電站鍋爐管道焊口返修技術(shù)
2015-11-16 06:04:00李莉王進(jìn)
金屬加工(熱加工) 2015年10期
關(guān)鍵詞:焊縫
李莉 王進(jìn)
1. 概述
目前, 電站鍋爐參數(shù)和容量不斷增大,鍋爐焊口數(shù)量增加,如1 000MW機(jī)組受熱面焊口可達(dá)到60 000余道,而且焊口布置更加集中,致使焊接難度大,造成不合格焊口增加和焊口返修難度增大。因此,對(duì)不合格焊口返修是焊接過程中一個(gè)重要的環(huán)節(jié),可是往往在工程中對(duì)焊縫的返修技術(shù)掌握不夠,造成了焊口的二次返修甚至鋸口重焊。同時(shí),焊縫返修是在產(chǎn)品剛性拘束較大的情況下進(jìn)行的,返修次數(shù)的增加,不但會(huì)帶來時(shí)間和材料的浪費(fèi),更主要的是會(huì)造成產(chǎn)品質(zhì)量下降,規(guī)程上規(guī)定返修次數(shù)一般不宜超過兩次。因此,在出現(xiàn)返修的情況下,必須有相應(yīng)的操作技術(shù),保證返修一次合格。
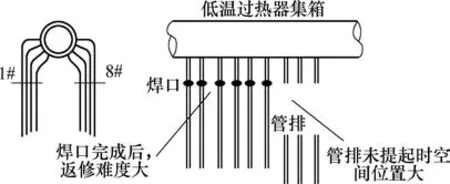
圖1 低溫過熱器集箱焊口

表1 焊接缺陷產(chǎn)生幾率統(tǒng)計(jì)(%)
2. 返修的技術(shù)措施
(1)確認(rèn)返修人員 當(dāng)焊縫出現(xiàn)返修后,通常情況下采取誰焊誰返。但是,這種觀念不可取,因焊縫返修不同于正常的焊接工作,情況相對(duì)來講要復(fù)雜得多。例如:低溫過熱器集箱焊口(見圖1),焊接時(shí)采用提起一排焊接一排的方法,但是在焊接完成后集箱和管排成為一個(gè)整體,處理缺陷的難度增大。因此,處理這一類缺陷時(shí)應(yīng)選擇返修經(jīng)驗(yàn)豐富、合格率較高、責(zé)任心較強(qiáng)的焊工。
(2)確定缺陷的性質(zhì) 在現(xiàn)場(chǎng)返修中,主要出現(xiàn)的缺陷有氣孔(群孔、條孔)、夾渣及未熔合。各種缺陷在返修焊口中的比例如表1所示。
從表1中可以發(fā)現(xiàn),群孔、單個(gè)氣孔及夾渣缺陷在小徑管中出現(xiàn)頻率較高的缺陷,在返修時(shí),可以比較直觀地挖出缺陷。條孔、未熔合及未焊透等平行于焊縫的條狀缺陷,在清理時(shí)不能直觀看到缺陷。小徑管中未熔合和未焊透缺陷在返修時(shí)也無法直觀地看到缺陷。因此,可根據(jù)焊接缺陷的性質(zhì)和形狀制定具體的挖補(bǔ)措施。
(3)確認(rèn)缺陷的位置 確定缺陷性質(zhì)后,缺陷位置的確認(rèn)是非常重要的,開始返修前,應(yīng)先根據(jù)檢驗(yàn)部門提供的無損探傷通知單和X射線底片,在焊縫上確定返修部位。各種焊接方法及焊接位置經(jīng)常出現(xiàn)的缺陷位置如表2所示。
