非標準型預應力波紋管的制作與檢驗
2015-11-04 02:36:45廖春生徐少峰
建材與裝飾 2015年34期
廖春生徐少峰
(1.江蘇中核華興特殊建筑工程有限公司 江蘇省 南京市 2111992.中國核工業華興建設有限公司 江蘇省 南京市 211000)
非標準型預應力波紋管的制作與檢驗
廖春生1徐少峰2
(1.江蘇中核華興特殊建筑工程有限公司 江蘇省 南京市 2111992.中國核工業華興建設有限公司 江蘇省 南京市 211000)
本文主要分為兩個部分:①預應力鋼束所使用的非標準型波紋管制作工藝說明,主要包括波紋管制作所需的材料、設備以及工藝流程參數等,另外對于該波紋管的非標準性特點也進行了說明;②該波紋管的型式檢驗,第一批該類型波紋管加工完畢后,在正式安裝前,需按相關歐標進行型式檢驗,本文主要說明了該試驗的項目、試驗方法以及試驗所應達到指標。
波紋管;非標準;制作;型式檢驗
1 概述
某國家重點工程預應力體系是采用法國Freyssinet公司的55C16后張預應力錨固體系,在進行水平鋼束成孔過程中,在未遇到大的偏轉時采用半剛性管進行成孔,長度約為15000m,該半剛性管即由磷化皂化鍍鋅鋼帶通過波紋卷管機卷制而成,因此也稱為預應力波紋管;該預應力波紋管內徑為160mm,為非標準型管,在制作與檢驗過程中,均遇到了新技術與新課題,本文即對該類型波紋管的制作與檢驗技術進行總結和探討。
2 參考文件
(1)NFEN523(01/04):預應力鋼束帶肋波紋管。
(2)NFEN524-1~6(08/97):該系列標準共分6個部分,分別規定波紋管的各項性能參數的試驗方法和標準,包括幾何尺寸、彈性性能、彎曲性能、側面負載性能以及密封性能。
(3)JG225-2007:預應力混凝土用金屬波紋管。
3 波紋管性能的比選
3.1原材料
3.1.1鍍鋅層厚度問題
在該國家重點工程,首次引入了鍍鋅層對鋼絞線電化學腐蝕風險的概念,即鍍鋅層在與鋼絞線接觸時,有發生電化學反應的風險,從而造成對鋼絞線的腐蝕,因此必須控制鋼帶的鍍鋅層厚度,因此鋼帶鍍鋅層厚度等級為歐標中最低的,采用雙面鍍鋅層重量控制在24~36g/m2之間,而國標(JG225-2007)則要求雙面鍍鋅層重量必須不小于60g/m2。
3.1.2表面處理問題
國內標準用于金屬波紋管卷制的鋼帶一般采用軟鋼帶或鍍鋅鋼帶;而在該項目,為控制孔道的摩擦系數,降低預應力損失,用于波紋管卷制的鋼帶為磷化皂化鍍鋅鋼帶,即在已鍍鋅的鋼帶上進行磷化皂化處理,磷化處理用于防腐,而皂化處理則用于減少管道內摩擦系數,且要求皂化層(雙面)≥5g/m2。
3.2性能的比選該項目所用波紋管的性能要求應參照歐標NFEN523(01/04)的要求進行,但參考標準NFEN523(01/04)中僅對內徑130mm以下的波紋管的性能進行了規定,而對于內徑160mm的波紋管未做明確要求;最終通過歐標、國標以及相關項目資料的比對,確定了波紋管的性能。
3.2.1新增的性能參數
相比國標,根據歐標的要求,對以下性能參數進行了增加或變化:
(1)幾何尺寸方面,增加了對于相對體積(Vrel)的測量,該性能主要檢驗波紋管截面尺寸的合理性;
(2)機械性能方面,增加了彈性試驗,根據相關試驗標準測定波紋管應力-變形曲線以及回彈性能,詳見5.2;
(3)機械性能方面,根據現場實際,還對于彎曲性能試驗方法做了相關改進,詳見5.3。
3.2.2波紋管性能參數比對表
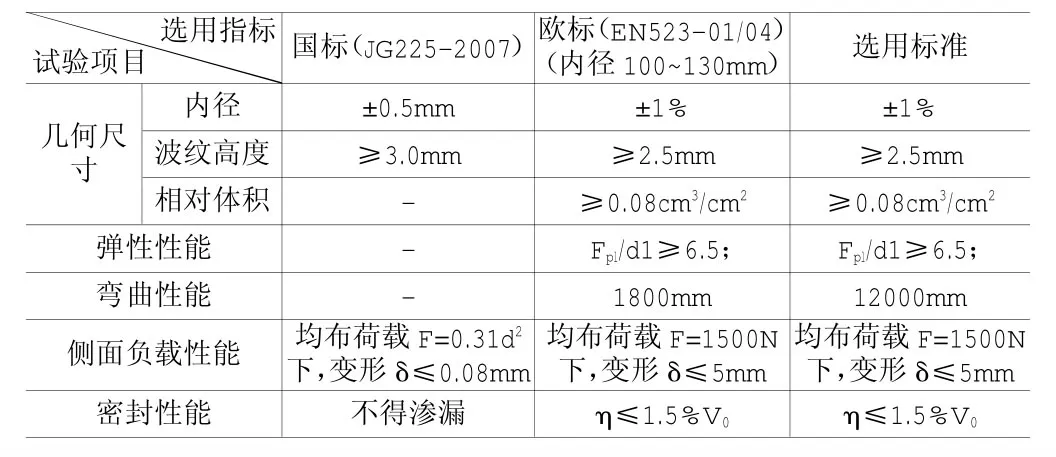
表1
4 波紋管的制作
4.1波紋管的規格
本波紋管應為NFEN523中規定的2類剛性波紋管,詳細尺寸要求如下:
