大板梁翼板對接焊縫的超聲波檢測
2015-11-04 06:13:26唐垚喻星星
化工裝備技術(shù) 2015年6期
唐垚 喻星星
(杭州市特種設(shè)備檢測研究院)(長沙航空職業(yè)技術(shù)學(xué)院)
大板梁翼板對接焊縫的超聲波檢測
唐垚*喻星星
(杭州市特種設(shè)備檢測研究院)(長沙航空職業(yè)技術(shù)學(xué)院)
介紹了電站鍋爐大板梁140 mm厚翼板對接焊縫的超聲波檢測方法。主要論述了檢測過程中探頭的選取、掃查方式的確定以及利用CSK-Ⅳ試塊制作DAC曲線的方法。
大板梁對接焊縫翼板超聲波檢測DAC曲線
0 前言
在我國,電站鍋爐特別是大型電站鍋爐,鍋爐構(gòu)架的布置形式主要為全懸吊式鍋爐構(gòu)架。這種鍋爐構(gòu)架的主要特點為:除空氣預(yù)熱器外,鍋爐本體的主要載荷都集中在爐頂結(jié)構(gòu)上;在整個爐頂結(jié)構(gòu)中,大板梁是跨度最大、受力最大的桿件,而其翼板是桿件的關(guān)鍵所在,它的質(zhì)量直接關(guān)系到整臺鍋爐的安全運行。因此,在大板梁的制造以及焊接過程中必須對其進行準確的檢測[1]。
無損檢測技術(shù)經(jīng)過多年的發(fā)展與完善,目前已經(jīng)深入承壓設(shè)備、航空航天、船舶、核能等行業(yè),為國民經(jīng)濟發(fā)展提供了安全保障。超聲波檢測是無損檢測技術(shù)的一種主要檢測手段。
本文介紹了電站鍋爐大板梁140 mm厚翼板對接焊縫的超聲波檢測方法,主要論述了檢測過程中探頭的選取、掃查方式的確定以及利用CSK-Ⅳ試塊制作DAC曲線(距離-波幅曲線)的方法。在本文中,超聲波檢測是原材料檢驗、復(fù)檢和保證大板梁制造過程中焊接質(zhì)量不可缺少的重要工序[2]。
1 焊接接頭超聲波檢測
焊接是通過加熱或者加壓,或兩者都用,并且用(或者不用)填充物質(zhì)使工件材料達到原子結(jié)合的一種加工方法。140 mm厚翼板焊接采用鎢極氬弧焊(WS),焊接坡口為V形坡口。氬弧焊時采用直流正接法,焊條電弧焊時采用直流反接法。坡口形式和尺寸必須符合圖紙要求(均為60°~70°V形坡口,間隙2~3 mm,鈍邊0.5~1 mm,如圖1所示)。
超聲波檢測是五大常規(guī)無損檢測技術(shù)中最重要的一種,是當今國內(nèi)外應(yīng)用最廣泛、使用頻率最高且發(fā)展最為快速的一種無損檢測技術(shù)。超聲波檢測是產(chǎn)品制造過程中實現(xiàn)質(zhì)量控制、節(jié)約原材料、改進工藝和提高勞動生產(chǎn)效率的重要手段,也是設(shè)備維護過程中不可缺少的一種手段。超聲波檢測具有如下特點:

圖1 翼板焊接V形坡口
(1)超聲聲束集中在特定的方向上,在物質(zhì)中沿直線傳播,具有很好的指向性。
(2)超聲在物質(zhì)中傳播時,會發(fā)生衰減與散射。
(3)超聲在異種物質(zhì)的界面上會產(chǎn)生反射、折射以及波型轉(zhuǎn)換。利用這些特點,可以得到從缺陷界面反射回來的反射波,從而達到探測缺陷的目的。
(4)超聲的能量比聲波大很多。
(5)超聲在固體物質(zhì)中的傳輸損失非常小,可探測深度大。由于超聲在異質(zhì)界面上會發(fā)生反射、折射等現(xiàn)象,特別是不能通過氣體固體界面,因此當金屬材料中有裂紋、氣孔、分層等缺陷(缺陷中有氣體)或夾雜時,傳播到金屬與缺陷交界面處的超聲將會全部或部分反射。反射回來的超聲波被超聲波探頭接收,通過儀器內(nèi)部的處理電路,在儀器的熒光屏上將會顯示出不同高度以及有一定間距的波形。由這些波形的變化特點可以判斷缺陷在工件中的位置、深度和形狀。
2 檢測過程
2.1焊接接頭超聲波檢測技術(shù)等級的選擇
由于不同的檢測技術(shù)等級對質(zhì)量的保證是不同的,因此,設(shè)計、制造、安裝和檢驗檢測單位需要根據(jù)承壓設(shè)備產(chǎn)品的關(guān)鍵程度進行選用。根據(jù)委托單位的要求,該翼板焊接接頭超聲波檢測按照JB/ T 4730.3—2005《承壓設(shè)備無損檢測第3部分:超聲檢測》中的B級執(zhí)行,即母材厚度為120~400 mm時,一般用兩種K值探頭,采用直射波法在焊接接頭的雙面雙側(cè)進行檢測。兩種探頭的折射角相差應(yīng)不小于10°[3]。
2.2探頭K值選擇
JB/T 4730.3—2005《承壓設(shè)備無損檢測第3部分:超聲檢測》推薦采用的斜探頭K值,如表1所示。選擇K值為1.0和1.5的兩種探頭對翼板對接焊縫進行雙面雙側(cè)檢測。