在射線底片上無法確定缺陷的具體位置時(shí),為了減小返修的盲目性,可根據(jù)射線底片結(jié)合表2缺陷產(chǎn)生的位置進(jìn)行清除。大徑管采用超聲波探傷檢測(cè)核定返修部位,探測(cè)缺陷深度,最后再確定清除缺陷的位置。這樣排除了返修的盲目性,提高工效,既節(jié)約焊材又保證了質(zhì)量。
3. 缺陷的清除
對(duì)于小徑管焊接缺陷進(jìn)行返修時(shí),按照返修單上位置清除缺陷。因?yàn)榉敌迒紊虾缚p形狀小于射線底片上的焊縫形狀,因此,清除缺陷時(shí)要向焊縫長(zhǎng)度方向兩邊各延伸10~15mm,缺陷焊縫寬度的挖補(bǔ)為原焊縫的寬度。而對(duì)于未熔合、未焊透這類缺陷,一般容易出現(xiàn)在焊口的打底部位,如未挖出缺陷將此位置挖補(bǔ)到根部,挖補(bǔ)寬度為原焊縫的寬度。大徑管返修時(shí),當(dāng)達(dá)到缺陷所在的深度時(shí),應(yīng)邊打磨邊嚴(yán)密仔細(xì)檢查,直至將缺陷全部清除為止。如果無法確定是否已把缺陷清除掉時(shí),最好用超聲波探傷進(jìn)行一次檢測(cè),避免把缺陷遺留在焊縫內(nèi)就進(jìn)行焊接,做到萬無一失。
對(duì)裂紋、未焊透等線狀缺陷的焊縫返修,在將要挖到缺陷所在深度時(shí),邊打磨邊用著色試驗(yàn)分層檢驗(yàn),在徹底清除缺陷后,方可補(bǔ)焊(見圖2)。
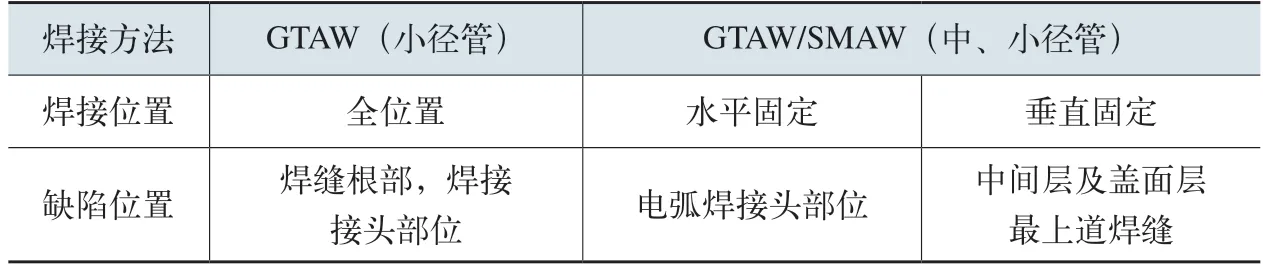
表2 焊接缺陷產(chǎn)生的部位
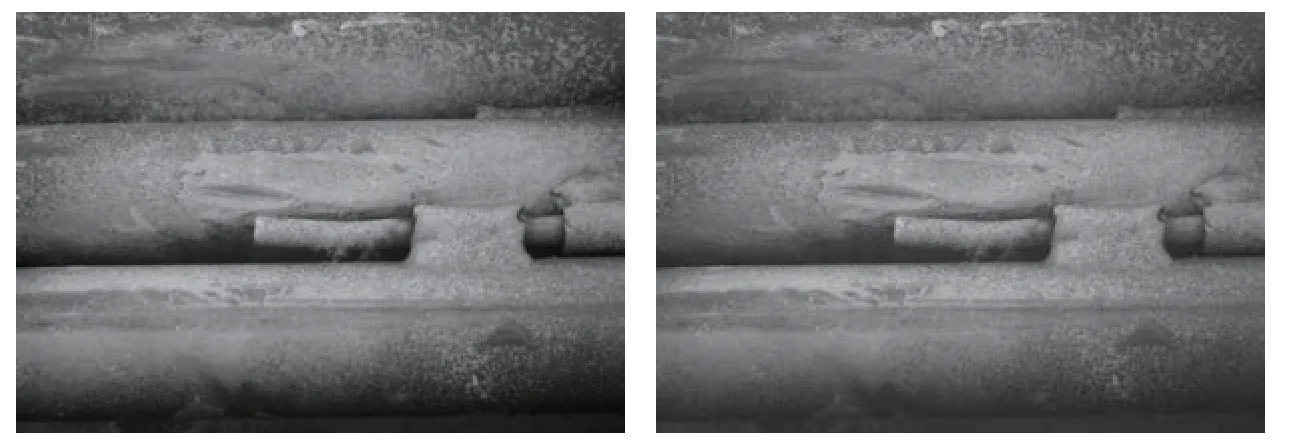
圖2 管道裂紋缺陷修補(bǔ)
4. 缺陷位置的補(bǔ)焊
工程中經(jīng)常會(huì)發(fā)生不合格焊口清除缺陷后,在具體補(bǔ)焊時(shí)又出現(xiàn)新的缺陷。本文針對(duì)焊口的補(bǔ)焊,主要從以下幾個(gè)方面做起:
(1)焊接設(shè)備及儀表應(yīng)定期檢查 需要計(jì)量的部分應(yīng)定期校驗(yàn)。

表3 小徑管補(bǔ)焊參數(shù)

表4 大徑管補(bǔ)焊參數(shù)
設(shè)備:逆變焊機(jī)(Z X 7—400)、熱處理機(jī)、角向磨光機(jī)及電磨等。
工具:工具包、焊鉗、焊工專用鑿子、榔頭、鋼絲刷、保溫筒、鎢棒盒、手電筒、面罩、防護(hù)眼鏡及氬弧焊槍等。
(2)焊接材料 焊條、焊絲應(yīng)有制造廠的質(zhì)量合格證,且應(yīng)按焊材質(zhì)量驗(yàn)收規(guī)定進(jìn)行驗(yàn)收。合金鋼焊材入庫前應(yīng)該進(jìn)行光譜抽樣檢查。
