特殊結(jié)構(gòu)的常規(guī)和非常規(guī)超聲檢測
——ASME 2013 NDE亮點(diǎn)評析
2015-11-17 01:49:51李衍
中國特種設(shè)備安全 2015年5期
李 衍
(無錫市鍋爐壓力容器學(xué)會無損檢測專委會 無錫 214026)
特殊結(jié)構(gòu)的常規(guī)和非常規(guī)超聲檢測
——ASME 2013 NDE亮點(diǎn)評析
李 衍
(無錫市鍋爐壓力容器學(xué)會無損檢測專委會 無錫 214026)
重點(diǎn)評析ASME最新版(2013)第Ⅴ卷《無損檢測》中涉及承壓設(shè)備特殊結(jié)構(gòu)常規(guī)、非常規(guī)體積檢測方法(CI法)的亮點(diǎn),包括堆焊層、小徑管、管接頭之類檢測有一定難度的規(guī)范要求、施探要領(lǐng)和典型案例,突出掃查建模仿真和檢測特性驗(yàn)證的重要性。企望通過研討,對照國標(biāo)行標(biāo)企標(biāo),對照國情行情,找差距、糾偏誤,在承壓設(shè)備NDE向高端、高質(zhì)、高效發(fā)展的方向上,使中國企業(yè)正確執(zhí)行ASME有關(guān)規(guī)范的水平更上一個臺階。
堆焊層 小徑管 管接頭 常規(guī)UT 相控陣技術(shù) 掃查建模 特性驗(yàn)證
迄今為止,國內(nèi)除大型企業(yè)和有規(guī)模的外資企業(yè)外,承壓設(shè)備制造行業(yè)一般都使用常規(guī)技術(shù)(RT或UT)對其焊接接頭作體積檢測。國際性ASME法規(guī)涉及NDE的第Ⅴ卷,從2007年起,就已列入有關(guān)計(jì)算機(jī)成像(CI)技術(shù)作體積檢測的一系列標(biāo)準(zhǔn),其中TOFD法4個,PAUT法8個。有關(guān)要求傾向于系統(tǒng)化、格式化、明細(xì)化、實(shí)用化。本文以承壓設(shè)備兩種特殊結(jié)構(gòu)——堆焊層和管接頭、一種有典型意義的常見部件——小徑薄壁管為例,試對ASME新版中的常規(guī)和非常規(guī)UT要求,作一簡介和評析,意在為CI技術(shù)的推廣和國內(nèi)相應(yīng)行標(biāo)的制定起到積極的作用。
1 堆焊層
ASME 2013版對堆焊層UT有較多篇幅(圖文)點(diǎn)明要求。由于結(jié)構(gòu)、材料、聲學(xué)特性的特殊性,從試塊、試樣、探頭、探測布置,到UT工藝和評定驗(yàn)收,均有特定要求[1]。
奧氏體堆焊層常用于碳鋼壓力容器和管道,目的是減輕或防止腐蝕。堆焊覆層容器和管道在核工業(yè)已使用多年,在石化工業(yè)上的應(yīng)用也日益增多。
堆焊層或包覆層常用手工電弧焊或自動埋弧焊完成,或通過爆炸或軋制過程完成,區(qū)別在于加工過程。每一過程均會產(chǎn)生有一定特性的冶金晶粒結(jié)構(gòu),而晶粒結(jié)構(gòu)又會影響超聲波的傳播、檢測特性和結(jié)果評價(jià)。
1.1 結(jié)構(gòu)示例
