鑄鋼件變形機(jī)理研究及防治措施
2015-11-04 05:45:04唐鐘雪寧夏共享鑄鋼有限公司寧夏銀川750021
中國鑄造裝備與技術(shù) 2015年2期
周 輝,唐鐘雪,曹 鵬(寧夏共享鑄鋼有限公司,寧夏銀川 750021)
鑄鋼件變形機(jī)理研究及防治措施
周輝,唐鐘雪,曹鵬
(寧夏共享鑄鋼有限公司,寧夏銀川 750021)
通過對常規(guī)鑄鋼件變形機(jī)理的研究,闡述了環(huán)形、半圓形及片狀鑄鋼件變形特征。通過對實踐經(jīng)驗的總結(jié),提出了此三類鑄鋼件在整個鑄鋼生產(chǎn)過程中變形控制及預(yù)防的措施,還重點闡述了不同形狀的鑄鋼件如何進(jìn)行變形的校正處理。
鑄鋼件;變形機(jī)理;控制及預(yù)防;校正處理
0 前言
在鑄鋼件的整個制造過程中,幾乎每個工序都會出現(xiàn)變形,導(dǎo)致鑄件變形的原因主要分為兩類,一類為內(nèi)部原因,主要表現(xiàn)為鑄造應(yīng)力變形以及熱處理應(yīng)力變形。鑄造應(yīng)力變形是指鑄件在凝固過程中,不同部位凝固先后順序以及凝固速率不同而產(chǎn)生的鑄造應(yīng)力,這種應(yīng)力會在鑄件打箱后的某個工序釋放出來,從而導(dǎo)致鑄件變形[1]。熱處理變形主要是由于鑄件在熱處理過程中受熱膨脹和軟化后強(qiáng)度降低,在自身重力作用下導(dǎo)致的鑄件變形[2],以及組織轉(zhuǎn)變過程中蓄積在組織內(nèi)部的應(yīng)力釋放后導(dǎo)致的變形。一般前者對鑄件的尺寸、形狀影響較大。
另一類為外部原因,主要表現(xiàn)為焊接應(yīng)力變形、鑄件局部受熱膨脹變形以及鑄件加工后應(yīng)力釋放而導(dǎo)致的機(jī)械變形[3]。焊接變形主要由于焊接產(chǎn)生的局部高溫導(dǎo)致鑄件膨脹變形以及焊縫凝固過程中產(chǎn)生的巨大拉應(yīng)力作用于鑄件表面,當(dāng)焊補(bǔ)量較大時,更會導(dǎo)致鑄件發(fā)生大的尺寸變形甚至鑄件整體變形,從而對整個鑄件尺寸、形狀產(chǎn)生巨大影響。熱膨脹變形主要由于鑄件在焊補(bǔ)前的預(yù)熱,其變形量的大小取決于預(yù)熱的溫度、預(yù)熱方式等。機(jī)械變形主要發(fā)生在鑄件加工后,由于加工去除了鑄件多余部分金屬,原本在鑄件內(nèi)部的應(yīng)力平衡狀態(tài)被打破,應(yīng)力自然釋放后產(chǎn)生變形,尤其對于薄壁鑄件,精加工后變形問題十分突出,且往往會導(dǎo)致鑄件報廢。
1 鑄件變形特征及防治措施
1.1環(huán)形鑄件
環(huán)形鑄件變形方式較為簡單,主要表現(xiàn)為橢圓狀變形,其形變方向及形變量呈現(xiàn)對稱的特點,如圖1所示。對于此類形狀的薄壁鑄件,其變形問題最為突出,針對此類鑄件的變形,可以通過鑄造工藝設(shè)計時在外圓壁厚部位增加板條狀拉筋進(jìn)行預(yù)防。具體拉筋數(shù)量及分布取決于鑄件實際直徑大小,但總的原則是必須保證拉筋均勻分布。
