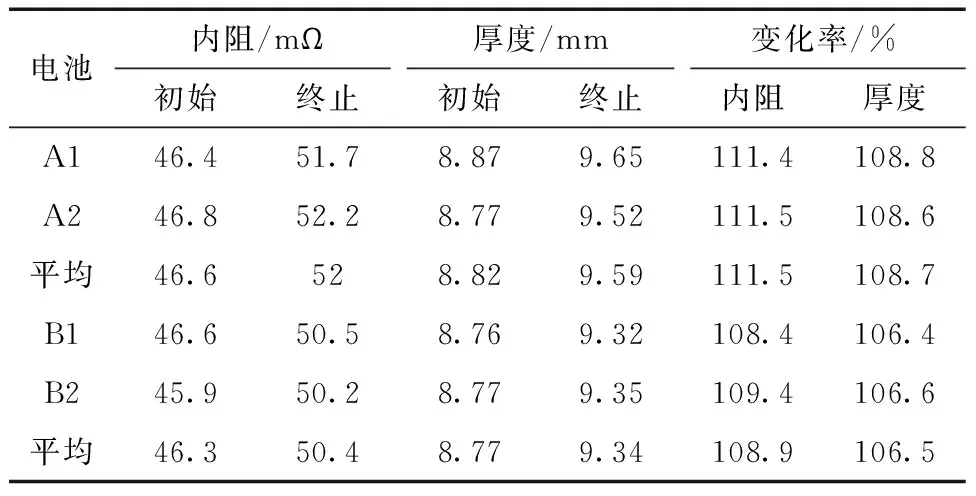
電池內阻/mΩ厚度/mm變化率/%初始終止初始終止內阻厚度A146.451.78.879.65111.4108.8A246.852.28.779.52111.5108.6平均46.6528.829.59111.5108.7B146.650.58.769.32108.4106.4B245.950.28.779.35109.4106.6平均46.350.48.779.34108.9106.5
從圖3可知,經過100次循環,A組、B組電池的容量平均保持率分別為91.45%、93.26%。從表2可知,循環100次,A組、B組電池的內阻變化率分別為111.5%、108.9%,厚度變化率分別為108.7%、106.5%。電池厚度的增加,主要是因為表面發生變形,因此B組電池的表面變形比A組電池小。由此可見,B組電池的循環性能比A組電池好。A組電池循環放電容量保持率比B電池低是因為:A組電池在充放電過程中的表面變形相對越來越嚴重,隨著循環次數的增加,Li+在往返躍遷過程受到的阻力增大偏快,表現為電池內阻增大較快,有一些Li+在電池變形部位對應的負極片表面上逐漸析出,造成電池容量衰減偏快。
2.3 電池安全可靠性測試結果
B組電池的安全可靠性測試結果見表3。
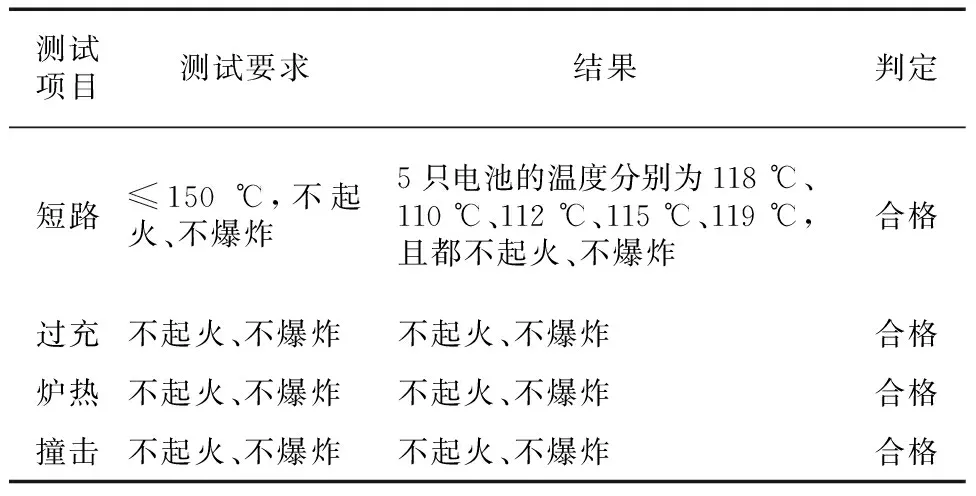
表3 B組電池的安全可靠性測試結果
從表3可知,B組電池的短路、過充、爐熱和撞擊測試都合格通過,證明是安全可靠的。
3 結論
采用相同的材料和極片尺寸,制作兩種不同卷繞結構的鋁塑膜方形鋰離子電池,對兩組電池進行容量、厚度、內阻和循環性能的比較。發現設計的卷繞結構的電池比原來結構的電池在容量、厚度、內阻、能量密度和循環性能方面存在優勢,且短路、過充、爐熱和撞擊等安全可靠性測試合格。
致謝:本文得到了張熊博士、譚寧博士以及東莞市杰輝能源科技有限公司盧蕓東總工的幫助,在此特別表示感謝!