堆焊層檢測前,當(dāng)需熟悉其結(jié)構(gòu)、材料和焊接制造工藝、以便確定檢測方法,編制合適的UT工藝。圖1所示的是承壓設(shè)備上常用的堆焊層結(jié)構(gòu)之一。復(fù)合板材和堆焊層焊材及其熔合區(qū)、熱影響區(qū)是關(guān)注重點(diǎn)。
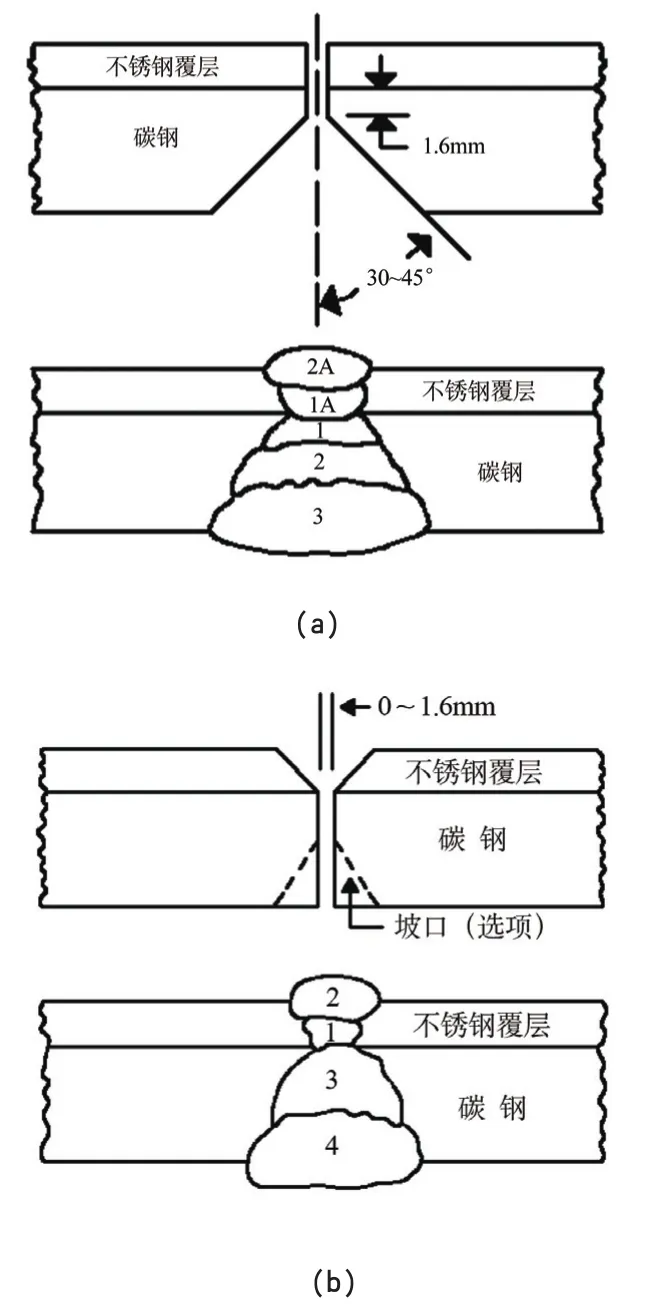
圖1 堆焊層結(jié)構(gòu)和焊接細(xì)節(jié)示例
1.2 探頭選擇
當(dāng)需探頭直接置于余高磨平的焊縫檢測堆焊覆層與基材堆焊層的熔合情況,或置于覆層一側(cè)要檢測與基材的接合狀況時,可使用圖2所示雙晶直探頭,其聲束一發(fā)一收;兩晶片需傾斜一定角度,使聲束有效焦點(diǎn)距離對中待檢區(qū)域。
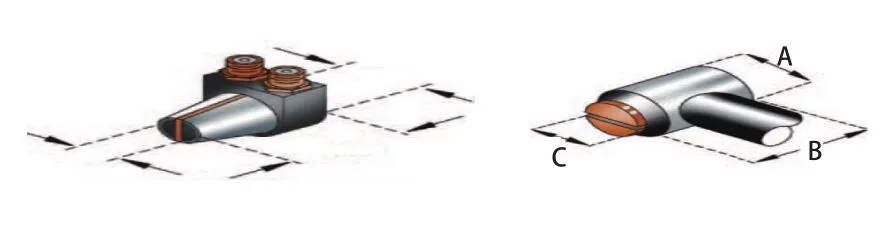
圖2 堆焊層和覆層熔合狀況及復(fù)合板與基材接合狀況檢測用雙晶直探頭
1.3 校驗(yàn)試塊
ASME新版對堆焊層U T靈敏度校驗(yàn)試塊規(guī)定了A、B、C、D四種類型,按校驗(yàn)方法和檢測目的選定。A、B、C三型適用于校驗(yàn)方法1,可按需選用一種(A是基本型,B、C是替代型);D型適用于校驗(yàn)方法2。具體細(xì)節(jié)要求如下:
1.3.1 A型校驗(yàn)試塊
此基本校驗(yàn)試塊構(gòu)造和反射體設(shè)置如圖3所示。1個φ3mm平底孔,1個φ1.5mm長橫孔;平底孔底部與復(fù)合界面齊平,長橫孔圓柱面與復(fù)合界面相切。堆焊層厚度至少與被檢試件堆焊層厚度相同,基材厚度至少為堆焊層厚度的2倍。
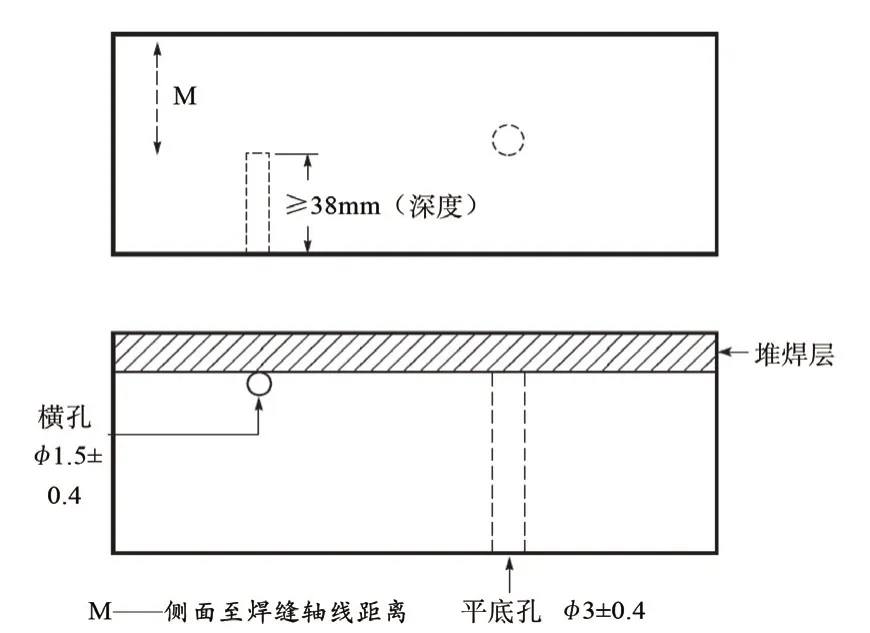
圖3 堆焊層UT用A型校驗(yàn)試塊(適于校驗(yàn)方法1)
1.3.2 B型校驗(yàn)試塊
系φ3mm平底孔試塊,如圖4所示。4個平底孔的埋深分別為(1/4)CT、(1/2)CT、(3/4)CT和1CT(CT:堆焊層厚度)。堆焊層厚度至少與被檢試件堆焊層厚度相同,基材厚度至少為堆焊層厚度的2倍。
1.3.3 C型校驗(yàn)試塊
系φ1.5mm長橫孔試塊,如圖5所示。4個長橫孔的埋深分別為(1/4)CT、(1/2)CT、(3/4)CT和1CT(CT:堆焊層厚度)。堆焊層厚度至少與被檢試件堆焊層厚度相同,基材厚度至少為堆焊層厚度的2倍。
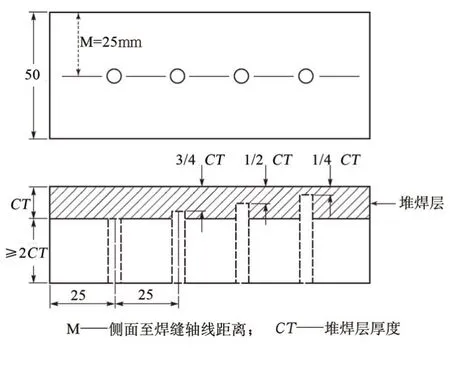
圖4 堆焊層UT用B型校驗(yàn)試塊(適于校驗(yàn)方法1)
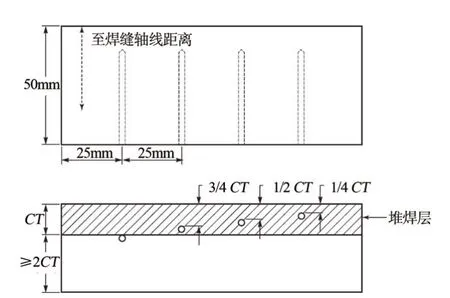
圖5 堆焊層UT用C型校驗(yàn)試塊(適于校驗(yàn)方法1)
1.3.4 D型校驗(yàn)試塊
此基本校驗(yàn)試塊適用于校驗(yàn)方法2。其構(gòu)造和反射體設(shè)置,如圖6所示。2個φ10mm平底孔;2孔底部均與復(fù)合面齊平,深度分別相當(dāng)于堆焊層厚度和基材厚度。堆焊層厚度至少與被檢試件堆焊層厚度相同。當(dāng)從基材側(cè)表面進(jìn)行檢測時,試塊基材厚度應(yīng)在25mm以內(nèi);當(dāng)從堆焊層表面進(jìn)行檢測時,試塊基材厚度至少應(yīng)為堆焊層厚度的2倍。
