一起液氧焊接絕熱氣瓶爆炸事故的深度分析及反思
2015-11-26 07:31:04李文煒杜清何承代葉杭州市質量技術監督局杭州30006杭州市特種設備檢測研究院杭州3005
中國特種設備安全 2015年12期
李文煒杜 清何承代葉 強(.杭州市質量技術監督局 杭州 30006)(.杭州市特種設備檢測研究院 杭州 3005)
一起液氧焊接絕熱氣瓶爆炸事故的深度分析及反思
李文煒1杜 清2何承代2葉 強2
(1.杭州市質量技術監督局 杭州 310006)(2.杭州市特種設備檢測研究院 杭州 310052)
文章對2014年某單位發生在裝卸過程中的液氧焊接絕熱氣瓶爆炸事故進行了全面的分析,著重通過對焊接絕熱氣瓶的工作原理、爆炸能量估算、相關性能試驗等推斷了可能造成事故的原因,并在此基礎上提出應高度重視焊接絕熱氣瓶充裝環節的安全、充裝前的置換工作和定期檢驗工作,同時指出了目前國家對焊接絕熱氣瓶定期檢驗規則的空白。
液氧 焊接絕熱氣瓶 事故 分析 思考
1 事故經過
2014年9月11日上午,在浙江某廠區,某氣體經營有限公司有關人員將滿瓶的液氧焊接絕熱氣瓶現場裝卸,作業人員站在運輸卡車上,用自行安裝的吊臂、手動葫蘆和吊環卸裝,由于氣瓶被車箱面板卡住,押運員用腳將氣瓶踢出車箱,因連接吊臂與葫蘆的吊環瞬間受沖擊力,導致橢圓形圓鋼吊環焊接處脫焊斷裂,焊接絕熱氣瓶從離地高度為1.20m車箱垂直墜落至混凝土地面。押運員聽到墜落液氧焊接絕熱氣瓶發出“吱吱”的聲音,并看到氣瓶不銹鋼制外殼有紅點并有擴散趨勢、外形產生變形,迅速從車箱跳下,此時焊接絕熱氣瓶突然發生爆炸,駕駛員、保管員兩人未及時逃離。事故造成保管員當場死亡;駕駛員全身衣服被燒光,送往醫院經搶救無效死亡;押運員全身燒傷面積達11%。
據事故勘查發現:事故發生后,焊接絕熱氣瓶殘片主要散落在裝卸區域的東側廠房內和屋頂上,其中一塊重1.9kg的外殼殘片落在東側離爆炸點約300m的房屋頂上;氣瓶垂直墜落位置在水泥地面形成直徑約60cm,深度約4cm的凹坑,混凝土開裂;離爆炸中心水平距離約6m的東北側廠房彩鋼夾芯板墻面存在開裂破損,離爆炸點東側46.8m內廠房玻璃、南側54.2m的廠房玻璃全部破裂;運輸卡車的左后輪輪胎及備胎有明顯過火痕跡;左后欄板嚴重扭曲變形;焊接絕熱氣瓶內筒上、下封頭粉碎性破裂,內筒體內壁顏色呈深灰色;外殼上封頭及筒體嚴重扭曲變形、粉碎,筒體內壁有黑色附著物;夾套內汽化紫銅盤管斷裂成10余根、有熔化開裂痕跡,事故照片見圖1。
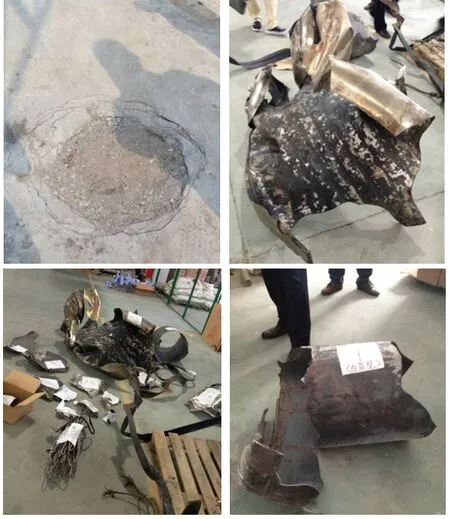
圖1 焊接絕熱氣瓶的事故殘骸
2 爆炸焊接絕熱氣瓶基本情況及有關檢測結果
2.1 事故氣瓶基本數據
事故焊接絕熱氣瓶規格為195L,重量118kg,允許充裝介質為:液氧、液氮、液氬、LNG,實際充裝為液氧。內膽公稱容積為195L,有效容積為180L,內徑450mm,工作壓力1.4MPa,工作溫度-196℃,設計壁厚2.27mm,設置安全閥和爆破片,其中安全閥開啟壓力1.6MPa,爆破片爆破壓力2.8MPa。外殼真空層工作壓力-0.1MPa,工作溫度-60℃,公稱容積73.6L,設計壁厚2.2mm。內、外筒體材質為奧氏體不銹鋼。
2.2 事故殘片情況
事故調查合計找到的碎片總重量為99.1kg。其中:不銹鋼碎片22塊,重量88.5kg(含底座橡膠減震環);閥門等組件3件(含壓力表、安全閥、調節閥、液體進出閥、用氣閥、增壓閥及連接的紫銅管;放空閥未找到),重量6.23kg。橡膠條1根,重量0.08kg;紫銅盤管10余根,重量4.29kg。鋼印碎片未找到,根據同型號195L絕熱氣瓶質保書推斷瓶重118kg。
2.3 殘片壁厚測定及有關宏觀檢查結果
