一種門把手外觀無損檢測系統的硬件設計
2015-11-25 08:50:12張森
河南科技 2015年18期
張 森
(西南大學計算機與信息科學學院,重慶 400715)
隨著計算機技術以及自動化技術的飛速發展,現代工業已經步入了一個高度機械化、自動化、智能化的新時代,工廠車間對于人的依賴性正在逐步地減少,先進的工業系統正在逐漸取代工廠中的工人。例如,以圖像處理為核心的機器視覺技術在產品的外觀檢測中扮演中十分重要的角色,機器視覺因其檢測速度快、精度高、噪聲低、抗電磁干擾能力強、應用方便靈活且能夠長時間持續工作等特點,逐漸取代了人在產品外觀檢測中的位置。工業應用[1-2]:基于機器視覺技術對相關的產品進行檢測,有效地提高了產品的生產效率和產品質量。
本文研制的是一種門把手外觀無損檢測系統的硬件設計,重點在于檢測門把手表面的劃痕、污點、凹槽。然而由于光在物件表面的漫反射使得攝像頭在某些角度下采集到的圖像中并沒有劃痕、污點、凹槽等,這一現象對于細微的劃痕而言尤為明顯。因此,在固定攝像頭和光源的情況下,為了實現對門把手的全方位檢測,門把手必須能夠實現自轉,通過自轉改變物件表面同一點的光的反射角度,使得攝像頭最終能夠接收到來自于物件表面同一點的反射光[3]。機器視覺在自動化生產中的應用[4],依據這一思想我們完成了能夠實現流水線作業外觀無損檢測系統的硬件設計。
1 系統的硬件架構設計
整個系統主要由1條導軌、3個可移動機械手、3個行程開關組、4個工業攝像頭以及2臺24V同軸光源、3條傳送帶、3個電機組、2個物件檢測平臺以及若干支架等組成。

圖1 系統硬件架構圖
系統對于物件的檢測流程是從最右邊開始的,通過機械手1將被檢物件夾住,經電機的驅動使得機械手1在導軌上從左向右運動,待其到達指定位置后便停止運動;同時檢測平臺1的夾手將被檢物件夾住,之后機械手1釋放被檢物件并返回到右側傳送帶處等待下一個被檢物件。當檢測平臺1夾住被檢物件之后,通過其底座內部的電機驅動轉軸轉動,從而帶動底盤轉動,使得被夾住的物件能夠自轉360°,與之同時,頂部和旁邊的攝像頭則對被檢物件進行圖像采集并將采集數據送入上位機進行運算處理,從而完成對被檢物件上半部分的檢測[5]。
待到物件的上半部分檢測結束之后,機械手2則從檢測平臺1將被檢物件取走,并將其送至檢測平臺2。檢測平臺2主要完成物件的下半部分檢測,其檢測過程以及系統硬件設備的運行狀況與物件的上半部分檢測過程基本一致,因此將不再進行贅述。當檢測平臺2結束對物件的下半部分檢測之后,機械手3則從檢測平臺2上將被檢物件移走,同時根據上位機所發出的信號完成對物件的分揀,待到分揀結束之后,機械手3則移回到初始位置等待下一個物件。整個系統以這種方式運行實現對物件的流水線檢測。
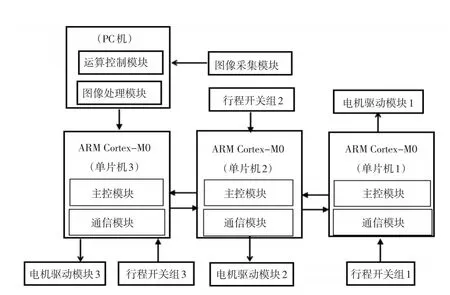
圖2 系統控制單元結構圖
2 系統控制單元設計
系統控制單元主要由圖像采集模塊、圖像處理模塊、電機驅動模塊、單片機微處理器、通信模塊、行程開關等構成。
2.1 圖像采集模塊
其作用是對被檢物件進行全方位、全角度的圖像采集,并將采集到的圖像信息存儲到硬盤中以待PC機對其進行運算處理。其主要是由4個PHC500H的工業相機和4個3MP0614C的工業鏡頭組合而成,和普通的攝像頭相比,其在分辨率、幀率、對光線的要求、曝光方式等都有高可比性,其中主要部件為CCD感光芯片,采集到的圖像清晰,無誤能夠很好地滿足系統的性能要求。
2.2 圖像處理模塊
