動靜壓技術在鏜床專機主軸上的應用
2015-11-23 07:14:54濟柴聊城機械有限公司山東252000劉廣強丁延亮趙國順
金屬加工(冷加工) 2015年12期
■ 濟柴聊城機械有限公司 (山東 252000) 劉廣強 丁延亮 趙國順
■ 山東鑫亞股份有限公司 (濟南 252000) 姬景梅
1. 機床動靜壓技術改進的必要性
幾年前,我公司為某柴油機廠制作了一臺6180機體加工鏜床專機,鏜削主軸孔、凸輪軸及搖臂軸孔,其中主軸孔的精度對同軸及圓度等要求較高。設備制作初期,柴油公司的計劃加工批量較小,設備的操作人員對設備保養尚能維持機床的精度。由于市場的需要,2012年對產品的批量加大,每月生產定額由5臺左右提升到20臺以上,由于設備保養不善及設備本身結構的限制,經常出現研套現象。鏜模架回轉套及底套抱死現象經常發生,而每次都會對機床主軸孔的鏜削精度帶來或多或少的影響,只能利用拋光膏及研磨膏對研傷部位進行反復修磨,效率較低,嚴重制約了生產的進度。經技術人員分析認為,原鏜專機結構原理較陳舊,鏜專機主軸鏜模架的回轉套及底套如圖1所示。
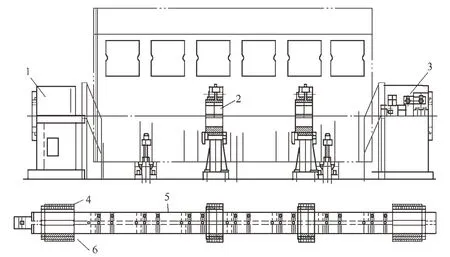
圖1 主軸鏜模架的回轉套及底套簡圖
鏜桿主軸φ120mm,回轉套內孔φ180mm,外徑φ210mm,采用四鏜模架支撐主軸鏜桿,兩端鏜模長度180m m,中間兩個鏜模限于機體兩瓦當距離限制,鏜模長度取80mm,回轉套與底套之間利用油杯進行潤滑,依靠潤滑油的重力流通,效果不理想,屬于半干式液體摩擦,回轉套與底套之間間隙限于主軸孔鏜削精度的要求單邊僅為0.01~0.02mm,過于小的間隙,很難保證潤滑劑將底套及回轉套完全隔開,干式摩擦現象時有發生,摩擦系數較大,為0.1~0.3,主軸鏜桿的重力及切削力的影響,又加大鏜孔過程中圓周各個方向的不平衡性。