1)內膽:筒體壁厚2.3mm,封頭壁厚2.2mm,不銹鋼材料厚度基本不變并呈垂直斷裂,光照下轉動有亮光,脆性斷裂現象明顯。
2)外殼:筒體壁厚測量最厚處2.2mm,最薄處(斷裂口邊)1.5mm;下封頭最厚處1.9mm,最薄處(斷裂口邊)1.5mm。不銹鋼外殼厚度減薄明顯,且大多呈45度斷裂,由此判斷爆炸前存在嚴重塑性變形過程。
3)氧氣壓力表指針停位在0.8MPa。
4)紫銅管有熔化痕跡、不少已斷裂和開裂。
對相同生產廠家生產的同種氣瓶壁厚測定結果如下:外殼壁厚2.2~2.3mm;上封頭中部及環焊縫邊處壁厚為2.2~2.3mm;下封頭環焊縫邊壁厚為2.4mm。
3 事故分析
3.1 爆炸能量計算
液氧在焊接絕熱氣瓶中以氣液兩態存在,當氣瓶破裂發生爆炸時,除了氣體的急劇膨脹做功外,還有過熱液體激烈的蒸發過程。事發時絕熱氣瓶內的飽和液氧占有氣瓶介質重量的絕大部分,因此液態液氧的爆破能量比飽和氣體大得多,可不考慮氣體膨脹做的功,同時為簡化爆炸模型,未考慮燃燒所產生的熱值,采用TNT爆炸能量計算模型[1]。爆炸能量按式(1)計算:

式中:
H1——爆炸前飽和液氧的焓,-33.75kJ/kg;
H2——大氣壓力下飽和液氧的焓,-133.69kJ/kg;
S1——爆炸前飽和液氧的熵,3.75kJ/(kg?℃);
S2——大氣壓力下飽和液氧的熵,2.94kJ/(kg?℃);
T1——液氧在大氣壓力下的沸點,90.188K;
W——飽和液氧的質量,單位為kg,按照液氧800kg/m3,此時液氧質量為:144kg。由此計算液氧焊接絕熱鋼瓶爆炸能量為:

根據TNT當量法,1kg TNT爆炸所放出的爆破能量為4230~4836kJ/kg,一般取1kg TNT爆炸所放出的平均爆破能量為4200kJ/kg,則事故液氧焊接絕熱鋼瓶爆炸產生了相當于0.92kg TNT的爆炸能量。
此外,焊接絕熱鋼瓶破裂后,液氧瞬間氣化需要大量的氣化熱,還會在周圍出現凍傷;高濃度的氧(強氧化劑)除了人員吸入會發生氧中毒外,還會引發火災。
3.2 爆炸性質推斷
1)焊接絕熱鋼瓶內部曾發生過劇烈的燃燒:鋼瓶內筒內壁殘片顏色明顯變深;鋼瓶外殼內壁殘片有黑色附著物,經化驗分析為焊接絕熱鋼瓶夾套內鋁箔等燃燒后的殘余物;保管員、駕駛員全身衣服燒光、只留一條皮帶,渾身發黑,押運員燒傷11%;押運員(逃生者)在鋼瓶爆炸前發現氣瓶“吱吱”異響和外殼紅點;焊接絕熱鋼瓶瓶閥組的氧氣壓力表指針停位在0.8MPa,說明該瓶爆炸前發生過劇烈的燃燒,瞬間產生過高溫、高壓,由于瞬間高壓氣流和沖擊,導致壓力表指針不能歸位;紫銅管有熔化痕跡;運輸的汽車左后輪輪胎及備胎有過火痕跡。
2)爆炸威力遠大于物理所能產生的爆炸威力:物理爆炸一般不產生碎片,事故鋼瓶的爆炸造成鋼瓶內、外筒至少產生20多塊碎片(不含底座),且有一塊1.9kg外殼碎片飛離爆炸點約300m遠,爆炸點半徑50m范圍內建筑物的玻璃全部破裂,汽車左后側欄板嚴重扭曲變形等。事故鋼瓶內筒碎片沒有明顯的拉伸減薄現象,斷口呈垂直斷裂,光照下轉動有亮光,是明顯的脆性斷裂特征,說明爆炸過程極為短暫;外殼不銹鋼壁厚減薄明顯,碎片斷裂面大多呈45°,外殼存在塑性變形特征。鑒于此可認定該起液氧焊接絕熱氣瓶爆炸為化學爆炸。
3.3 爆炸原因推斷
●3.3.1 存在瓶內含有“可燃物”的因素
根據氣體經營有限公司提供的名單,對14家液氧使用單位進行了實地調查發現:絕大多數的液氧使用單位都采用可燃氣體——液化石油氣作為燃料在氧氣的助燃下加熱加工產品,少數采用氫氣作為燃料。經檢查發現,沒有一家使用單位在氧氣管路上安裝防止氣體倒灌的裝置(如止回閥、緩沖罐),存在可燃氣體倒回至液氧焊接絕熱氣瓶的可能。