標稱內徑(d1):160mm±1%
厚度(t):0.6±0.06mm
肋高(h):≥2.5mm
相對體積(Vrel)≥0.08cm3/cm2(測量標準:NFEN524-1)
螺距:65mm
4.2波紋管的制作
4.2.1原理
將軋制好的鋼帶,裝入鋼帶盤后放在鋼帶盤支架上。鋼帶通過導向潤滑裝置、壓波紋裝置,環繞在心模上,由主軸帶動已形成好的鋼帶經過折邊、滾花、壓緊等接縫工序,將鋼帶成形為螺旋波紋管,螺旋波紋管由螺旋波紋支架支承,按照所需長度連續不斷地向前轉動。
卷制螺旋波紋管,主要由卷管機、輔助裝置、隨件所承擔;卷管機由導向潤滑裝置、壓波紋裝置、成管中心部分、頂針裝置、折邊裝置、滾花裝置、傳動系統、潤滑冷卻系統、操作系統和切割機組成;輔助裝置有鋼帶盤支架、螺旋波紋管支架、點焊機等;附件包括心軸、螺旋導向套、心模、齒輪等。
4.2.2制作流程
鋼帶的送入→成管中心部分安裝→鋼帶方向的調整→接縫工具的調整→波紋鋼帶的卷繞→螺距的調整。
4.2.3鋼帶的送入
在鋼帶送進之前,先把鋼帶裝好放在鋼帶盤內后,將鋼帶盤放在鋼帶盤支架上,并能自由轉動,謹防生銹和弄臟,如鋼帶表面有銹,應將它放入潤滑油中浸泡,直到脫銹為止。
鋼帶送進按以下步驟進行:
(1)用手推鋼帶穿過潤滑槽和側邊導向。
(2)用送進手把拉鋼帶穿過整個壓波紋裝置。
(3)用在側邊導向上的螺釘調整以得到正確的間隙“X”。
(4)用調整螺釘調整每對滾輪之間的距離,并使每對滾輪的四個調整螺釘擰得一樣緊。
4.2.4成管中心部分的安裝
根據波紋管的內徑需求為160mm,需選用外徑為160mm的心軸,該心軸為成管的核心部件,其安裝順序如下:
(1)選擇心軸。
(2)推入心軸并與主軸用螺栓固定。
(3)在心軸上推入齒輪。
(4)在心軸上推入心模,并用螺母固定。
(5)用螺釘將螺旋導向套固定在星盤上。
(6)用二個螺栓和定位套將星盤固定。
4.2.5鋼帶方向的調整
由于每種管徑的螺旋角不同,因而卷制各種管徑的管時,都應對鋼帶方向進行調整。由于本工程使用的波紋管為內徑160mm的非標準管,并無現成的管道螺旋角α可用,需試調整出合適的螺旋角α;具體作法是:根據經驗設定管螺旋角α后,對壓波紋裝置作前后移動和轉動,只要鋼帶方向與波紋鋼帶導向達到一致即可。
4.2.6接縫工具的調整
(1)折邊裝置的調整:在鋼帶繞卷心模后進行調整,為得到正確的位置,折邊輪必須用鋃頭慢慢敲入,直到與鋼帶接觸為止,其調整角則與鋼帶調束角一至即可;
(2)頂針裝置的調整:在鋼帶卷繞后進行調整,其折邊角應在1~4°范圍,應防止頂針和鋼帶的波紋接觸,以免波紋管表面劃傷;
(3)滾花裝置的調整:齒輪之間有自嚙合間隙,滾花輪與心模之間有接觸間隙,以保證齒輪能自由嚙合,相互之間沒有沖擊力,防止小軸彎曲和可能發生的折斷,同時使得波紋管接縫處有足夠的花紋,確保接縫的可靠性;
(4)壓緊裝置的調整:其平面位置見圖1,其調整角與調整要求與滾花裝置類似。
4.2.7波紋鋼帶的卷繞
鋼帶圍繞心模卷兩圈,用手鉗夾住鋼帶的始端拉,同時起動卷管機,直到獲得正確直徑為止,同時控制繞卷鋼帶的正確位置。
4.2.8螺距的調整
該型號波紋管螺距應控制在65mm,當試卷制的波紋管無法滿足要求時,應對諸如螺旋角等參數進行調整,每次調整后,起動卷管機卷制400mm長波紋管,停機進行測量,如果螺距不符合要求,按下述方法重新調整接縫工具;若是螺距偏大,滾花裝置和壓緊裝置朝著立板方向往里拉;要是螺距偏小,滾花裝置和壓緊置離開立板方向往外推;同時也應檢查鋼帶的進入角度,直至加工出合格的波紋管。
5 波紋管的檢驗
5.1幾何尺寸試驗
