Cr12MoV大型矯直輥鑄造 及熱處理工藝研究
2015-11-04 05:45:02晏宏山左素敏唐山科技職業(yè)技術學院河北唐山06000唐鋼集團重機公司河北唐山0606唐山不銹鋼有限公司河北唐山0600
中國鑄造裝備與技術 2015年2期
關鍵詞:工藝
馬 佳,晏宏山,左素敏(.唐山科技職業(yè)技術學院,河北唐山 06000;.唐鋼集團重機公司,河北唐山 06 06; .唐山不銹鋼有限公司,河北唐山 0600)
Cr12MoV大型矯直輥鑄造 及熱處理工藝研究
馬佳1,晏宏山2,左素敏3
(1.唐山科技職業(yè)技術學院,河北唐山 063000;2.唐鋼集團重機公司,河北唐山 06 3306; 3.唐山不銹鋼有限公司,河北唐山 063100)
Cr12MoV鋼作為冷作模具鋼廣泛應用于模具制造業(yè), 其制造工藝為鑄- 鍛-加工-熱處理。本文探索以鑄代鍛生產大型矯直輥工藝,經特殊熱處理工藝,輥身表面硬度和金相組織能滿足矯直輥使用技術要求。
Cr12MoV鋼;矯直輥;熱處理;萊氏體鋼
0 前言
Cr12MoV鋼屬高耐磨微變形冷作模具鋼,其具有高的耐磨性、淬透性、微變形、高熱穩(wěn)定性、高抗彎強度,僅次于高速鋼,是沖模、冷鐓模的重要材料,其消耗量在冷作模具鋼中居于首位。國內Cr12MoV鋼常用的加工工藝 :鋼坯下料—鍛造—球化退火—加工—淬火+低溫回火—加工—組裝。
本文以大型鋼線矯直輥生產為例,經以鑄代鍛和四段熱處理工藝生產的大型矯直輥輥身表面硬度和金相組織滿足矯直輥使用技術要求。
1 材料成分和技術要求
1.1材料成分
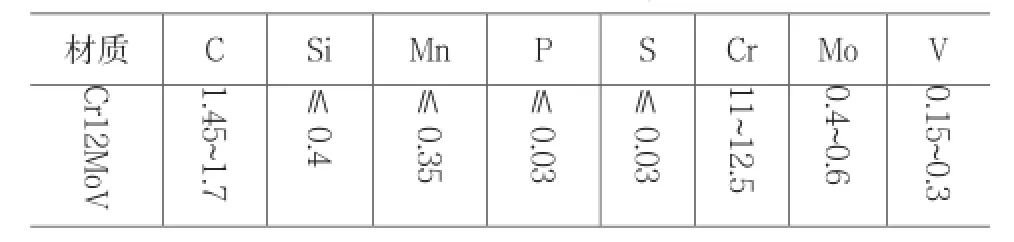
表1 矯直輥材質及化學成分 w%
1.1技術要求
(1)軋輥硬度要求
調質處理后軋輥工作層厚度250 mm,輥面硬度56~58 HRC,表面硬度不均勻度≤5 HS,工作層硬度落差≤5 HS。