分析認為,如果將回轉套及底套之間引入滾動軸承體,滾動體的磨損也是不可修復性的,精度同樣不穩定,而采用動靜壓技術對鏜模架回轉套及底套結構改進,形成全液體摩擦,摩擦系數只有0.001~0.008,回轉套及底套之間形成穩定的壓力油膜,進而能徹底將二者隔開,杜絕干式磨損的發生,運動精度很高,回轉誤差一般在0.2μm以下,因而不但可以提高刀具的使用壽命,而且可以達到很高的加工精度和低的表面粗糙度值。
2. 設備采用動靜壓技術改進的簡要過程
(1)形成液體的動靜壓軸承需要具備的條件:①軸承體回轉套及軸承底套之間需要有一定的初始間隙h0。②潤滑油具有一定的粘度。③軸承面與軸承表面間有一定相對速度。④工作時有偏心距(主軸鏜桿重力因素的存在,底部間隙小于頂部)。⑥有一套供油裝置,具有穩定的壓力。
根據以上基本條件,我們制作了簡易的供油裝置,原理如圖2所示。
(2)現以兩端鏜模回轉套為例說明動靜壓技術的應用:①載荷W。機床為半精加工、精加工,單邊加工量在1m m以內,軸承承載力與速度無關。②主軸轉速為20~400r/min。③軸承直徑D=180mm,按L/D=0.8~1.5選擇,取軸承長度為180m m。④軸承初始間隙2h0=(0.000 4~0.0 0 0 7)D,取h0=0.0 4 ~0.06m m。⑤由于機床為低速、均勻載荷故選取粘度較大的潤滑油,本機床采用32#機械油。⑥軸承的軸向封油邊C及周向封油邊b,C=b約取D/10=18mm。⑦油腔的軸向寬度l=B-2C=140mm,為增加油腔的動壓效應,將油腔開為深腔及淺腔兩部分,淺腔深度取5~10h0,深腔深度取≥20h0,深腔夾角36°,淺腔均布在深腔周圍,夾角60°,具體如圖3所示。⑧回油腔的選擇在D=160~200mm時,回油槽寬度為6mm,回油槽深度取1.2mm,回油槽的尺寸要選擇適當,也就是說要保證潤滑油從外流出后回油暢通,另一方向又要使回油槽內充滿潤滑油且具有微小的壓力,以防止主軸轉動時將空氣從回油槽帶人軸承靜壓腔內,建立不起正常工作的壓力。為保證回油順暢,加工時將回油槽寬改為10mm。