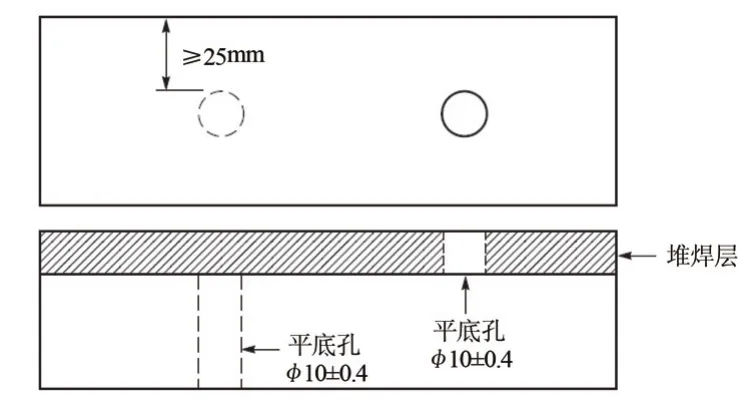
圖6 堆焊層UT用D型校驗(yàn)試塊(適于校驗(yàn)方法2)
1.4 校驗(yàn)方法
堆焊層UT靈敏度校驗(yàn)方法相關(guān)于校驗(yàn)試塊。
1.4.1 校驗(yàn)方法1
1)A型校驗(yàn)試塊法——即φ3mm平底孔或φ1.5mm長橫孔單點(diǎn)靈敏度校驗(yàn)法:
探頭置于堆焊層側(cè)表面,對準(zhǔn)平底孔或長橫孔,以從平底孔或長橫孔獲得最高回波。調(diào)節(jié)增益,使孔的回波高度為滿屏高80%±5%,以此作為基準(zhǔn)靈敏度波高。注意,用橫孔測試時,雙晶探頭分割面(隔聲面)應(yīng)平行于橫孔軸線。
2)B型和C型校驗(yàn)試塊法——即φ3mm平底孔和φ1.5mm長橫孔DAC校驗(yàn)法:
以平底孔為例,探頭置于堆焊層側(cè)表面,對準(zhǔn)最近點(diǎn)平底孔,以從該孔獲得最高回波。調(diào)節(jié)增益,使該孔回波高度為滿屏高80%±5%,以此作為基準(zhǔn)靈敏度波高。將該波高點(diǎn)標(biāo)繪在顯示屏上。不改變增益值,將探頭移動,求得其它3點(diǎn)相應(yīng)平底孔的峰值回波幅度,將相應(yīng)波高點(diǎn)也標(biāo)繪在顯示屏上。最后,將4個波高標(biāo)繪點(diǎn)連點(diǎn)成線,以此作為φ3mm平底孔的DAC曲線。
同理,也可作出長橫孔DAC曲線。注意,用橫孔時,雙晶探頭分割面(隔聲面)應(yīng)平行于橫孔軸線。
1.4.2 校驗(yàn)方法2
即D型校驗(yàn)試塊法——亦即φ10mm平底孔單點(diǎn)靈敏度校驗(yàn)法。
探頭置于堆焊層側(cè)或基材側(cè)表面,對準(zhǔn)φ10mm平底孔,以使平底孔底部的第一回波達(dá)到最高波幅。調(diào)節(jié)增益,使該孔回波高度為滿屏高80%±5%,以此作為基準(zhǔn)靈敏度波高。
1.5 檢測方法
要使用的檢測方法首先取決于被檢工件(包括堆焊或包覆型式、基板和覆層材質(zhì)等),其次是要檢出的缺陷位置和類型。表1~表4列出的方法,考慮了更為一般性的檢測要求;對四種情況下宜采用的優(yōu)化技術(shù),提供了通用性指南[2]。
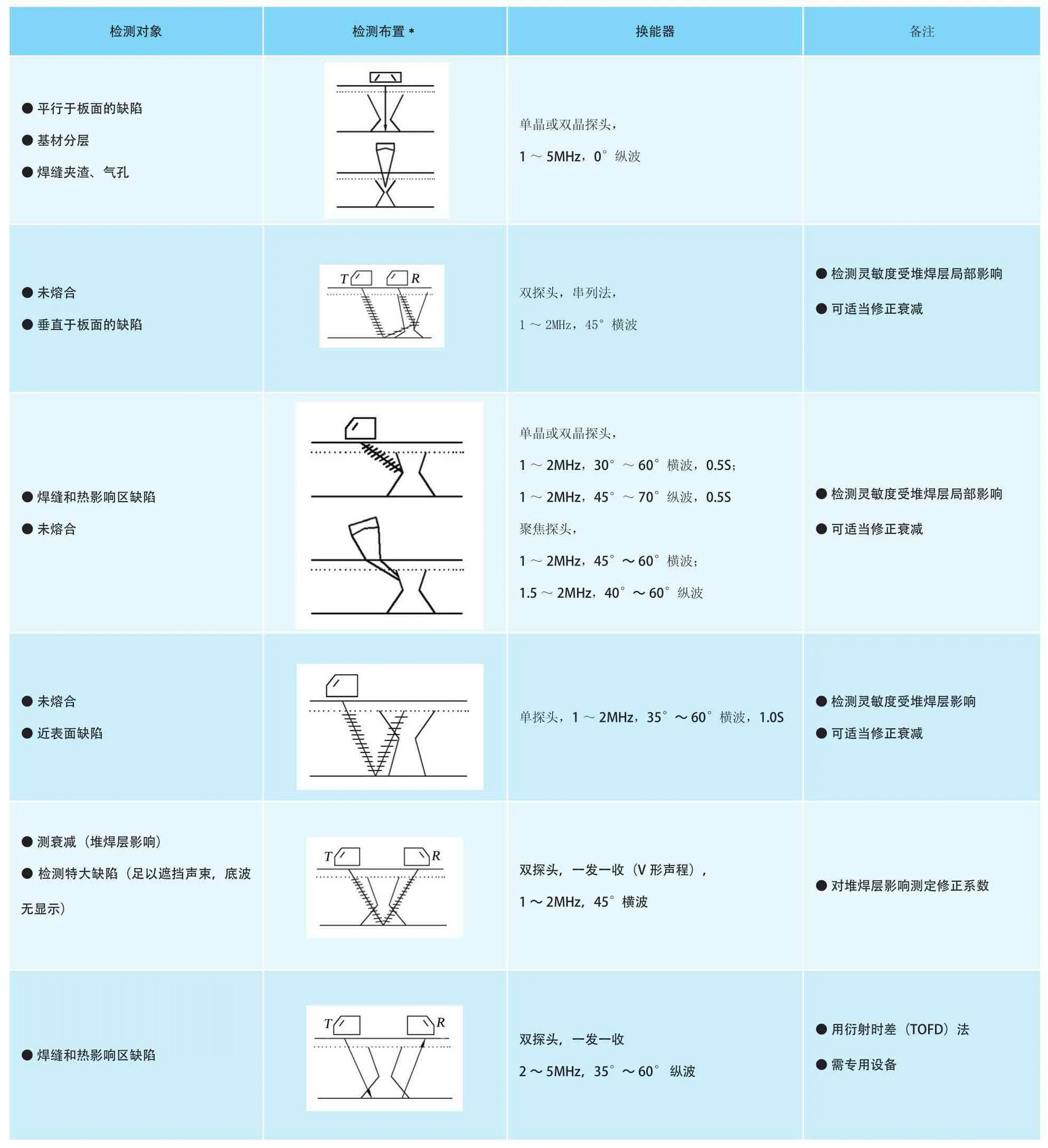
表1 方法:從覆層表面檢測焊縫(也適用于檢測基材)
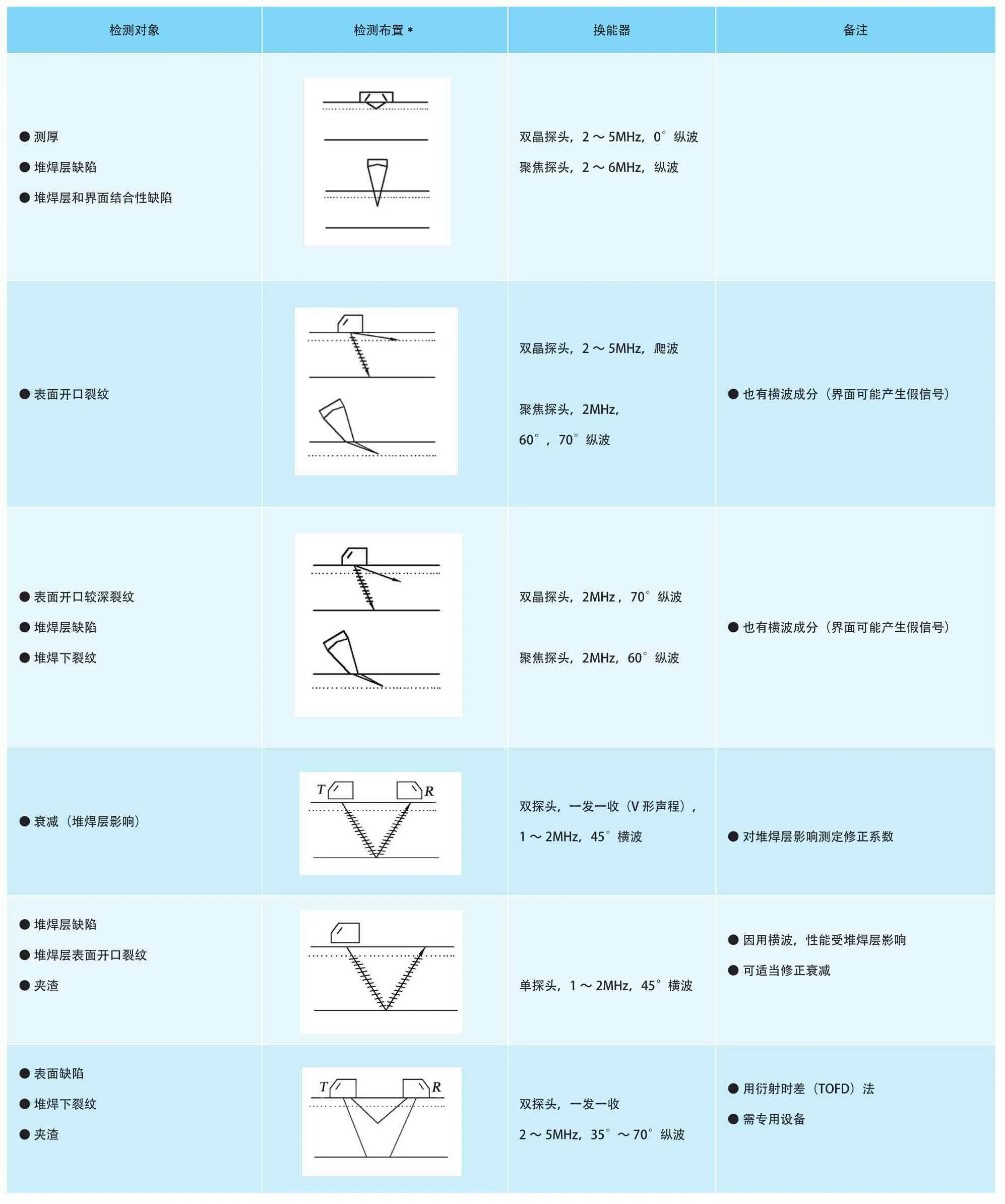
表2 方法:從覆層表面檢測堆焊界面
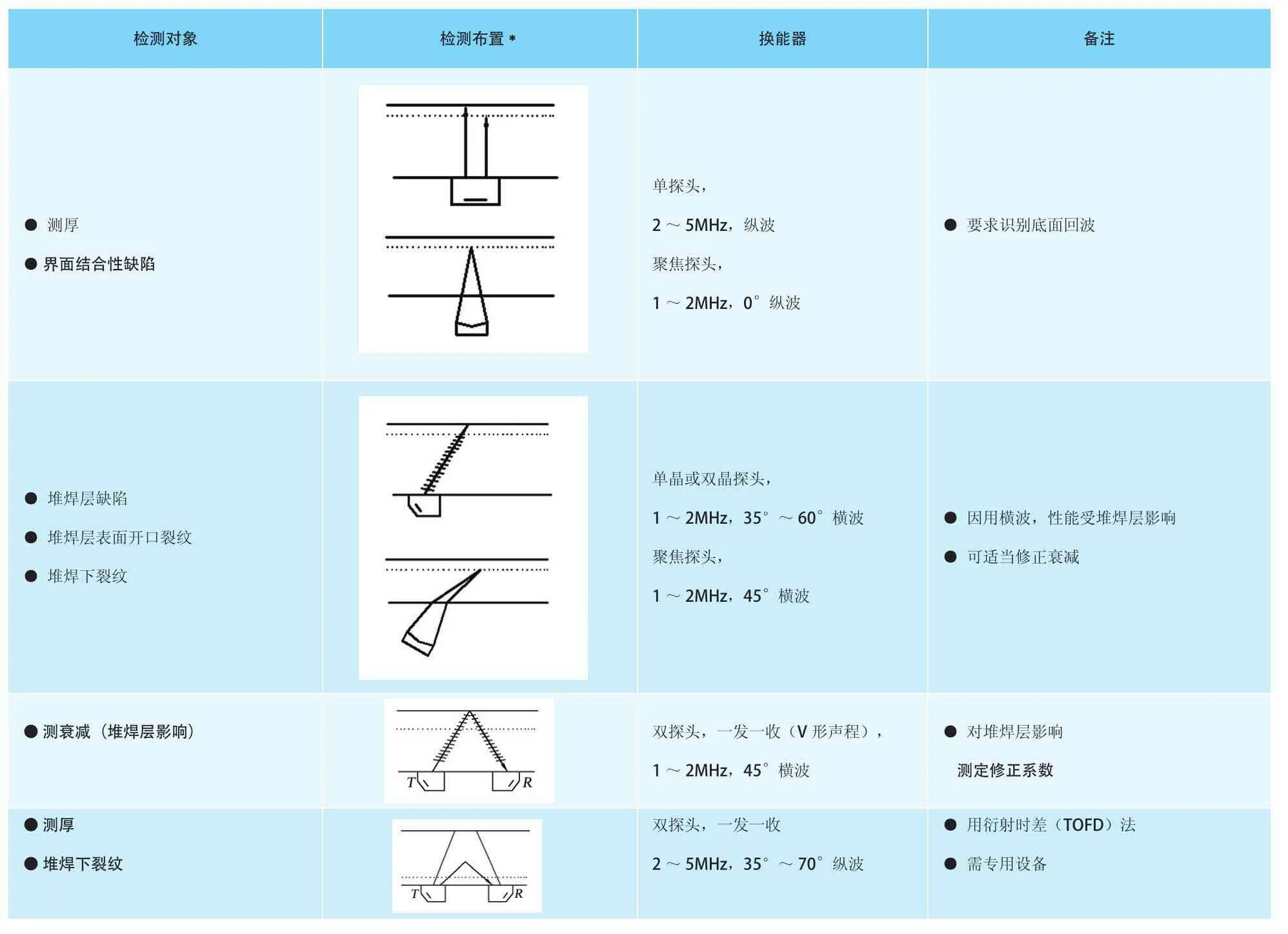
表3 方法:從基板表面檢測堆焊層
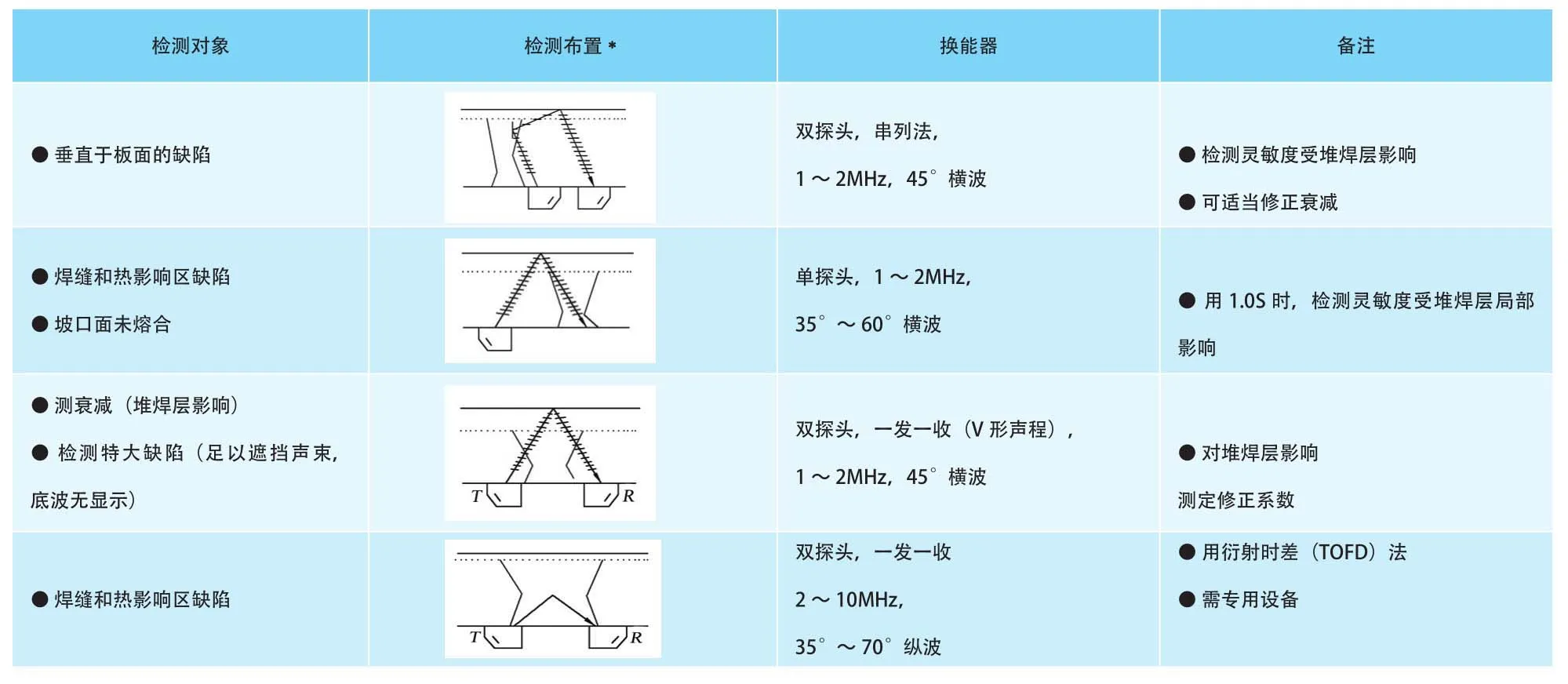
表4 方法:從基板表面檢測焊縫(也適用于檢測基材)
1.6 注意事項(xiàng)[2]
1)堆焊層對超聲傳播的影響:不銹鋼堆焊層宏觀結(jié)構(gòu)會影響到聲傳播物理特性,如圖7、圖8所示。