(2)軋輥的低倍組織和顯微組織
低倍組織要求:不得有氣孔、夾雜、疏松、裂紋等缺陷。
金相組織要求:碳化物分布均勻,不得有殘余應力和沿晶界分布的網狀碳化物存在。
2 工藝分析及試驗研究
2.1工藝分析
Cr12MoV鋼屬于高碳高鉻鋼,含碳和鉻量高,形成了大量的碳化物和高合金度的馬氏體,使鋼具有高硬度、高耐磨性。此外,Cr12MoV鋼中的鉬增加鋼的淬透性并且細化晶粒;釩能細化晶粒增加韌度,又能形成高硬度的VC,進一步增加鋼的耐磨性;鉻又使鋼具有高的淬透性和回火穩(wěn)定性。
由于Cr的大量存在,鋼液結晶時析出的大量共晶碳化物(主要是硬度很高的鉻鐵復合碳化物(Fe,Cr )7C3)極為穩(wěn)定,常規(guī)熱處理無法細化。即使其經壓延后,在較大規(guī)格鋼材中仍保留明顯的帶狀或網狀碳化物,碳化物分布不均勻,而帶狀或網狀碳化物區(qū)是一個脆性區(qū),其塑性、韌度差,不能承受大的沖擊力,裂紋很容易在這里萌生與擴展,往往成為裂紋產生的主要原因。
較大的碳化物周圍常常有空位、位錯等缺陷匯聚,在交變負荷的作用下,這些缺陷進一步聚集和擴展便可萌生疲勞裂紋。碳化物偏析嚴重,在碳和合金元素富集的區(qū)域,鋼的熔點降低,易導致模具熱處理時過熱,使碳和合金元素在奧氏體中溶解度減少,降低淬火后的硬度,且導致碳合金元素富集區(qū)與貧乏區(qū)間產生大的組織應力,從而增大模具熱處理后的變形量。為了碎化、細化共晶碳化物,把粗大的枝晶狀共晶碳化物打碎,提高碳化物分布的均勻性,細化碳化物的粒度。
—般Crl2MoV使用時都需要進行鍛造和預先熱處理,以減少碳化物的不均勻分布,為后續(xù)淬火、回火提供優(yōu)良的原始組織。
2.2鑄造工藝