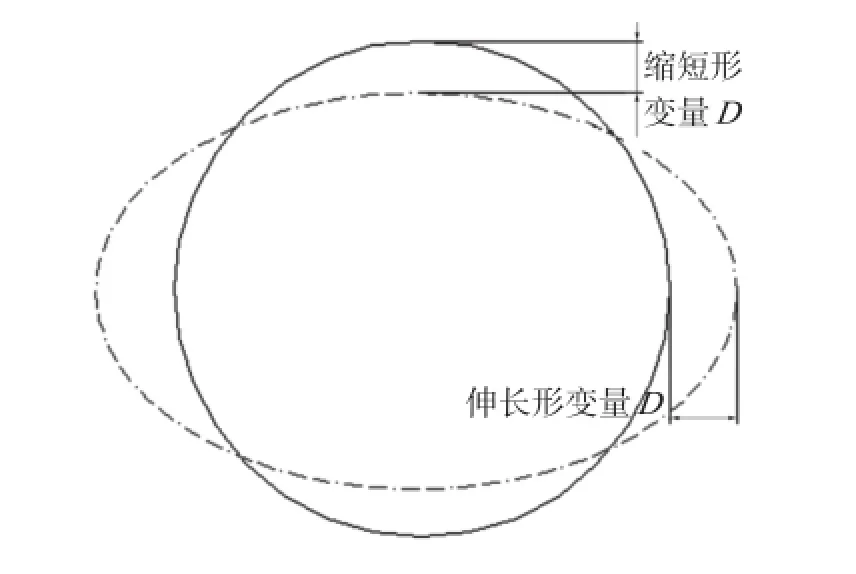
圖1 環(huán)形鑄件變形方式
焊接及熱處理方面的主要控制點為焊接預(yù)熱以及熱處理裝爐方式,通過環(huán)形預(yù)熱管對鑄件內(nèi)外同時加熱,確保鑄件整體達(dá)到某一溫度值,減小鑄件局部溫差。熱處理裝爐方面,確保鑄件與墊鐵充分接觸,并且可以通過焊接“十字型”拉筋(圖2),防止鑄件橢圓形變形。對于精加工后的鑄件,可以采用振動時效裝置來消除加工應(yīng)力,效果明顯。
1.2半圓形鑄件
半圓形鑄件變形略微復(fù)雜,主要表現(xiàn)為鑄件的張口與縮口變形,如圖3;當(dāng)返修量較大,尤其是焊補(bǔ)量較大時,鑄件高度方向較容易發(fā)生塌陷,從而導(dǎo)致額外的扭曲變形,如圖4。
圖2 防變形“十”字拉筋
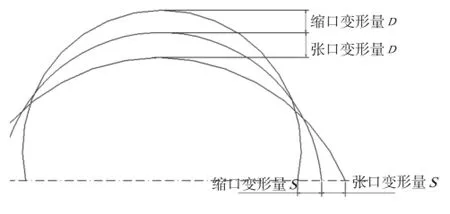
圖3 張口與縮口變形示意圖
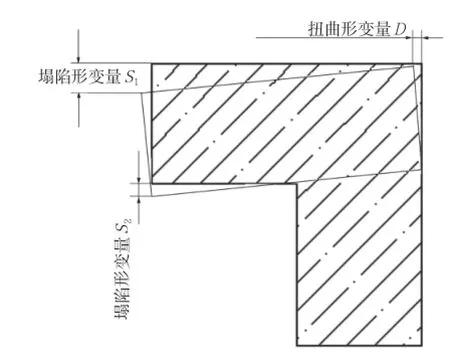
圖4 高度塌陷與扭曲變形
鑄件的張口與縮口變形主要因為鑄件受熱以及加工后應(yīng)力釋放導(dǎo)致。焊補(bǔ)時的局部受熱導(dǎo)致變形量較大,對此較為有效的措施為盡量采取整體預(yù)熱,在半圓形開口位置焊接防變形拉筋,拉筋的數(shù)量、規(guī)格、材質(zhì)依據(jù)鑄件尺寸靈活選取。其總原則為鑄件壁厚決定拉筋粗細(xì)及數(shù)量,鑄件直徑大小決定拉筋長短,而對于拉筋材質(zhì),普通碳鋼或低合金鋼材質(zhì)均可滿足一般鑄件防變形要求。對于加工后的變形,通常采用將兩半圓形鑄件組合為一個整圓進(jìn)行加工,拆分前,需要焊接專用防變形拉筋或者振動時效。
扭曲變形是鑄件張口、縮口變形以及焊補(bǔ)時焊縫收縮應(yīng)力綜合原因?qū)е碌男巫儭a槍Υ祟愖冃危瞬扇∠龔埧凇⒖s口的變形措施外,還要考慮焊接工藝的制定。尤其對于壁厚較薄的鑄件,盡可能采用手工焊焊補(bǔ),盡量不使用氣體保護(hù)焊,且采用短焊道、低電流焊補(bǔ),對于相鄰焊道交匯處,采用風(fēng)鏟錘擊的方式,消除部分焊接應(yīng)力。同時預(yù)熱溫度要合適,太高不利于層間溫度以及熱膨脹變形的控制,過低則會產(chǎn)生很大的焊縫收縮應(yīng)力。
1.3扇形及片狀鑄件
扇形及片狀鑄件由于形狀特殊,且通常直徑較大、形變量大,呈現(xiàn)波浪狀扭曲變形,無論是變形的預(yù)防還是后序的校正,都存在很大的難度。扇形及片狀鑄件變形特點如圖5所示,鑄件A向邊沿呈現(xiàn)M型波浪變形,且最大形變量在45°與135°之間。鑄件開口位置,大半圓向兩側(cè)張口,小半圓向內(nèi)側(cè)縮口,從而表現(xiàn)出鑄件高度的下降,尤其是0°與180°部位,高度下降明顯。