表1 推薦采用的斜探頭K值
2.3DAC曲線制作方法
超聲檢測焊接接頭用標準試塊是用來校準儀器探頭系統(tǒng)性能和檢測靈敏度的。焊接接頭用的標準試塊有CSK-Ⅰ、CSK-Ⅱ、CSK-Ⅲ、CSK-ⅣA。根據(jù)JB/T 4730.3—2005標準規(guī)定,CSK-Ⅰ、CSK-ⅣA系列試塊適用于壁厚范圍為120~400 mm的焊接接頭;同時標準規(guī)定,在滿足靈敏度要求時,試塊上的人工反射體根據(jù)檢測需要可以采取其他布置形式或者添加相應(yīng)的人工反射體,也可采用其他形式的等效試塊。由于所檢測的翼板對接焊縫厚度為140 mm,所以選擇的CSK-ⅣA試塊尺寸如表2和圖2所示。

表2 CSK-ⅣA試塊尺寸
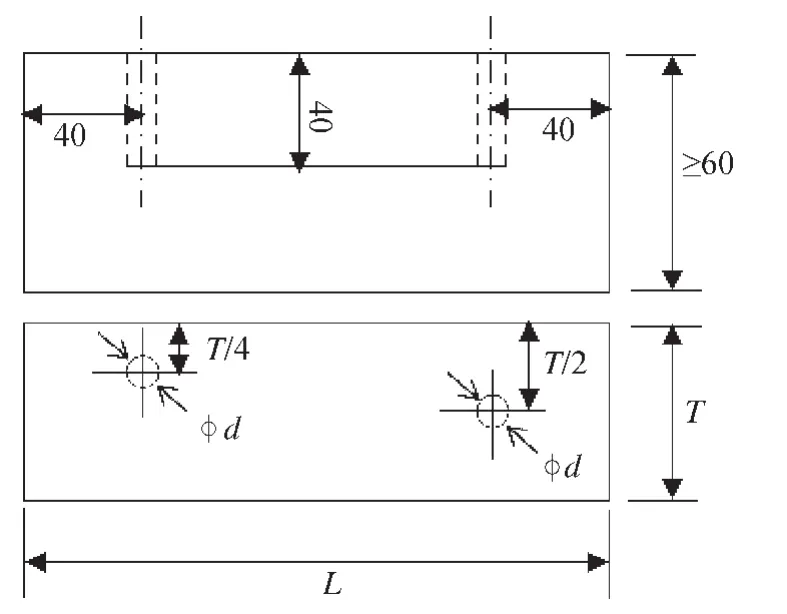
圖2 CSK-ⅣA試塊
利用CSK-ⅣA試塊制作DAC曲線(距離-波幅曲線),具體細節(jié)與利用CSK-Ⅲ試塊制作DAC曲線相似。具體步驟如下:
(1)測定探頭的入射點和K值,按照深度1∶1調(diào)節(jié)掃描速度。
(2)將探頭置于CSK-ⅣA試塊上,找到深度T/4孔的一次回波,調(diào)節(jié)衰減器旋鈕使最高回波達基準波高的80%,記下此時衰減讀數(shù)和孔深。
(3)找到深度T/2孔的一次回波,調(diào)節(jié)衰減器旋鈕使最高回波達基準波高的80%,記下此時衰減讀數(shù)和孔深。
(4)將試塊反轉(zhuǎn)一面,找到深度3T/4孔的一次回波,調(diào)節(jié)衰減器旋鈕使最高回波達基準波高的80%,記下此時衰減讀數(shù)和孔深。
(5)移動探頭找到深度3T/4孔的二次波回波,調(diào)節(jié)衰減器旋鈕使最高回波達基準波高的80%,記下此時衰減讀數(shù)和孔深。
(6)將板厚140 mm對應(yīng)的定量線、判廢線和評定線的dB值輸入儀器,儀器將自動生成DAC曲線。板厚140 mm焊接接頭距離-波幅曲線靈敏度如表3所示。