2)聲能損失和缺陷定位均與堆焊層厚度有關(guān)。圖9示出了堆焊層厚度對缺陷定位的影響。表5列出了一般缺陷定位適用的典型修正。表5有以下4個假設(shè)條件:
(1)堆焊材料為不銹鋼;(2)基材為鐵素體;(3)堆焊層中柱晶取向近似垂直于板面;(4)堆焊層平覆在鏡面上。
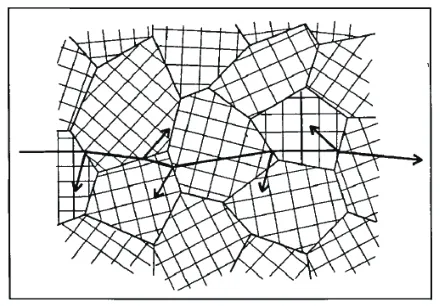
圖7 超聲波束通過柱狀晶粒時的橫截面圖
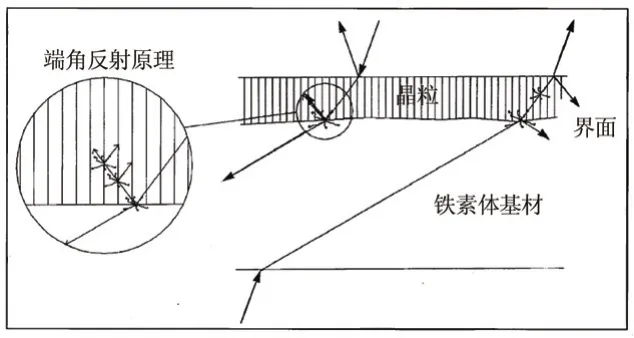
圖8 超聲波束通過堆焊層時產(chǎn)生的反射和散射
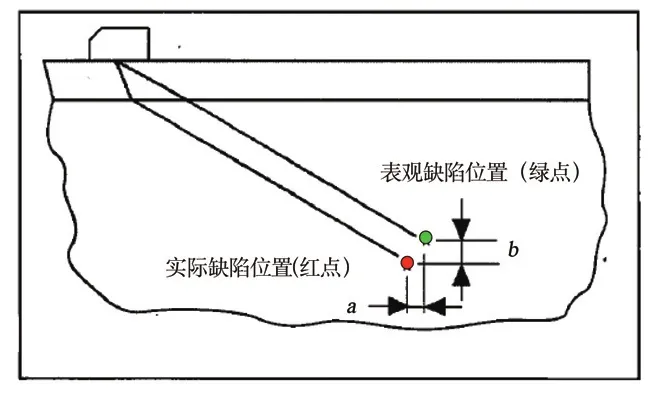
圖9 缺陷的水平距離修正與深度修正
在無限大固體介質(zhì)中,縱波聲速:

在無限大固體介質(zhì)中,橫波聲速:
式中:E——介質(zhì)楊氏彈性模量;
G——介質(zhì)切變彈性模量;
ρ——介質(zhì)密度;
σ——介質(zhì)泊松比。
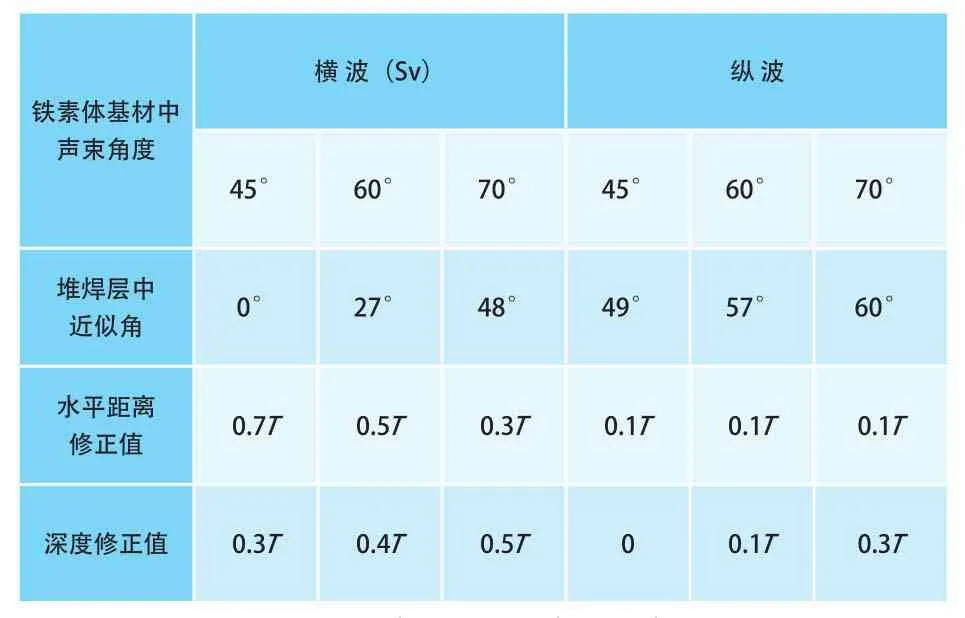
表5 缺陷水平和深度定位修正示例
注意:表5中給出的聲束角度和修正值是從覆層材料彈性常數(shù)導(dǎo)出的(通常為304不銹鋼),因而代表特殊的堆焊層材料。彈性常數(shù)不同的材料會在堆焊層中產(chǎn)生不同于表5所給出的聲 束角度。
為此,對任何給定的堆焊材料,要用適當(dāng)包含相關(guān)材料的試樣,測出實(shí)際聲束角度。
可見,堆焊層厚度會影響這些修正值。檢測前,先要測定堆焊層厚度。
若上述條件不能滿足,由于聲束分離等復(fù)雜性,表5規(guī)定的簡單修正一般就不適用。為正確評析檢測結(jié)果,應(yīng)在下列部位測量堆焊層厚度:1)在堆焊過程中可能已存在偏差的部位;2)在已發(fā)現(xiàn)重要缺陷的部位。
2 管子
2.1 曲率劃分
被檢管子直徑有大有小。ASME規(guī)范早有一條通則:凡直徑D>500mm者,校驗(yàn)試塊可用平面試塊。若D≤500mm,應(yīng)使用曲面試塊。單一曲面試塊的適用范圍:0.9~1.5Dc(Dc為曲面試塊的曲面直徑)。如Dc=250mm的試塊,適于檢測直徑D=225~375mm的管子。圖10示出了校驗(yàn)試塊探測面與被檢試件(管子)表面曲率的適配限定值。
2.2 校驗(yàn)試塊
管子Ⅰ型校驗(yàn)試塊的結(jié)構(gòu)和人工反射體設(shè)置,如圖11所示。若曲率和厚度許可,也可用圖12所示管子Ⅱ型校驗(yàn)試塊。Ⅰ型試塊曲率要求如上所述,試塊厚度T=t±0.25t(t為被檢管子壁厚)。
這兩種試塊,國內(nèi)尚未普及,宜推廣。ASME管型試塊的設(shè)置形狀和反射體型式、方向、位置較切合實(shí)際,考慮了聲傳播和聲衰減在管材中的主要特性響應(yīng),但試塊和反射體制作有一定難度。
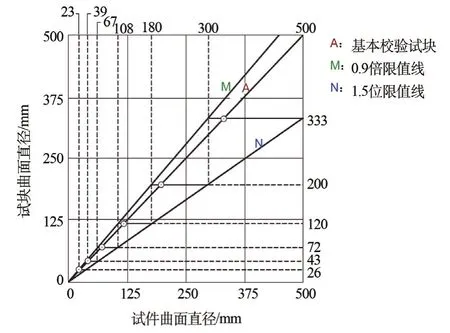
圖10 校驗(yàn)試塊探測面與試件表面曲率的適配限定值
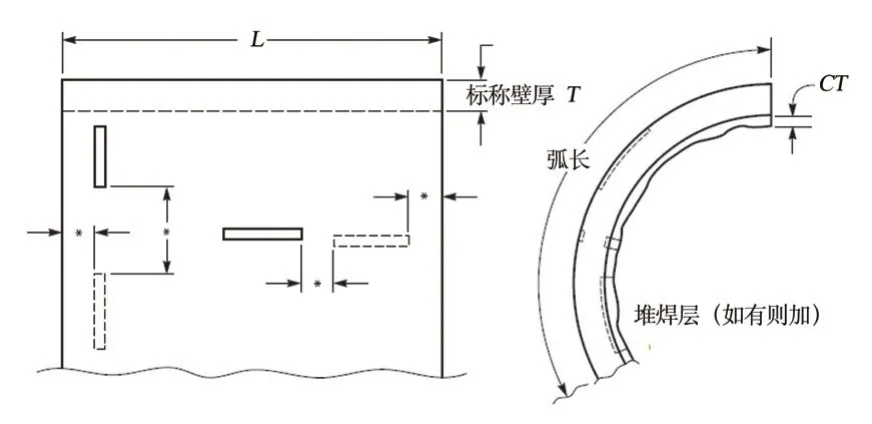
