建筑鋼結構厚板高強鋼焊接工藝研究與應用
2015-11-16 06:04:52張發榮何志濤姜殿忠程登
金屬加工(熱加工) 2015年12期
張發榮 何志濤 姜殿忠 程登
1. 工程概況
秦皇島金夢海灣2號、3號地塊住宅項目(一期)位于河北省秦皇島市海港區。本工程由兩組L型組合體塊組成,建筑層數為地下2層、地上32層,建筑高度地上99.85m。本工程主體結構類型為:H型、箱型及箱型與U型組合鋼柱等(見圖1),使用鋼材主要為Q390GJ D—Z25,鋼板厚度為70~95mm。
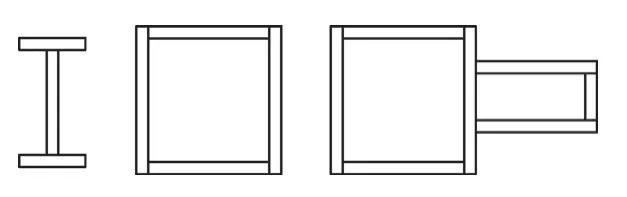
圖1 構件截面形式
2. 工程焊接難點
本工程構件結構形式比較簡單,涉及的焊接接頭形式主要有對接、角接和角接與對接組合接頭。由于鋼板厚度較大,故選材上采用低合金高強鋼,其屈服強度為390MPa。
針對構件類型,焊接時存在如下幾方面的難點:①防止正火鋼熱影響區脆化。②厚板焊接變形控制。③防止母材層狀撕裂。
3. 厚板高強鋼焊接技術
(1)高強鋼焊接性分析 該鋼種屬于高強度正火鋼,具有良好的綜合力學性能和加工工藝性能。其化學成分、力學性能如表1、表2所示。
(2)焊接工藝技術 第一,焊材的合理選擇。根據國家規范GB50661—2011中對焊接材料的推薦使用標準,同時結合焊接工藝性能、焊接材料等強匹配原則,以及不同焊接工藝環境下焊材使用后對母材影響程度來進行選用(見表3)。
第二,坡口的制定。由于厚板焊接工程量大、難度高,若采用窄而深的小坡口進行焊接,則不僅焊縫成形系數偏小,影響一次結晶,容易產生區域偏析,而且在拘束應力大的前提下進而導致焊接熱裂紋的產生;若采用大坡口進行焊接,則不僅焊接量大大增加,而且焊縫的焊接殘余應力也會隨之增加,這對鋼結構體系初始應力的控制極其不利,同時也影響工程工期。

表1 化學成分(質量分數) (%)

表2 力學性能

表3 焊接材料選用
考慮到厚板焊接接頭填充量、焊接質量及焊接殘余應力等方面的影響,同時,為便于CO2焊槍在焊接過程中能適當地擺動,采用坡口角度適中,且便于正常情況下焊接的窄間隙焊接(NGW)坡口(見圖2)。
第三,焊接組合新工藝。為了實現高質量、高效率的厚板窄間隙焊接,需解決窄而深的坡口內側壁焊接熔合質量、焊接飛濺聚集、工藝參數穩定性及焊接操作的可靠性等問題,避免坡口內焊縫金屬的一次結晶產生區域偏析,進而產生熱裂紋。
鑒于上述原因,提出如下焊接工藝方法:
打底焊:采用改造型噴嘴的實芯CO2氣體保護焊(見圖3)。該方法首先可以保證窄間隙坡口環境下的順利焊接,此外,利用GMAW的高效及熔深相對較大的優點,可提高焊接質量和效率。
填充焊:采用雙弧雙絲自動氣體保護焊接:一方面可以利用其熔嘴的優勢取代了埋弧焊機頭熔嘴無法進行窄而深的焊接,另一方面其焊接效率較手工焊有大幅度提高,同時保證焊縫質量。
蓋面焊:采用雙絲埋弧焊接。主要是提高焊接效率,保證焊縫的表面質量。
第四,焊接工藝措施。多層多道錯位焊接技術:多層多道焊及合理的焊接參數可減小焊接熱輸入,從而有效控制焊接變形和焊接應力。在多層多道焊接技術的基礎上,加入焊接接頭每一道焊道錯位連接,即:接頭不在一個平面內,通常錯位50mm以上。這種技術其顯著優點就是上一層焊道對下一層進行了有效的熱處理,特別適合于高強鋼厚板的焊接。在應用時,可以消除焊接冶金過程中柱狀晶并使晶粒細化。同時,對焊接接頭的應力應變控制也相當有利,能夠提高焊接接頭的綜合性能。
道間溫度控制:根據國家標準GB50661—2011要求,在焊接過程中,最低道間溫度控制在不低于預熱溫度。道間溫度應在焊縫金屬或相鄰的母材金屬處測得,測量時間選擇在電弧經過之前的焊接區域內瞬時測得。由于焊縫較長,未能焊到的地方應采取保溫措施。防止溫度降低過快,如果焊接區域溫度過低,應重新加熱。
后熱與消氫處理:為了加速焊接接頭中氫的擴散逸出,防止焊接冷裂紋的產生,焊后及時后熱及消氫處理是防止焊接冷裂紋的有效措施之一。特別是對于氫致裂紋敏感性較強的厚板焊接接頭,采用這一工藝不僅可以降低預熱溫度,減輕焊工勞動強度,而且還可以采用較低的焊接熱輸入,使焊接接頭獲得良好的綜合力學性能。
焊縫錘擊消應力措施:焊縫錘擊焊接過程中,在熱狀態下使用帶有小圓弧面的錘子錘擊焊縫金屬,使焊縫得到延展,從而減小焊件的殘余收縮應力。錘擊應均勻、適度,避免因錘擊過分而產生裂紋。當焊縫溫度<300℃時,錘擊力不宜過大;在100℃以下時,禁止錘擊。
4. 結語
以上各項工藝技術措施和方法經過本工程的實踐應用,在厚板箱形構件焊接中明顯提高了焊縫的質量,取得了良好的效果。本工程中厚板焊接工藝的成功應用,為國內同類工程厚板焊接技術積累了寶貴的經驗。
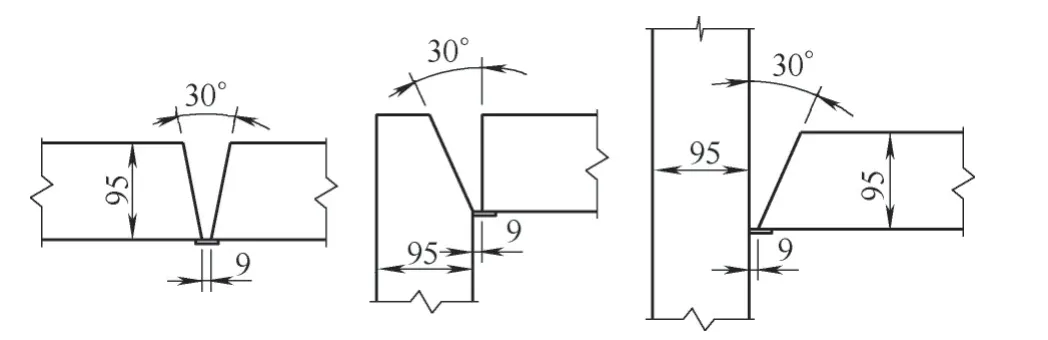
圖2 厚板窄間隙坡口形式

圖3 新型氣體保護焊槍噴嘴
[1] 英若采.熔焊原理及金屬材料焊接[M]. 第2版. 北京:機械工業出版社,2000.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