[1] HAO De-li(郝德利),QI Lu(其魯),WANG Yin-ping(王印萍),etal.電動自行車用鋁塑膜鋰離子二次電池的研究[J]. Acta Seientiannn Naturalium Universitatis Pekinensis[北京大學學報(自然科學版)],2006,42(S1):62-66.
[2] YOU Lin-ru(游林儒),YANG Xiu-chun(楊秀春).基于鋰電池卷繞機張力控制系統[J]. Control Engineering of China(控制工程),2011,18(6):890-896.
[3] WANG Hai-wen(王海文),HUAI Yong-jian(懷永建),PAN Wen-cheng(潘文成),etal.不同工藝制備的鋰離子電池用隔膜紙的熱性能[J]. Battery Bimonthly(電池),2012,42(1):30-32.
[4] LI Hao(李浩),YAO Zhi-kan(姚之侃),SHI Jun-li(石俊黎),etal.聚醚填充型聚丙烯活性隔膜的制備及其在鋰離子電池中的應用研究[A]. 第二屆中國電驅動膜聯誼會技術報告會[C]. Weifang(濰坊):2011.96-102.
[5] CAO Yan-bing(曹雁冰),DUAN Jian-guo(段建國),JIANG Feng(姜鋒),etal.機械活化輔助多元醇法合成鋰離子正極材料LiFePO4[J]. Acta Physico-Chimica Sinica(物理化學學報),2012,28(5):1 183-1 188.
Design of winding structure of square Li-ion battery
LIU Kai-yu1,WU Kun-zhuang1,2,TANG You-gen1,SANG Shang-bin1
(1.DepartmentofAppliedChemistry,CentralSouthUniversity,Changsha,Hunan410083,China; 2.DongguanJiehuiEnergyTechnologyCo.,Ltd.,Dongguan,Guangdong523649,China)
Two groups of Al-plastic film 883040 type Li-ion battery with different winding structure were made.Compared with the winding structure before improving,the thickness of battery with improved winding structure reduced 0.13 mm,the capacity increased 4.1 mAh,the internal resistance decreased 0.6 mΩ,the capacity retention in the first 100 cycles increased 1.81%.The Li-ion battery with improved winding structure was qualified to stand the safety and reliability test.
Li-ion battery; winding structure; thickness; capacity
劉開宇(1967-),男,湖南人,中南大學應用化學系教授,博士生導師,研究方向:化學電源及相關材料;
TM912.9
A
1001-1579(2015)04-0215-03
2014-12-24
吳坤裝(1982-),男,海南人,中南大學應用化學系碩士生,東莞市杰輝能源科技有限公司工程師,研究方向:鋰離子電池,本文聯系人;
唐有根(1962-),男,湖南人,中南大學應用化學系教授,博士生導師,研究方向:先進電池及相關材料;
桑商斌(1969-),男,甘肅人,中南大學應用化學系副教授,博士,研究方向:化學電源及相關材料。