圖11 管子UT校驗(yàn)Ⅰ型試塊
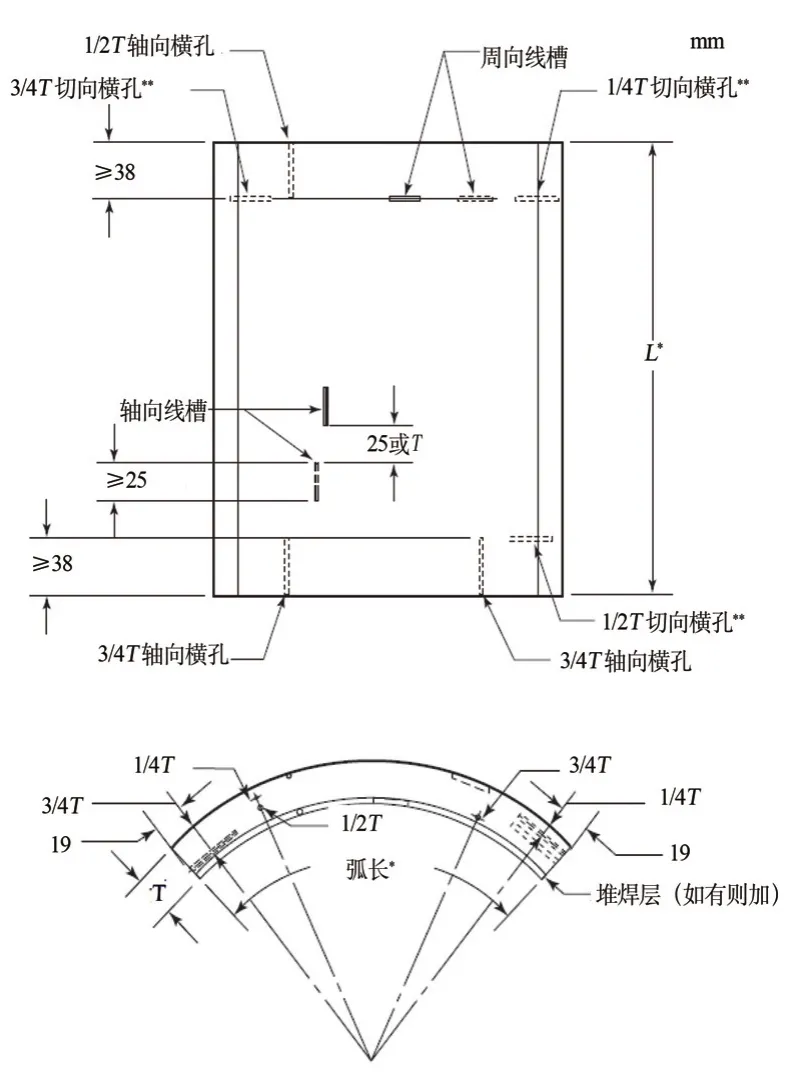
圖12 管子UT校驗(yàn)Ⅱ型試塊
2.3 校驗(yàn)方法
2.3.1 斜探頭線槽校驗(yàn)法
在圖11所示管子UT校驗(yàn)Ⅰ型試塊上,斜探頭對準(zhǔn)1T(0.5S)線槽,以求得最高回波。調(diào)節(jié)增益,使該回波為80%±5%滿屏高。以此作為基準(zhǔn)靈敏度波高。隨后,不改變增益,分別求得2T(1.0S)、3T(1.5S)線槽最高回波。由此求得3個波高點(diǎn)構(gòu)成的DAC曲線(如圖13所示)。對周向和軸向線槽要分別制作DAC曲線。用DAC曲線校驗(yàn)時,對橫坐標(biāo)代表的時間范圍和縱縱波代表的距離波幅均需校核、校準(zhǔn)。注意,對軸向線槽進(jìn)行校驗(yàn)時,線槽水平距離有曲面修正問題。
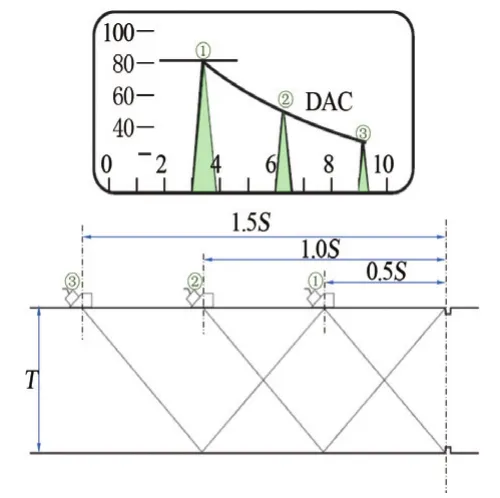
圖13 管子UTⅠ型試塊線槽DAC曲線的繪制示例
2.3.2 斜探頭橫孔校驗(yàn)法
當(dāng)管壁厚度較大時,應(yīng)使用圖12所示管子Ⅱ型校驗(yàn)試塊中的橫孔制作DAC曲線,以此DAC曲線來校驗(yàn)靈敏度。測試?yán)L制方法如圖14所示。橫孔深度位置取4點(diǎn):(1/4)T、(1/2)T、(3/4)T、(5/4)T;前3點(diǎn)用1次波(0.5S)測,最后1點(diǎn)用2次波(1.0S)測。注意,DAC曲線最高點(diǎn)(即80%±5%滿屏高),壁厚較大時,取(1/4)T孔的波高值;壁厚相對較小時,取(1/2)T孔的波高值。這是因?yàn)楸诤裥。幱诮鼒鰠^(qū)內(nèi)的聲壓變化不規(guī)則所致。
對軸向橫孔和周向橫孔均需制作DAC曲線。用DAC曲線校驗(yàn)時,對橫坐標(biāo)和縱坐標(biāo)所代表的距離范圍和距離波幅也均需分別校驗(yàn)。
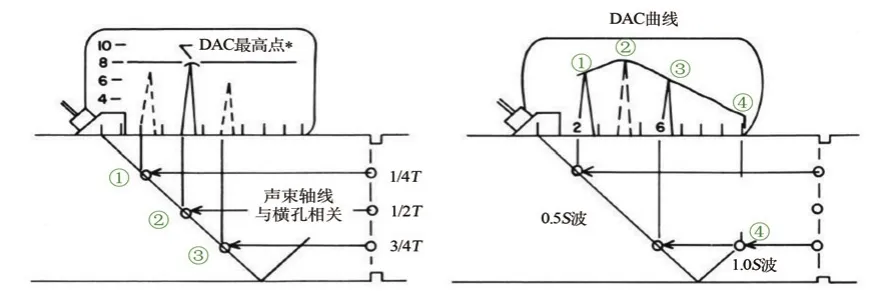
圖14 管子UTⅡ型試塊橫孔DAC曲線的繪制示例
2.4 小口徑管
管徑D0≤89mm管子稱為小徑管。采用相控陣技術(shù),制定適當(dāng)?shù)膾卟楣に嚕寐暰€示蹤法,可顯示法規(guī)提出的檢測體積全覆蓋范圍,也能校核檢測角度適當(dāng)與否。相控陣可使用S掃或E掃,并使用多道掃查完成小徑管檢驗(yàn)。關(guān)鍵項(xiàng)目是解決小徑管聲束散焦,使用合適的掃查器[3]。
檢測依據(jù):動力管道常按ASME B31.1,工藝管道常按B31.3。兩標(biāo)準(zhǔn)都允許采用UT,特別是AUT(超聲自動檢測)。B31.1有規(guī)范案例CC 179,這是基于產(chǎn)品制造驗(yàn)收標(biāo)準(zhǔn)的AUT規(guī)范案例[4];B31.3有規(guī)范案例CC 181,這是基于斷裂力學(xué)驗(yàn)收標(biāo)準(zhǔn)的AUT規(guī)范案例[5]。