其作用是處理采集到的圖像信息,并根據相關算法判斷出被檢物件是否達到標準要求,從而實現對被檢物件的檢測識別;同時根據物件的檢測識別信號向下位機發出指令,對被檢物件進行分揀。圖像處理模塊工作流程:首先通過圖像的A/D轉換將攝像頭采集到的模擬信號轉換為數字信號,然后將數字信號送入可編程陣列(CPLD),最終將CPLD處理后的信號送入CPU進行運算處理[6-7]。待到CPU運算處理結束之后,輸出信號則通過USB通信口送出至下位機,再經過下位機的運算處理,驅動外圍設備工作完成對物件的分揀。
2.3 單片機微處理器
其作用為對整個下位機系統的控制實現,對采集的信號以及單片機之間傳送的數據信息進行運算處理。選用以ARM Cortex-M0為內核32位微控制器。其內核運行頻率可達50MHZ,具有一個24位系統定時器,支持低功耗睡眠模式,同時嵌入向量中斷控制器NVIC支持32個中斷輸入,每一個中斷輸入有4個優先級。硬件實現I2C,SPI接口,方便接存儲器;它具12位逐次逼近式模式轉換器ADC;由此可見,其功能強大、價格便宜,能夠很好地滿足控制要求。
2.4 電機驅動模塊
其作用為對微控制器的輸出信號進行轉換、放大,從而實現對電機的驅動。L298N芯片具有驅動能力強、發熱量低、抗干擾能力強的特點,因此本系統采用以L298N作為主驅動芯片的電機驅動模塊。該模塊不僅能夠驅動一臺兩相步進電機或四相步進電機,也可以驅動兩臺直流電機,同時其使用的大容量電容、續流保護二極管很好地提高了系統的可靠性,能夠滿足系統的控制要求[8]。
2.5 通信模塊
其作用主要體現在單片機與單片機之間或者單片機與上位機之間數據傳送。通信模塊有兩組UART設備,具有可編程的波特率發生器,接收器和發生器都支持緩沖,均帶有15bytes的FIFO緩沖,通信協議采用RS-232-C標準[9]。
2.6 行程開關
其主要作用為改變電路狀態、控制電機運行,同時在本系統中其還起到了位置參考點的作用,用于確認機械手的運動位置。對于限位開關而言,當物體接近它時,開關的連桿驅動開關的節點引起閉合的節點分斷或者斷開的節點閉合,通過開關節點的開合狀態控制電路和電機[10]。本系統使用的是型號為LXJM1-8108的行程開關,其良好的機械性能和上百萬次的機械壽命能夠滿足系統的需求。
3 結語
本文研究的是一種門把手外觀無損檢測系統的硬件設計,事實上它也是一個自動化的外觀檢測線。其有效解決了光在物件表面因發生漫反射而產生的漏檢問題,同時精巧的硬件系統設計使得本系統真正做到了對門把手的全方位、全角度、高效率的檢測。
[1]韓九強.機器視覺技術與應用[M].北京:高等教育出版社,2009.
[2]查英,劉鐵根,杜東.圖像識別技術在零件裝配自動識別中的應用[J].計算機工程,2006,32(10):178,185.
[3]張萍,朱政紅.機器視覺技術及其在機械制造自動化中的應用[J].合肥工業大學學報(自然科學版),2007,30(10):1292-1295.
[4]王威.視覺檢測系統及其在葡萄糖藥液檢測中的應用研究[D].長沙:湖南大學,2007.
[5]厲小飛.基于機器視覺的汽車零件缺陷檢測技術研究[D].武漢:武漢理工大學,2012.
[6]卞曉東.基于機器視覺的車輛幾何尺寸測量系統研究[D].南京:東南大學,2005.
[7]焦靖華.基于機器視覺的汽車組合儀表讀數識別技術研究D].哈爾濱:哈爾濱工業大學,2010.
[8]沈偉,龐全,范影樂,等.基于機器視覺的全自動汽車零件篩選系統[J].儀表技術與傳感器,2009(9):97-100.
[9]楊鐵濱.基于機器視覺的陶瓷球表面缺陷自動檢測技術研究[D].哈爾濱:哈爾濱工業大學,2007.
[10]呂佩舉.基于單片機電動閥門控制系統設計[J].電子測量技術,2004(4):85-86.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
家庭影院技術(2017年9期)2017-09-26 03:41:45