如果液氧焊接絕熱鋼瓶內存在可燃氣體,氣體經營單位使用簡易吊裝器具在液氧焊接絕熱鋼瓶沒有完全吊起、被車輛平臺卡住的情況下,用腳將鋼瓶踢出車箱,吊環瞬間受沖擊力斷裂,鋼瓶從高度為1.2m的汽車上掉落引發內部化學反應,造成事故。
●3.3.2難以排除瓶內“碳氫化合物積聚”的可能
液氧是一種低溫、強助燃物質,雖然來自空分設備的液氧應該是基本不含碳氫化合物,但是,經過長期使用,微量的碳氫化合物還有可能在貯罐內濃縮、積聚,在一定的條件下,就可能發生爆炸事故也會在充裝過程中造成在焊接絕熱氣瓶中的積聚。充裝單位無法提供對液氧儲罐有害介質定期檢測的憑證,因此也無法排除液氧儲罐積聚的碳氫在焊接絕熱氣瓶中的再次積聚。
4 事故反思
本次事故暴露了焊接絕熱氣瓶在充裝、運輸裝卸、使用和氣體銷售諸多環節中的一些問題,值得深刻反思。根據TSG R0006—2014《氣瓶安全技術監察規程》、GB 16912《深度冷凍法生產氧氣及相關氣體安全規程》、GB 28051《焊接絕熱氣瓶充裝規定》和JB 6898《低溫液體貯運設備使用安全規則》等提出有關安全建議:
1)在對用于充裝焊接絕熱氣瓶的液氧儲罐使用管理時應注意以下問題:一是液氧罐內的液位在任何時候,均不得低于20%,防止日蒸發導致的碳氫化合物在液氧內的積聚;二是罐內液氧中的乙炔含量要按規定期限(例如半個月一次)進行分析,發現異常要及時采取措施解決;三是罐內的液體不可長期停放不用,要保證罐內液氧的更新,經常充裝及排放。
2)氣體經銷單位及危化品運輸單位須加強從業人員培訓與教育,作業人員必須持證上崗,杜絕野蠻裝卸;液氧焊接絕熱氣瓶吊裝器具要牢固,不得任意粗制濫造,在搬卸過程中,吊索必須系在頂部吊耳,嚴禁直接作用于保護圈。起吊中應保持設備的平穩,不要與其它物體進行碰撞,以免損壞氣瓶。DPL氣瓶在搬運時,可以用配套的小車或手推車來輔助搬運,絕不允許通過保護圈來滾動氣瓶。為防止氣瓶在運輸過程中移動或相互碰撞,應用繩索將設備進行相應的固定,確保運輸安全。
3)充裝單位應按照TSG R0006—2014《氣瓶安全技術監察規程》對氣瓶逐只登記編號、建立檔案,在醒目位置注明充裝介質、張貼警示標簽;氣瓶必須專用,只允許充裝與標識一致的介質,不得混充,尤其不得與LNG混充;加強氣瓶充裝前的檢查,對氣瓶表面有油污或介質不明的氣瓶未經處理不得充裝;同時應采用防錯裝裝置充裝,并稱重計量充裝,防止混充和超裝;有懷疑時,對液氧儲槽和焊接絕熱氣瓶進行可燃氣體濃度檢測。定期對焊接絕熱氣瓶進行抽真空、置換處理。
4)氣體使用單位應加強氣體使用安全知識的學習,集中供氣管路應委托具有相關專業知識的單位設計和安裝;存在氣體回流可能的,必須配置防止倒灌裝置,如單向閥、止回閥、緩沖罐等;氧氣、液化石油氣管材應采用GB/T 8163無縫流體管或奧氏體不銹鋼無縫鋼管,流速不得超標,管路必須接地良好;氧氣和閥門及墊片、壓力表等應采用專用、符合相關介質要求的管件。如氧氣管路必須采用禁油氧氣壓力表和禁油聚四氟乙烯、退火軟化銅墊片等,氧氣嚴禁采用閘閥;閥門密封件及墊片必須忌油;氣瓶儲存及存放場所應通風良好,設置可燃氣體報警儀和防爆排風扇。焊接絕熱氣瓶余氣不得用完,必須留有0.5MPa余壓。
5)針對目前焊接絕熱氣瓶檢驗無GB標準的情況,國家有關部門應加快焊接絕熱氣瓶有關標準的制訂,使得TSG R0006—2014《氣瓶安全技術監察規程》第7.4.1.7焊接絕熱氣瓶每3年檢驗一次的要求能夠有效落實。完善GB 24159《焊接絕熱氣瓶》制造標準,建議按照TSG R0006—2014《氣瓶安全技術監察規程》的要求增加介質鋼印和不可拆卸充液、用氣防錯裝接頭,對保溫材料材質、紫銅盤焊接安裝做出更明確具體的要求。