施探要領(lǐng):1)要求使用外形較小的陣列和掃查器;2)超聲波束在管壁厚度內(nèi)有明顯散焦現(xiàn)象,最好能用曲面陣列或矩陣聚焦;3)需用抽真空耦合;4)要根據(jù)不同管徑、壁厚分別配置;5)對缺陷在壁厚方向測高精度盡力提高;6)按ASME要求對每種管徑、壁厚都制作校驗(yàn)試管。
2.4.1 掃查布置
圖15是厚壁焊縫掃查布置示例,示出了焊接坡口的聲束入射角。在某些情況下,此角度可能大于10°,不理想。ASME建議:采用兩次或兩次以上不同焊縫-探頭距離的S掃,可滿足對被檢焊縫適當(dāng)覆蓋的要求。
管壁厚度減薄時,焊縫覆蓋性趨向于用單行S掃較好,如圖16所示。此時,為保證焊縫全覆蓋,應(yīng)采用焊縫兩側(cè)探傷。
但在某些情況下,用1.5S(1.5跨距)波(俗稱三次波)檢測即可,如圖17所示。注意,這里只用到50°~65°的聲波掃查,這對S掃僅是較小角度范圍。通過掃查布置圖,可見不同角度的組合和位置可確定適當(dāng)覆蓋范圍。當(dāng)然,若需較大角度范圍,相控陣列校正也須適應(yīng)此范圍。在大多數(shù)情況下,可校正范圍總是小于楔塊幾何尺寸允許范圍。
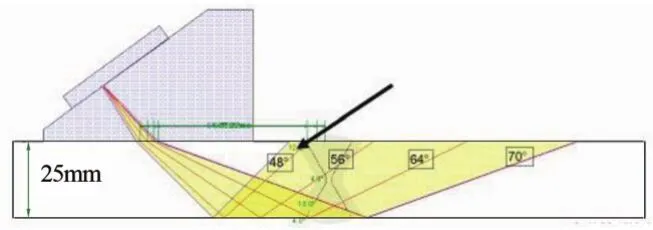
圖15 適應(yīng)壁厚25mm雙面焊縫坡口面的超聲入射角(箭頭所指)聲線示蹤圖例
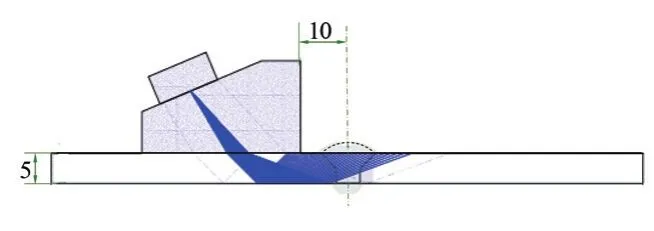
圖16 對壁厚5mm焊縫用標(biāo)準(zhǔn)相陣探頭45°~70°橫波作S掃查(單位:mm)
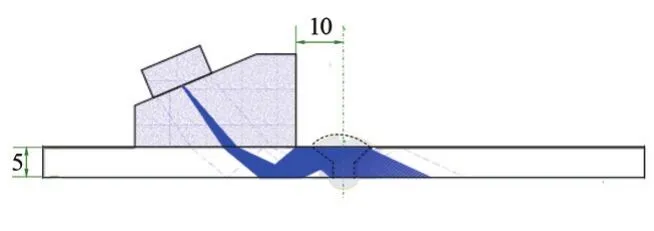
圖17 對壁厚5mm焊縫用相陣探頭50°~60°橫波1.5S (三次波)作S掃查(單位:mm)
圖18和圖19表示掃查布置應(yīng)用的另一問題。圖18說明有一段焊縫熱影響區(qū)因單行S掃,聲束未能掃到。圖19說明若將探頭-焊縫距離從10mm調(diào)整到15mm(即作兩行S掃),聲束即實(shí)現(xiàn)全覆蓋。
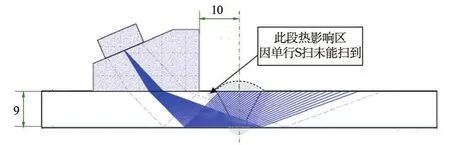
圖18 對壁厚9mm焊縫用標(biāo)準(zhǔn)相陣探頭45°~70°橫波作單行S掃查(單位:mm)
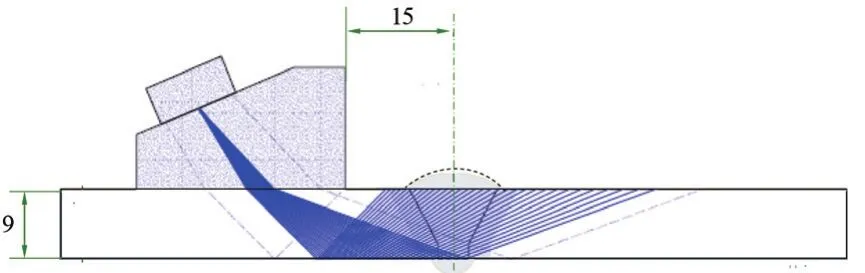
圖19 壁厚9mm用標(biāo)準(zhǔn)相控陣探頭45°~70°橫波增補(bǔ)一行S掃查(單位:mm)
實(shí)際上,對壁厚約9~10 mm的小徑管,用單行S掃聲束很難全覆蓋焊縫,一般要以不同的焊縫-探頭距離,進(jìn)行兩行或兩行以上的S掃。圖20即表示對壁厚10mm焊縫用兩行S掃查即可滿足全覆蓋的示例。
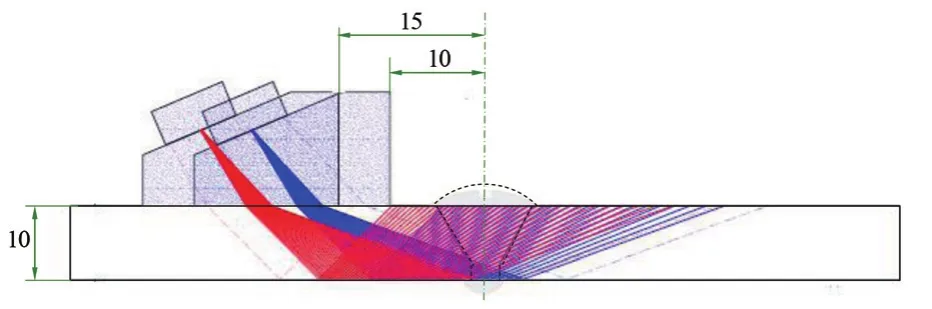
圖20 對壁厚10mm焊縫用標(biāo)準(zhǔn)相陣探頭45°~70°橫波作兩行S掃(單位:mm)
2.4.2 超聲缺陷定量
1)管子缺陷周向測長
