水工金屬結構防腐施工質量檢測方法探討
2015-11-04 05:24:40廖微微
建材與裝飾 2015年39期
廖微微
(貴州新中水工程有限公司 貴州 貴陽 550001)
水工金屬結構防腐施工質量檢測方法探討
廖微微
(貴州新中水工程有限公司貴州貴陽550001)
在水利水電工程中,水工金屬結構有著十分重要的作用,其防腐蝕質量對水工金屬結構使用壽命和水利水電工程的安全運行有重大影響。要加強對水工金屬結構防腐蝕工作的管理,保證水工金屬結構的質量,維護水利水電工程安全運行。為保證水工金屬結構產品防腐蝕施工質量及產品使用壽命,掌握正確的檢測方法十分必要。
水工;金屬結構;防腐;施工質量;檢測方法
引言
在水工金屬結構施工中,做好其防腐施工并加強管理,能夠提高水工金屬結構產品防腐蝕施工質量及產品使用壽命,在施工過程中加強施工質量的監督檢測可以促進管理水平的提高,而客觀公正的檢測結果又離不開正確可靠的檢測方法。水電站工程金屬結構全部采用具有長期防腐效果的熱噴涂鋅金屬保護,為便于控制施工質量,保證防腐效果,本文將重點分析水工金屬結構防腐施工質量的檢測。
1 水工金屬結構防腐處理工藝
1.1基體表面預處理
首先,要做好基體表面的處理工作,閘門、鎖錠的裝置和埋件的表面預處理都要采用噴砂的方法進行除銹。噴砂之前金屬的表面要先進行脫脂及凈化:一定要仔細清除焊渣、飛濺的附著物,并清洗掉基體表面可見的油脂及其他污物。用于施工的壓縮空氣,應過濾除去油水,確保其清潔和干燥,以避免污染磨料和待噴涂的基體表面。噴砂前,對軌道踏面和不銹鋼止水面等進行加工,配合表面用遮蔽帶、金屬薄板或硬木板等進行保護。
1.2熱噴涂施工
當基體表面的處理結束后,采取熱噴涂鋅的施工方法進行處理,在限定間隔時間內進行施工,在這個間隔時間內,待噴涂的基體表面必須保持十分清潔、干燥,無油污、灰塵和氧化物。涂鋅時,槍與工件表面斜度不小于45°,槍與工件表面距離為125~ 165mm,最大不宜超過200mm鋅層厚度超過0.1mm時,應分層噴鍍,前一層與后一層成90°交叉或45°交叉噴鍍。槍移動速度為300~400mm/s,鋅絲走攤速度為2~2.2m/min,必須防止工件表面過熱或噴鍍層局部過厚的現象發生。在實際工程中,可采用SQP-1氣槍涂,材質要求:鋅絲直徑3mm,鋅絲純度99.5%,鋅絲必須保持表面光潔無油污,無折痕等。噴鋅層的外觀檢查:鍍層的表面應無雜質、氣泡、孔洞、裂紋、脫皮等;厚度檢查,在1m2的基準面內測5點,其中最小厚度不能小于設計厚度的80%(具體如圖1)。
1.3砂除銹
商鞅約生于公元前390年左右的戰國中期,衛國人。公元前361年秦獻公去世,秦孝公繼位。秦孝公認識到秦國長期以來國亂、兵弱的情況雖開始有所扭轉,但與東方諸侯相比仍處于劣勢。要使秦國強大起來,必須進行全面的社會經濟改革,必須招賢納士。商鞅正是在這一背景下來到秦國并開始其變法的。
(2)檢測標準。檢測人員在選用檢測標準時,如果設計文件或其他相關文件中沒有對標準的采用進行特別約定,一般采用通用行業標準。標準選擇要遵循適用、現行原則,即檢測所用標準要適合將要開展的檢測工作,并且是現行有效版本。
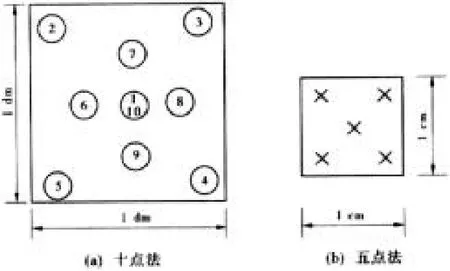
圖1 金屬涂層厚度基準面測量點的分布
做好除銹工作后,要采取涂料對金屬表面進行封閉。涂料開封前,仔細檢查并確認涂料的品種、牌號、顏色、有效貯存期等是否符合要求。將封蓋上面和封蓋周圍的灰塵和臟物清除掉,避免異物混入涂料內。開蓋后如發現表面有結皮,要沿邊緣將漆皮割開后取出,不要任意搗碎,不可使漆皮碎片混在涂料中。涂料須攪拌均勻方可使用,采用刷涂方式進行涂料封閉。施工過程始終堅持嚴格的質量控制,上道工序不合格,絕不進入下道工序,層層把關,保證了該閘門的防腐質量。