[1] 李翼祺,馬素貞. 爆炸力學[M]. 北京:科學出版社,1992.
[2] 李文煒,狄剛,王瑞欣,等. “8·29”充裝臺充裝現場氧氣瓶爆炸事故原因分析[J]. 中國安全生產科學技術,2012,06:120-124.
[3] 李文煒,狄剛,郭建平,等. 對LSC0.5-0.7-AII鍋爐爆炸事故的深度分析[J]. 科技通報,2010,04:606-610+622.
[4] GB 24159—2009 焊接絕熱氣瓶[S].
[5] TSG R0006—2014 氣瓶安全技術監察規程[S].
[6] 姚小靜,衣粟,韓偉,等. 一起焊接絕熱氣瓶爆炸性質的分析[J]. 低溫與特氣,2010,01:44-46+50.
[7] 沈躍. 碳氫化合物在冷凝蒸發器和液氧中的爆炸極限[J]. 杭氧科技,1995,4:5-7.
In-depth Analysis and Reflection on an Explosion Accident of Liquid Oxygen Insulated Cylinder for Welding
Li Wenwei1Du Qing2He Chengdai2Ye Qiang2
(1. Hangzhou Administration of Quality Control Supervision Hangzhou 310006)
(2. Hangzhou Special Equipment Inspection Institute Hangzhou 310052)
This article provides a comprehensive analysis on an explosion accident of liquid oxygen insulted cylinder for welding during loading and unloading occurred in a company in 2014. The probable causes of the accidents are deduced through analysis of the operating principles, explosion energy estimation and related performance tests of insulated cylinders for welding. On the basis of the accident analysis, this article presents that great importance should be attached to the safety in filling of insulated cylinders for welding, replacement prior to filling and regular inspections, and also indicates the gap in currently existing rules on periodic examinations of insulated cylinders for welding in China.
Liquid oxygen Insulated cylinder for welding Accident Analysis Reflection
X933.4
B
1673-257X(2015)12-0073-04
10.3969/j.issn.1673-257X.2015.12.016
李文煒(1978~)男,碩士,注冊安全工程師,主要從事鍋爐、壓力容器等特種設備安全監察和事故調查處理方面的研究。
2015-04-14)