矯直輥簡圖如圖1所示,由于矯直輥尺寸較大,根據工藝分析得知:即使經鍛造加工,也很難完全消除網狀碳化物。限于公司設備條件,很難采用常規(guī)鑄后鍛造工藝,因此設計以鑄代鍛工藝,即采用水玻璃硬化砂造型,45 t電弧爐+20 t中頻爐雙聯(lián)熔煉,靜態(tài)澆鑄后熱開箱,經特殊的擴散球化等溫退火工藝處理,鑄態(tài)組織、退火組織如圖2所示。粗大連續(xù)網狀碳化物基本消除,僅存部分帶狀碳化物,碳化物等級為5級,硬度檢測為230~250 HB,滿足機加工要求。
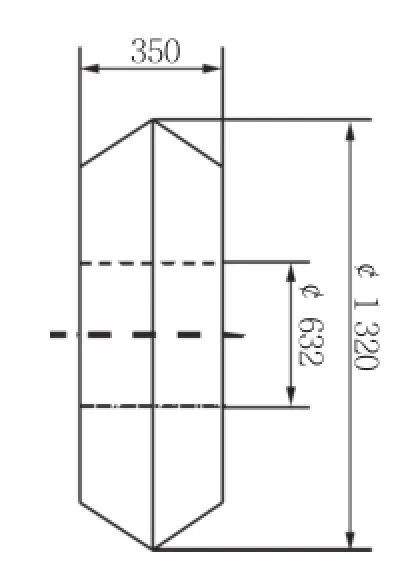
圖1 矯直輥簡圖
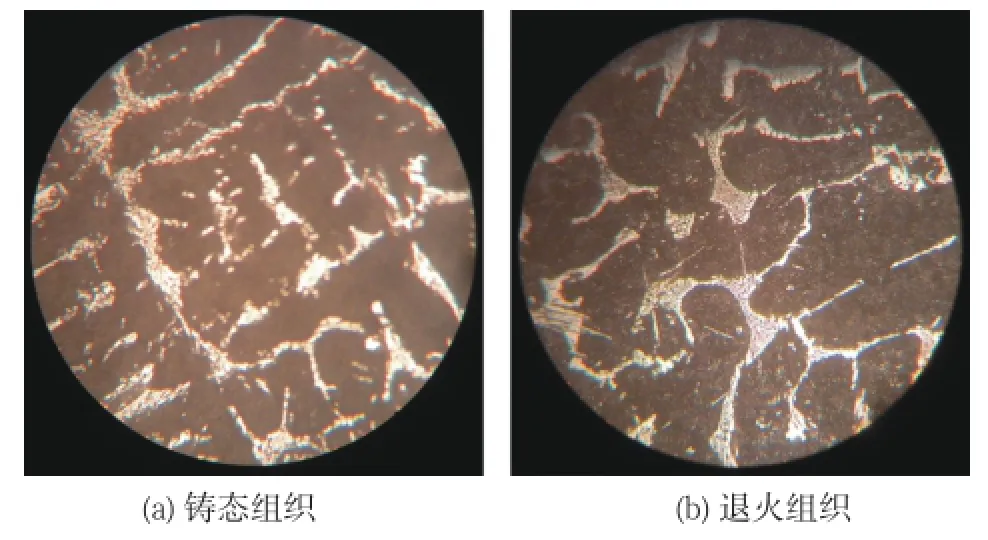
圖2 矯直輥鑄態(tài)和退火后金相組織圖片
2.3熱處理工藝
國內Cr12MoV鋼的熱處理工藝有一次硬化法、二次硬化法,根據工件不同的使用條件可選用不同的熱處理工藝,兩種熱處理工藝均經保溫后采用油淬。兩種熱處理方法一般淬火液選用淬火油或硝鹽浴,可以采用單液淬火,也可采用雙液分級淬火,且均能獲得滿意的硬度及耐磨性,但對紅硬性有要求的工件一般選用二次硬化法。
根據矯直輥工作狀況,結合公司的設備狀況,選用一次硬化法熱處理工藝。分兩組進行熱處理實驗,一組采用低淬低回工藝,單液淬火,即950~1 000 ℃加熱入油冷卻,200 ℃回火;另一組采用中淬中回工藝,噴霧淬火,即1 020~1 050 ℃左右加熱保溫后噴霧冷卻,380~400 ℃左右回火。
熱處理工藝曲線見圖3,熱處理后矯直輥金相組織見圖4所示。
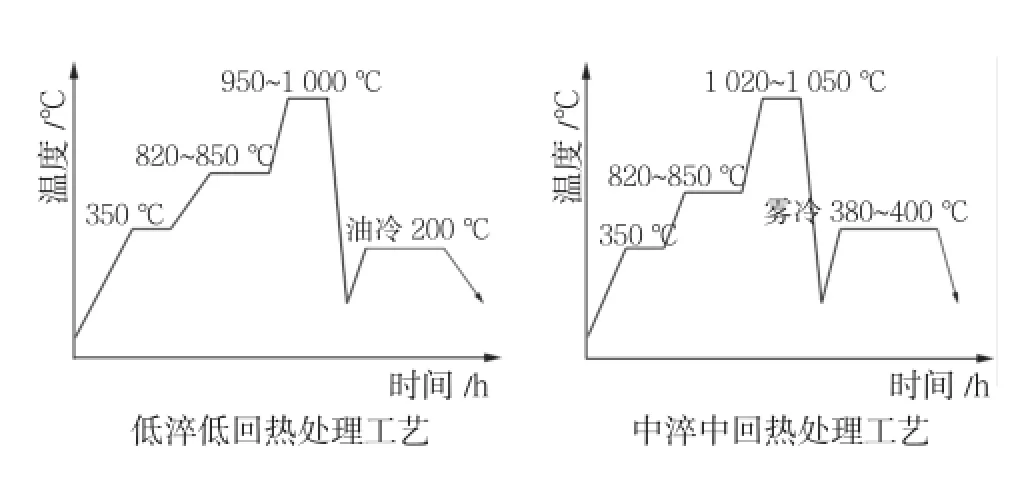
圖3 矯直輥熱處理工藝曲線

圖4 熱處理后矯直輥金相組織圖片
3 試驗結果分析
3.1國內外Crl2MoV金相組織分析
試樣經磨制拋光后,用4%硝酸酒精溶液腐蝕,在光學顯微鏡下觀察其組織(見圖4)。