試塊型式板厚/mm評定線定量線判廢線CSK-ⅣA>120~400?d-16 dB?d-10 dB?d-0 dB
3 結(jié)論
利用超聲波檢測技術(shù)對鍋爐大板梁翼板進行無損檢測,可以有效保證大板梁的焊接質(zhì)量。本文對超聲波檢測過程中的檢測技術(shù)等級的選擇、探頭的選取和DAC曲線的制作,進行了較為詳細的介紹,為實際的檢測積累了經(jīng)驗。
[1]成洋.大型電站鍋爐大板梁無損檢測的探析[J].鍋爐制造,2004,11(4):77-78.
[2]少印,姚富忠,胡雪祥.鋼結(jié)構(gòu)大板梁T型角焊縫超聲波探傷方法選擇[J].無損檢測,2001,9(9):405-407.
[3]鄭暉,林樹青.超聲檢測[M].北京:中國勞動社會保障出版社,2008.
中航卓越鍛造公司成功研制特大型鈦合金異形環(huán)
2015年9月20日,中航卓越鍛造(無錫)有限公司成功軋制出特大型閥體鈦合金高筒內(nèi)外異形環(huán)鍛件。該產(chǎn)品的成功研制,填補了國內(nèi)特大型鈦合金高筒環(huán)鍛件一體軋制成形技術(shù)上的空白。
鈦合金系列產(chǎn)品廣泛應(yīng)用于航空航天、石化、冶金、電力、醫(yī)藥衛(wèi)生和儀器儀表等行業(yè)。中航卓越鍛造(無錫)有限公司成功下線的鈦合金高筒異形環(huán)鍛件應(yīng)用于石化領(lǐng)域。該鈦合金鍛件外徑2203 mm,內(nèi)徑1690 mm,高810 mm,質(zhì)量為4.7 t。

▲特大型閥體鈦合金高筒內(nèi)外異形環(huán)鍛件
據(jù)了解,目前用于石化行業(yè)、單件質(zhì)量4 t以上的特大型鈦合金閥體均采用鑄造成形工藝。中航卓越鍛造公司堅持“更易實施、更優(yōu)品質(zhì)、更高效率、更佳服務(wù)”的定制解決方案,以持續(xù)滿足客戶需求為宗旨。公司的生產(chǎn)、營銷、技術(shù)團隊經(jīng)過多輪研討,確定了優(yōu)化解決方案。他們采用內(nèi)外異型一體成形技術(shù),利用有限元仿真模擬技術(shù)對中間坯料進行優(yōu)化設(shè)計,增加對中間坯料的預(yù)成形工藝,使坯料分料更加合理,從而更有利于鍛件的填充成形,也最大限度地節(jié)約用料。此外,在工藝設(shè)計時還充分考慮到將鍛件毛坯的形狀尺寸與鍛件成品的形狀尺寸盡可能保持一致或相近,力求使鍛件金屬流線合理,以使零件的使用性能得到更大程度的提高。
該鈦合金鍛件產(chǎn)品的成功研制,標志著中航卓越鍛造公司作為一家國家級高新技術(shù)企業(yè),其轉(zhuǎn)型升級之路再上新臺階,在高端領(lǐng)域市場中再次獲得了突破,有效地提升了市場競爭力。(祝悅)
Ultrasonic Testing on Butt Weld of Wing Plate of Main Girder
Tang YaoYu Xingxing
The ultrasonic testing method of the butt weld of the wing plate with a thickness of 140 mm of the main girder in the utility boiler is introduced.The selection of the probe,the determination of the scanning method in the detection process and the method for depicting the DAC curve using the CSK-Ⅳtest block are mainly discussed.
Large plate girder;Butt weld;Wing plate;Ultrasonic testing;DAC curve
TG 441
2015-05-22)
*唐垚,男,1987年生,助理工程師。杭州市,310000。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