小徑管超聲檢測有個固有問題:超聲波束入射到管壁中時,會產(chǎn)生散焦現(xiàn)象(如圖21所示)。從技術(shù)上講,可使聲束在垂直面內(nèi)(徑向)聚焦,對缺陷進(jìn)行定量;但聲束在水平面內(nèi)(軸向)的散焦,會導(dǎo)致缺陷測長結(jié)果明顯過大。因此,利用AUT和斷裂力學(xué)的方法優(yōu)勢,會相對減弱。
要解決這個問題,就要設(shè)法使聲束在管子周向聚焦。此法已在工業(yè)上得到應(yīng)用 ,但對大多數(shù)小徑管檢測定量尚未普及。目前,這種曲面陣列已可用于管道AUT 。圖22即表示對管子底面的平底孔,用聚焦和非聚焦相陣探頭作線掃定量時的結(jié)果比較,可見聚焦測長精確度明顯提高:缺陷實(shí)際長度2mm,非聚焦陣列測出長度為6.4mm,而聚焦陣列測出長度為3.1mm,故有望減少返工或拒收率。
2)管子缺陷壁厚方向測高
缺陷在壁厚方向的尺寸測量,即使在最有利的條件下,也是個大問題,而薄壁小徑管有余高焊縫難度更大。特別是,焊縫的內(nèi)外余高會產(chǎn)生假信號。通常,都使用折射角大的探頭,這使缺陷定量受幾何條件限制變得更困難。小徑薄壁管中缺陷較小,其頂端信號與基底信號往往不好分辨。用聲線示蹤法也改善不了多少,最佳方法可能就是針對過后要“解剖”的缺陷進(jìn)行操作驗(yàn)證演示。
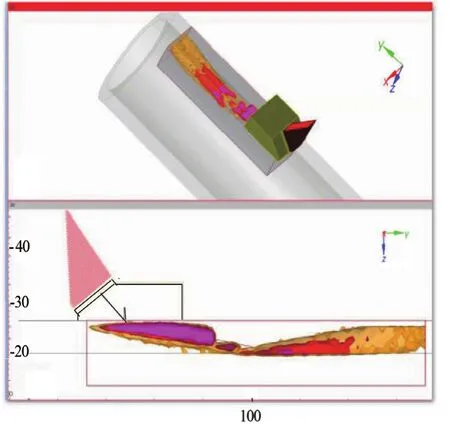
圖21 超聲波束進(jìn)入φ50×6mm小徑管壁后沿曲面散焦?fàn)顟B(tài)的CIVA建模圖
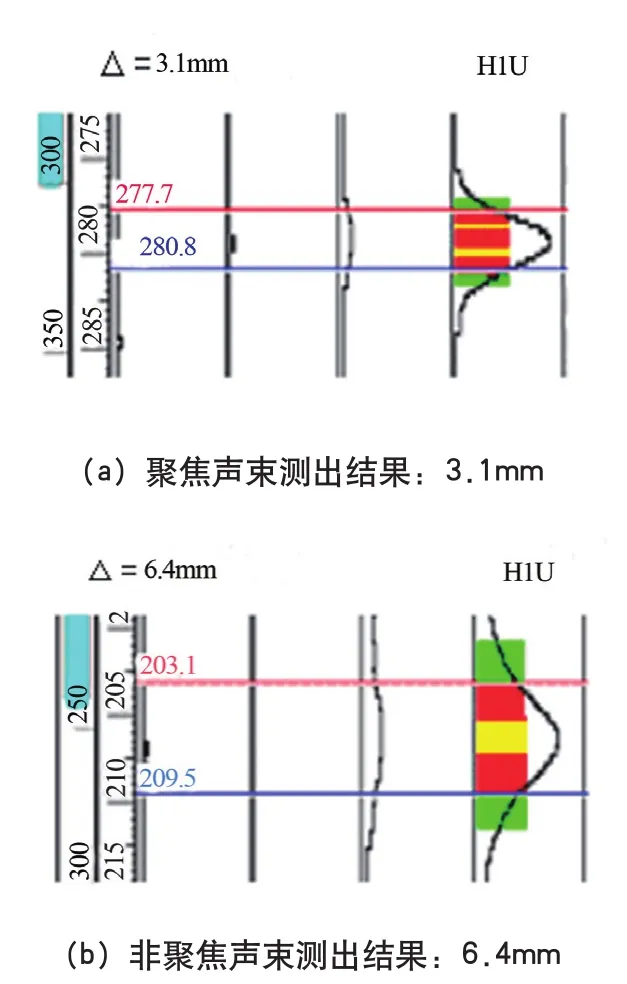
圖22 小徑管中φ2平底孔徑用PA聚焦聲束
2.4.3 超聲掃查硬件——掃查器
自動和半自動掃查器廣泛用于平板和大口徑管焊縫的超聲檢測,而適用于小徑管檢測的掃查器尚不多見。而且,小徑管往往成排管機(jī)構(gòu),管管之間空間甚小,要求選用靈巧的小型掃查器,也要求盡量使用小型陣列探頭。
目前,小徑管掃查器已上市。圖23即適用于外徑為50~100mm的帶夾箍的掃查器。圖24為適于現(xiàn)場檢測用的海力克斯小型掃查器。
2.4.4 小結(jié)
1)ASME B31.3規(guī)范案例CC181,允許AUT用于小徑管檢測。
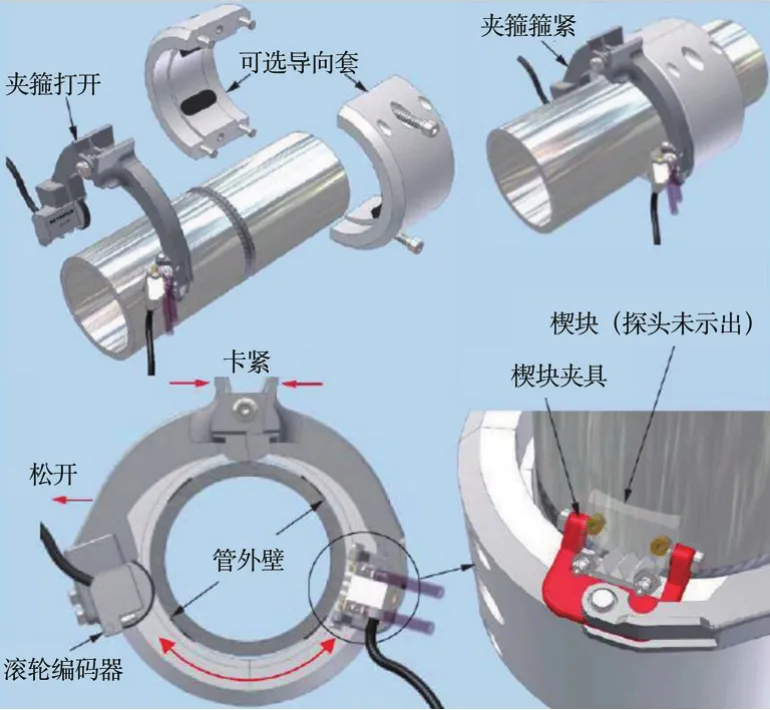
圖23 裝有小徑管夾箍的掃查器

圖24 現(xiàn)場小徑管PAUT用海力克斯掃查器
2)小徑管PAUT,無論是基于制造質(zhì)量的驗(yàn)收標(biāo)準(zhǔn),或是基于斷裂力學(xué)的驗(yàn)收標(biāo)準(zhǔn),均需配置適當(dāng)掃查器和探頭陣列。
3)提供合適的掃查布置圖是一項(xiàng)關(guān)鍵性要求,目前常用PA設(shè)備已能配置聲線示蹤編程來畫出相應(yīng)掃查布置。
4)借助于掃查布置圖,能確定聲束覆蓋范圍和入射角度適當(dāng)與否。
5)ASME最新版對承壓設(shè)備(包括小徑管)焊接接頭的PAUT工藝、校驗(yàn)方法及驗(yàn)收標(biāo)準(zhǔn)均有詳細(xì)規(guī)定。
(未完待續(xù))