(1)檢測設備的選用、校驗。一般根據己經配置的儀器按照不同的檢測要求進行輔件的配置即可,如根據涂層厚度選擇量程接近的檢測探頭,因為檢測結果的準確性除與所用儀器精度相關外,還與儀器配置的探頭相關。所有儀器必須經檢定確認合格,且在投入使用前必須經過校驗核查,校驗核查根據相關質量文件或相關儀器使用說明進行。
2 水工金屬結構防腐施工質量檢測方法
(1)對表面預處理質量檢查的理解。有試驗數據顯示,防腐涂層有效壽命的影響因素中,表面預處理的影響占近50%,也就是說,在整個防腐質量控制過程中應加強表面預處理質量的檢查,而實際工作時將重點放在了涂膜厚度檢測方面,質檢部門在整個涂裝施土過程中的質量控制應有比較性側重點。
檢測工藝的制訂主要依據相關設計文件及標準規范,檢測工藝一般包括檢測設備的選用、校驗,檢測標準的選擇以及檢測時機等。
粗糙度RZ應在40~90μm范圍以內,除銹后的工件應達到Sa3級。施工工藝參數:噴噴砂采用6m3空壓機。噴砂角度:噴嘴與工件表面角度應在60~70°之間。砂距離:噴嘴與工件表面應保持100~200mm的距離。材質保證:噴砂用的壓縮空氣應為干燥、無油污的清潔空氣。噴砂磨料應為剛玉砂式石英砂,要求砂料干燥,不含油污和溶鹽,并有棱角,顆粒度為0.5~3.5mm。
(2)對涂層質量檢查的理解。對于涂抹的厚度以及附著力進行檢查,涂膜太厚其附著力難以滿足要求;局部厚度不得小于設計厚度,是對整體涂膜厚度提出了質量要求。對于金屬涂層,要求最小局部厚度必須滿足設計要求的最小厚度。附著力的檢查一般用劃格法,用結合力測試儀采用拉開法檢查涂層質量(具體如圖2)。用該方法進行檢測時,由于檢測儀器之間的差別導致對同一檢測對象的檢測結果之間存在較大的差異,因此對檢測結果的認定需要由供需雙方協商,檢測方在檢測時僅提供檢測方法、檢測儀器型號及檢測結果,不對檢測結果進行評價。
熟悉檢測儀器的性能及使用方法是正確開展檢測工作的前提。水工金屬結構產品涂裝質量檢測中常用的檢測儀器有磁性便攜式涂層測厚儀、常用便攜式粗糙度儀、便攜式電火花測試儀及便攜式結合力測試儀等。使用頻次較高的磁性便攜式涂層測厚儀,采用磁感應原理,利用從測頭經過非鐵磁覆層而流入鐵磁基體的磁通量來測定覆層厚度。目前,水工金屬結構涂裝檢測所用涂層厚度檢測儀基本為磁性測厚儀,使用簡單、方便且屬于無損檢測。磁性測厚儀的測量精度與使用者對其性能、原理的熟悉程度緊密相關。常用便攜式粗糙度儀,用觸針法對鋼材表面進行粗糙度檢測時所用儀器。此方法測量簡便,但所測粗糙度值僅為近似值,目前還沒有更好的便攜式測試方法。該儀器使用過程中必須注意:檢測前應在鏡面或平面玻璃上校驗;應與被檢測表面完全貼合;被檢測面局部應為平面。表面粗糙度比較樣塊。常用便攜式電火花測試儀。一般在超厚漿涂層針孔測試中使用,其他情況一般不做要求。常用便攜式結合力測試儀。由于可對涂層結合力進行定量測試,在實際的涂裝質量檢測工作中一般比較受到重視,但由于不同儀器之間的測量結果存在差異,因此,該方法僅適合相同工藝條件下涂裝施工質量的比較測試。
基于外界氣候溫度較低的情況下,牛羊患氣候性疾病的可能性會大幅度提升,包括呼吸道感染以及凍傷等。倘若在冬季溫度較低的情況下,再加上暴雨、狂風等的影響,牛羊受寒的幾率會顯著提高,也極易導致黃牛患腸痙攣。同時,牛羊的幼崽在寒冷天氣的影響下,患肺炎的可能性也較大。所以,一般情況下,畜牧業生產過程中,通常會提前準備保暖性以及舒適性較高的棚舍以供牛羊等于冬季休息,可有效降低各種惡劣天氣及氣候變化對牛羊疾病造成的影響。
2.2熟悉檢測儀器的性能及使用方法
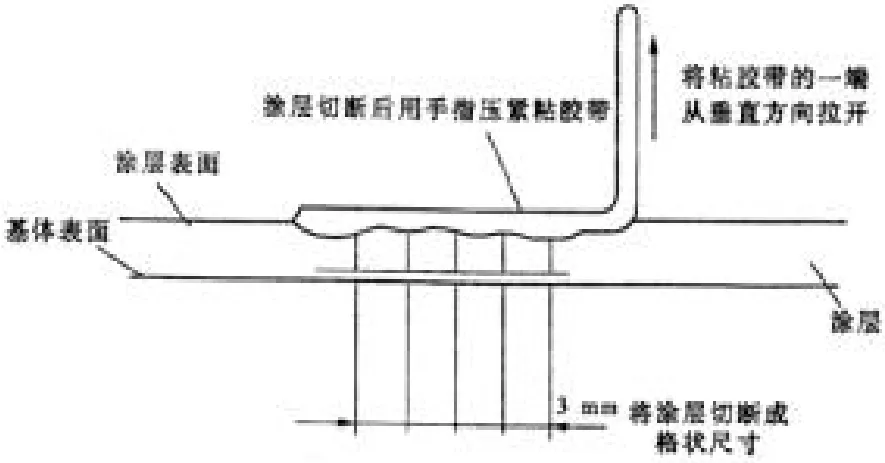