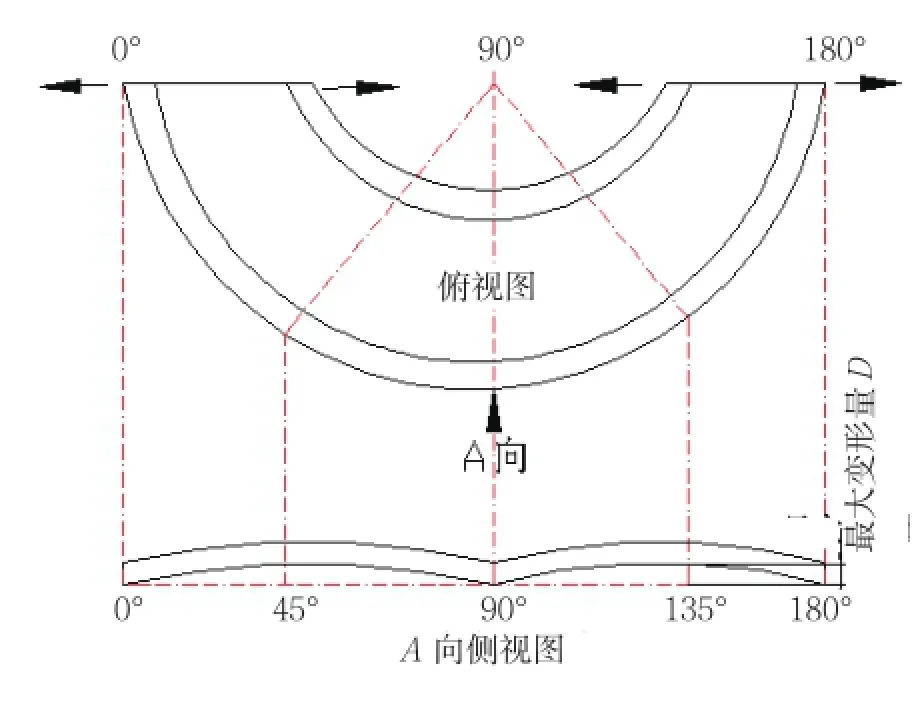
圖5 扇形及片狀鑄件變形特點
針對扇形及片狀鑄件變形,在開口部位增加防變形拉筋,可以減小開口方向的張口及縮口形變,A向邊沿可以通過造型返變形工藝補(bǔ)正量設(shè)計。在鑄件擺放以及熱處理時,保證大圓邊沿與裝爐墊鐵均勻、充分接觸,能否均勻接觸,取決于裝爐墊鐵是否均勻擺放,而充分接觸則取決于墊鐵與鑄件之間有沒有間隙。為了預(yù)防此類變形,鑄件在焊接時盡量使用手工焊接,且采用較低的預(yù)熱溫度,同時焊接過程中錘擊釋放焊縫收縮應(yīng)力。
2 變形的校正
變形校正方法可以分為兩類:一類為冷校正,即通常所說的機(jī)械校正;另一類為熱校正,即回火消應(yīng)力。對于結(jié)構(gòu)簡單、壁厚較薄的鑄件可以采用機(jī)械校正,主要通過對鑄件施加機(jī)械外力,外力方向與形變方向相反,外力的大小由鑄件材質(zhì)、壁厚、形變量大小等因素決定。
機(jī)械校正的優(yōu)點是精度高、尺寸可控性強(qiáng),不足之處在于易反彈,對設(shè)備承載能力以及工人勞動強(qiáng)度要求較高。相反,回火消應(yīng)力則形變校正徹底、不反彈,但是尺寸可控性差,校正成本較高。
實際生產(chǎn)過程中,往往采用冷熱校正法,即將鑄件先通過機(jī)械校正到理想尺寸后焊接固定,再進(jìn)行回火定型處理。對于直徑較大且壁厚較厚而無法進(jìn)行機(jī)械校正的鑄件,可以采用重力施壓結(jié)合回火定型的方法進(jìn)行校正,此方案的關(guān)鍵在于校正間隙的設(shè)計以及重物靜載的估算[4],需經(jīng)過準(zhǔn)確且復(fù)雜的計算來確定施加重力的大小。當(dāng)然,也可以通過實踐經(jīng)驗來確定施加重力的大小,具體實施方案參照圖6。
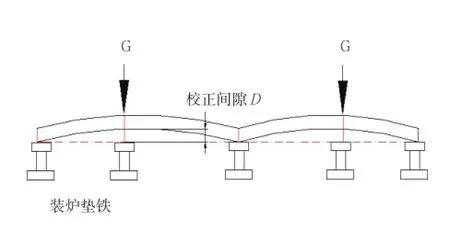
圖6 變形的校正實施方案
3 總結(jié)
(1)無論是何種變形,都無法徹底消除,只能通過一系列的措施來減小變形量,將變形量控制在可接受的范圍內(nèi)。
(2)變形重點在于預(yù)防:從造型方面入手,尤其通過返變形工藝補(bǔ)正量設(shè)計;從焊接方面入手,焊接防變形拉筋的設(shè)計、焊接參數(shù)的選用等;從熱處理方面入手,重點研究鑄件裝爐的擺放以及熱處理參數(shù)的選用。
(3)變形的控制涉及到整個鑄造以及制造過程,需要通過各個工序,尤其是關(guān)鍵工序的控制,才能做好真正的防變形工作。
[1] 陳琦,彭兆弟.鑄造技術(shù)問題對策[M].北京:機(jī)械工業(yè)出版社,2001.
[2] 中國機(jī)械工程學(xué)會熱處理學(xué)會.熱處理手冊(第三版)[M].北京:機(jī)械工業(yè)出版社,2004.