Evaluation on Highlight of NDE in 2013 ASME Code:Conventional and Unconventional UT Techniques For Special Construction
Li Yan
(NDT Subcommittee of Wuxi Boiler and Pressure Vessel Society Wuxi 214026)
This article presents an evaluation on the highlight of the updated ASME Code(2013), Section V NDE, in terms of conventional and unconventional volumetric inspection methods (computerized imaging techniques) for some special structure in pressure equipment, such as weld metal overlay cladding, nozzle welds and small diameter tubes and so on, highlighting the importance of modeling scan and performance demonstration. Through discussion, comparing our industrial standards and enterprise standards with the international code, and looking at our national condition and company status, we may expect to fi nd a gap and fi ll in the blank, fi ll omissions and correct errors in this fi eld, so that we can, on the path of NDE development towards high-end, high quality and high effi ciency, make the Chinese enterprise performing the referencing ASME Code Section rise to a higher level.
Weld overlay cladding Small diameter tubes Nozzle welds Conventional UT Phased array techniques Modeling scan Performance demonstration
X924.2
B
1673-257X(2015)05-29-11
10.3969/j.issn.1673-257X.2015.05.007
李衍(1940~), 男,高級工程師,NDE責(zé)任工程師,從事無損檢測技術(shù)研究工作。
2014-10-27)
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13