圖2 拉開法示意圖
(3)對針孔測試的理解。一般只對厚漿型涂料涂層進行針孔測試,因為厚漿型涂料涂層施工時次成膜太厚200μm以上,在霧化不足或環境濕度過大的情況下涂膜易出現針孔,而一個針孔就是一個腐蝕源。由此可見,對檢測標準、規范的準確理解是對檢測結果進行準確評價的基礎。
2.4對防腐企業的專業能力審查
(一)改變厭學,培養良好的學習習慣。要想提高課堂教學的有效性,就需要改變學生的厭學心理,使他們能夠養成良好的學習習慣。要針對不同的情況具體問題具體分析。
此外,要對防腐企業的專業能力進行審查。產品質量監督總站應在受理企業申請后20個工作日內安排對申請單位的專業施工能力審查,并以書面形式通知申請企業。審查分為企業生產條件現場審查和施工質量檢測兩部分,生產條件現場審查由產品質量監督總站組織審查組進行,主要是對申請企業的必備條件和質量管理體系等進行評價。產品質量監督總站委托具有資質的檢測機構承擔防腐蝕施工質量檢測工作,施工質量檢測可以和生產條件現場審查同步進行。檢測結束后,檢測機構應向審查組提交正式的質量檢測報告一式三份,檢測機構應妥善保管好檢測的原始記錄。審查組在現場評審結束后,應及時匯總審查材料,并將匯總后的材料報送產品質量監督總站。
2.5監督管理
本科院校圖書館、公共圖書館與科研院所圖書館對新進人才需求較大,但對圖情專業畢業生而言,不同類型圖書館的要求不盡相同。具體來說,公共圖書館對圖情專業畢業生專業技能要求偏向操作性;本科院校圖書館專業要求較高,并希望具有其他專業背景;科研院所圖書館對圖情專業畢業生要求最高,要求其能獨立開展參考咨詢業務,并具備一定的科研能力。
防腐工作做好后,質量監督總站對水工金屬結構防腐蝕施工質量進行不定期抽查,并適時公布抽查結果,被抽查企業應積極配合。持證企業有下列行為之一的,給予通報批評,并責令其限期整改,整改合格后方可繼續持證從事相應工作;情節嚴重的,撤銷其《水工金屬結構防腐蝕專業施工能力證書》;偷工減料,弄虛作假,導致施工質量低劣,造成嚴重影響或者較大財產損失的;質檢員或者操作工無證上崗的;轉讓或者變相轉讓《水工金屬結構防腐蝕專業施工能力證書》的;其他不合格的情形。
3 結束語
總的來說,要想保證水工金屬結構的防腐施工質量,就必須較完善的質量保證體系,并有相當的施工資歷與經驗的防腐施工隊伍。對涂裝質量檢測結果進行準確的評價,不能只了解相關檢測規范、標準提供的方法,更應系統掌握檢測全過程中各個質量檢測控制環節。在施工過程中要有完整的自檢記錄,并加強監督工作,根據要求進行各施工階段的質檢驗收。
[1]江寧,王占華,張小陽,等.水工金屬結構防腐蝕技術及行業質量管理發展概況[J].水利技術監督,2010,18(6):34~35.
[2]趙瑞海.水工金屬結構設備防腐高壓無氣噴涂施工工藝[J].水科學與工程技術,2011(3):190~191.
[3]楊國芹.水工金屬結構防腐蝕質量控制的程序、方法與措施[J].河北企業,2013(2):186~187.
[4]嚴晶,任翔,田波.花涼亭水庫除險加固工程金屬結構設計[J].人民長江,2011,42(12):104~106.
TV34
A
1673-0038(2015)39-0104-02
2015-9-12
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年9期)2021-07-16 07:11:36
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國房地產業(2016年2期)2016-03-01 01:25:48
汽車觀察(2016年3期)2016-02-28 13:16:26