[3] 石德砢.材料科學(xué)基礎(chǔ)[M].西安:西安交通大學(xué)出版社,2004.
[4] 鄭修麟.工程材料的力學(xué)行為[M].西安:西北工業(yè)大學(xué)出版社,2004:125-127.
[5] 田貴福,徐爾靈.薄壁鑄鋼件常見缺陷工藝對策[J].中國鑄造裝備與技術(shù), 2007(3).
Research and prevention measures on distortion of casting steel
ZHOU Hui , TANG ZhongXue , CAO Peng
(Kocel Steel Foundry CO. LTD, Yinchuan 750021,Ningxia,China)
This article based on the research of mechanism of deformation of conventional casting steel. And we expound the deformation characteristics of three shapes of castings, such as circular, semicircle and sheet steels. Through the summary of practical experience, we made clear the three kinds of steel in the whole process of cast steel production and how to make better control and prevention of deformation. This article also expounds how to carry out the correction processing of deformation of the different shapes of steel.
Casting steel; Deformation mechanism; Control and prevention; Correction processing
TG245;
A;
1006-9658(2015)02-0019-03
10.3969/j.issn.1006—9658.2015.02.006
2014-10-22
稿件編號:1410-692
周輝(1985—),男,主要從事鑄鋼產(chǎn)品返修過程質(zhì)量控制及研究.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
電腦報(2020年35期)2020-09-17 13:25:53
當(dāng)代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
科技知識動漫(2016年8期)2016-07-29 20:40:09