焊條、焊絲應(yīng)存放于干燥、通風(fēng)良好、溫度>5℃,且相對(duì)空氣濕度<6 0%的庫房?jī)?nèi)。焊條、焊絲應(yīng)按品種、型(牌)號(hào)、批號(hào)、規(guī)格、入庫時(shí)間等分類存放于庫架上,且有準(zhǔn)確的標(biāo)識(shí)。
焊絲使用前應(yīng)清除銹垢和油污,嚴(yán)禁使用已生銹的焊絲。焊條使用前必須進(jìn)行烘干,重復(fù)烘干不超過兩次,現(xiàn)場(chǎng)使用時(shí)應(yīng)裝入80~110℃的專用保溫筒內(nèi),且必須通電保溫,應(yīng)隨用隨取,嚴(yán)禁使用已受潮的焊條。
(3)確定焊接參數(shù) 具體補(bǔ)焊參數(shù)如表3、表4所示。
(4)清理 補(bǔ)焊時(shí)去除坡口及兩側(cè)各20mm范圍內(nèi)的油污、鐵銹等雜物并打磨出坡口(一般選用V形坡口)。補(bǔ)焊時(shí)按原參數(shù)進(jìn)行焊接。
(5)無損檢測(cè) 大徑管道(厚度>60mm)采取分層焊接分層探傷的方法,尤其是在管直徑較小,不能進(jìn)行雙面焊的情況下,在封底焊結(jié)束焊到20mm左右時(shí)出現(xiàn)的焊接缺陷應(yīng)在返修后及時(shí)進(jìn)行射線檢測(cè),排除缺陷。下面的焊道可焊至一定厚度再分層拍片。采取分層焊接分層探傷適用于厚壁管道的焊接,這樣大大地提高了焊縫的返修合格率。
(6)預(yù)熱 對(duì)需要進(jìn)行預(yù)熱的焊口,一般中小徑管采用氧乙炔焰;大徑管采用遠(yuǎn)紅外電腦控溫儀進(jìn)行預(yù)熱。焊條電弧焊進(jìn)行補(bǔ)焊時(shí),即便是不需要進(jìn)行焊前預(yù)熱的焊口也應(yīng)適當(dāng)使用氧氣火焰進(jìn)行預(yù)熱,因?yàn)檠a(bǔ)焊時(shí)只是焊縫的一部分,管子溫度低易產(chǎn)生新的焊接缺陷。
(7)返修 應(yīng)將補(bǔ)焊處打磨成與原焊縫的余高及寬度相一致,并圓滑過渡到母材,防止脫節(jié)。外觀檢查合格后,按規(guī)定要求進(jìn)行無損探傷。
(8)焊后熱處理 采用與原焊縫相同的焊接熱處理工藝對(duì)補(bǔ)焊部位進(jìn)行熱處理,一般采用遠(yuǎn)紅外電腦控溫儀進(jìn)行。焊后經(jīng)外觀檢查合格后進(jìn)行無損探傷。
5. 結(jié)語
經(jīng)過采取上述返修措施,提高了電站鍋爐焊口返修的合格率,避免了焊縫因多次挖補(bǔ)使焊接接頭應(yīng)力的加劇,焊縫組織粗大,產(chǎn)生熱影響區(qū)冷裂紋、延遲裂紋,保證了電站鍋爐整體的焊接質(zhì)量。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