(1)取一段長度不小于500mm的試樣,在試樣兩端(A、B端)與之成90°角的位置用油標卡尺測量內徑、肋高、壁厚;
(2)分別取平均值得出內徑d1、肋高h及壁厚t;
(3)將波紋管試件豎立放置保證管口水平,下端密封保證其水密性;
(4)向管道內裝水直到有水溢出,觀察無水溢出時,將試件中的水倒出測量出總容積Vtot;
(5)根據已測定的內徑d1及管道試件長L計算出圓柱體積Vref、表面積Aref;
將上述測量數據填入波紋管幾何尺寸檢驗表中,波紋管及其連接套管的尺寸應滿足以下要求:
標稱內徑(d1):160mm±1%
厚度(t):0.6±0.06mm
肋高(h):≥2.5mm
相對體積(Vrel)≥0.08cm3/cm2
5.2彈性試驗
(1)隨機抽取長為1100mm的管道試件;
(2)如圖1所示給試件施加、釋放荷載直到出現塑性變形;
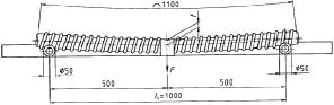
圖1
(3)波紋管支撐兩端距離L1=1000mm,加載過程中繪制荷載變形曲線(如圖2);
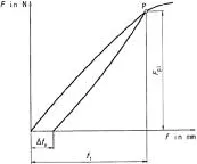
圖2
(4)將試驗過程填入彈性性能檢查表中,試驗結果應滿足以下要求:
①應根據試驗建立荷載-變形曲線(圖2);
②要求變形△ft在滿足5%ft<△ft<10%ft的條件下,荷載直徑比Fpl/d1≥6.5。
5.3彎曲試驗
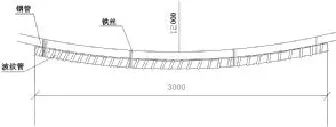
圖3
(1)取一根長度大于3m焊接鋼管,用彎管機將鋼管彎曲,彎曲半徑為12m;
(2)即取3m長波紋管試件,用鐵絲將波紋管試件捆綁在彎曲的鋼管上,使之半徑為12m,此時檢查波紋管應滿足以下要求:
①要求波紋管咬邊不應松開;
②要求此時直徑等于波紋管直徑95%的通球能夠通過此波紋管。
將試驗結果填入彎曲試驗檢查表中。
5.4側面負載試驗
(1)把長為1100mm的波紋管試件固定安放在500mm長的基座上;
(2)用一個壓力活塞對每一波紋管鋼帶咬合處及非咬合處施加荷載,施加力為1500N;
(3)活塞與波紋管之間放有加勁板,加勁板應與波紋管咬合且長度不超過波紋管內徑的1.5倍,或不超過100mm;
(4)受荷部位需在波紋管中間且兩部位間的最小間距150mm;
(5)根據NFEN524-4標準對波紋管試件進行側面負載強度試驗,根據安全殼預應力技術規范N6的要求,試驗應在波紋管鋼帶咬合處以及非咬合處各進行一次,要求不可逆變形小于5mm。
將試驗結果填入側面負載強度試驗檢查表。
5.5密封性試驗
(1)根據NFEN524-6標準進行波紋管密封性試驗,用于該密封性試驗的波紋管試樣應在進行了彎曲試驗及側面負載強度試驗后,繼續用于本試驗;
(2)在試件內部裝滿水,密封后內部施加50kPa的壓力;
(3)量出5min內的水流損失(精確到0.1%);
(4)水流損失的測定通過施加壓力前和釋放壓力后的水位差,該差值最小精確到0.5mm;
(5)試驗結果應滿足:水的損失體積應低于實驗前體積的1.5%;
(6)將試驗結果填入密封性試驗檢查表。
6 結語
預應力波紋管在預應力系統均有使用,但在使用前均未進行相關型式檢驗,或僅僅是進行簡單的泌水試驗,且無任何相關記錄與技術標準,做法較不規范;此次在該重點工程項目,通過對歐標與國標的消化吸收,對波紋管的反復試制,對波紋管的相關性能反復檢驗,總結出了一套行之有效的管道制作工藝以及檢驗標準,此次波紋管的制作與檢驗的研究可以為以后以及其它項目提供參考。
U446.1
A
1673-0038(2015)34-0123-03
2015-8-2