圖4中的動靜油腔可以在數控機床上加工,鏜銑插補即可,在油腔四周加工出回油槽,在回轉套與底套之間形成穩定的壓力油膜,由于采取4個均布方向的動靜壓油腔,能有效地避免運轉過程中的油膜振動。動靜壓油腔如圖4所示。
3. 動靜技術調試過程中需要注意的因素
在加工油腔的過程中,需注意回轉套內孔尺寸已經精加工完,工件的裝夾必須避免變形而均勻加持。對鏜模架底套及回轉套的所有棱角進行手工圓整,避免尖角、毛刺,最終裝配前用丙酮進行清洗、脫脂棉進行擦拭,確保安裝時軸承體清潔;安裝完成后,先啟動供油系統,讓潤滑油進行清洗整個潤滑回路,在系統運轉3~4h后,將油箱內所有油更換,加入新潤滑油,這樣系統進入工作階段,起動供油裝置,可以對主軸進行運轉:先點動,確保運轉順利后,先低速旋轉1~2h后,再依次更換高速;同時,調整系統壓力,尋找主軸平衡的合適壓力,如果出現振蕩,說明回油口混入了空氣,需適當提高壓力及潤滑油的粘度,整個過程需檢測油溫的變化,確保溫度不能變化過大,否則需增加回油冷卻裝置。
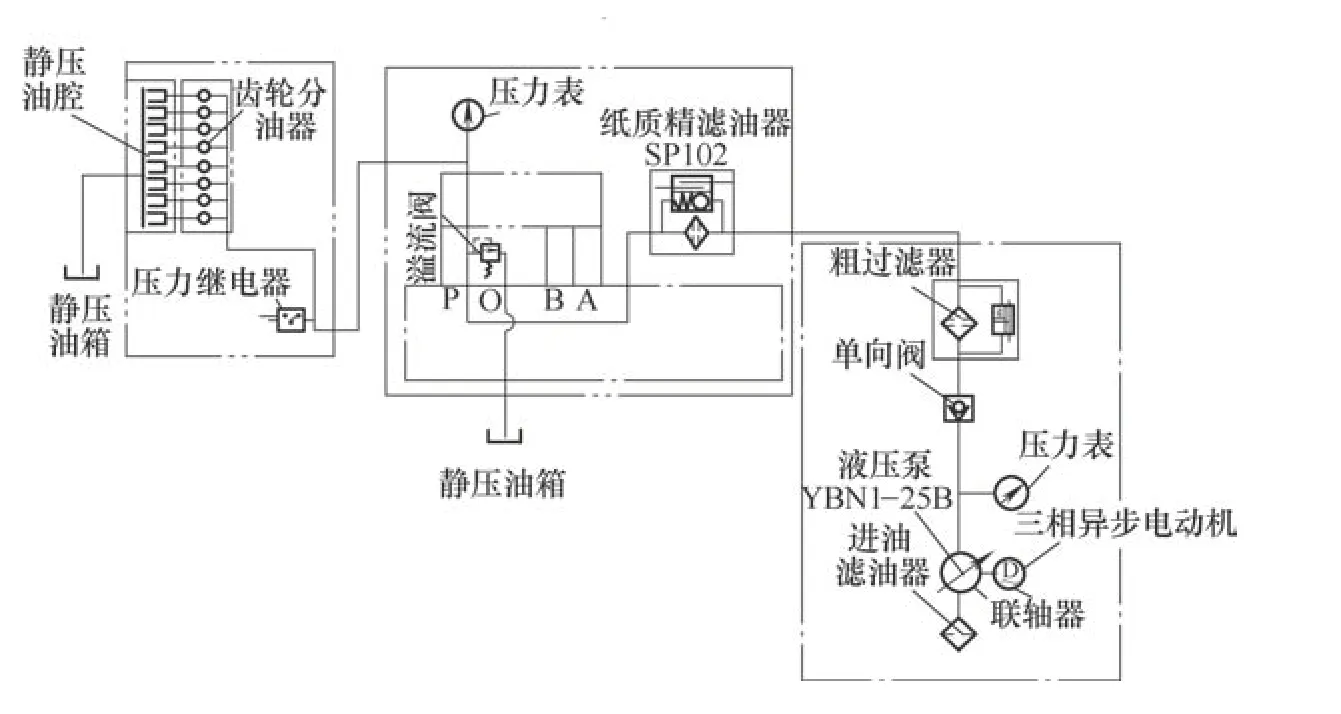
圖2 靜壓原理圖
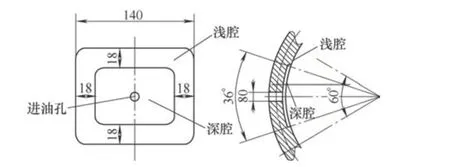
圖 3
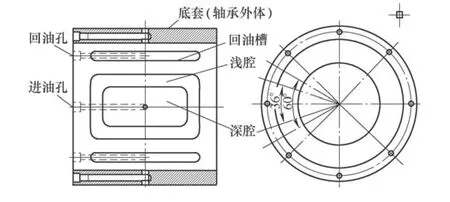
圖4 靜動壓油腔簡圖
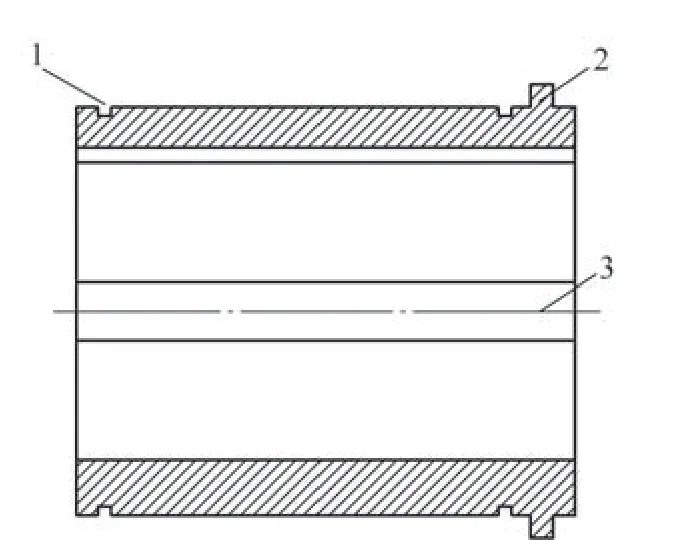
圖 5
設備調試完成后,對首件加工的主軸孔在德國三維坐標檢測后,同軸度均為0.035mm以內,可能是回轉套及底套之間間隙存在高點,又磨合了一段時間,接下來的幾件同軸度均在0.02mm以內,達到設計目的,至今運行穩定。
整套裝備在運行半年后,需對液壓原理圖所標出的精過濾器和粗過濾器的濾芯進行清洗,必要時更換新濾芯,確保潤滑油清潔,設備運行中應注意保持主軸的清潔度,避免切屑等雜物進入回轉套。
[1] 鐘洪,張冠坤. 液體靜壓動靜壓軸承設計使用手冊[M]. 北京:電子工業出版社,2007.
[2] 戴曙. 金屬切削機床 [M]. 北京:機械工業出版社,2014.