兩種熱處理工藝矯直輥的組織均為馬氏體+共晶碳化物,其中共晶碳化物成塊粒狀,碳化物等級為5.0級。兩者相比,中淬中回工藝機體組織在碳化物與基體的界面處存在少量下貝氏體,且碳化物分布更加均勻,碳化物粒度得到細化。
與國內外Crl2MoV鋼熱處理后的組織對比(見圖5),德國X165CrMoVl2和國內Crl2MoV的組織也為馬氏體+共晶碳化物,但其共晶碳化物成網狀,碳化物等級為7.0級,可見其組織優(yōu)于德國和國內其它廠的金相組織。
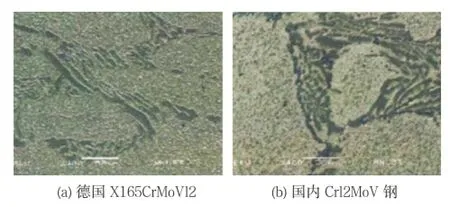
圖5 國內外Cr12MoV鍛造鋼熱處理后掃描電鏡圖片
3.2性能分析
由兩種熱處理工藝矯直輥性能檢測結果(表2)可見,中淬中回工藝雖然硬度尤其是內孔硬度低于低淬低回,但沖擊韌性明顯高于低淬低回工藝,是由于中淬中回工藝噴霧冷卻強度低,機體組織中存在少量下貝氏體,而下貝氏體組織卻具有較高強度和韌度,從而增強了矯直輥的抗事故能力。
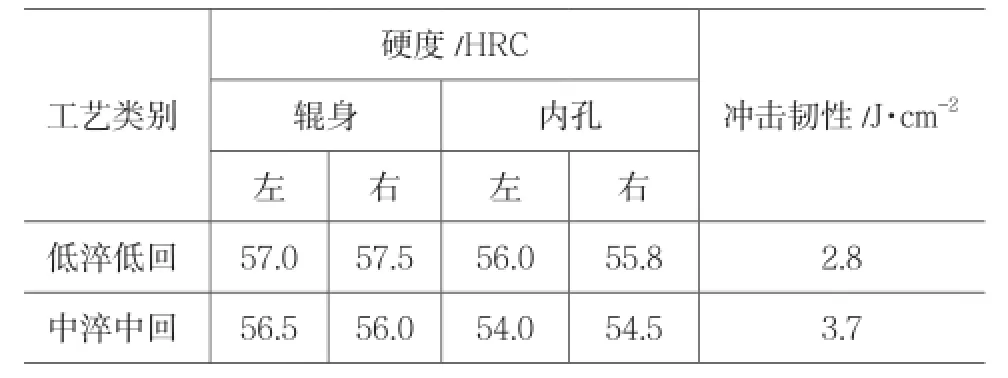
表2 兩種熱處理工藝矯直輥性能檢測結果
4 結論
(1)Cr12MoV大型工件采用以鑄代鍛,經特殊熱處理工藝是可行的。
(2) Cr12MoV大型工件熱處理采用噴霧淬火+中溫回火性能優(yōu)于其采用低溫油淬+低溫回火工藝。
[1] 史美堂.常用模具鋼熱處理性能[M].上海:上海科學技術出版社,1984:105-120.
[2] 吳曉峰,馬坤,徐娜,等.Cr12MoV模具鋼應用的主要問題與熱處理研究進展[J].模具工業(yè),2009,35(9):55-62.
[3] 鄒安全,鄧芬燕.Cr12MoV模具鋼熱處理工藝試驗研究[J].模具工業(yè),2001(11) :55-57.
[4] 李紅.Cr12MoV鋼切邊模的熱處理工藝改進[J].金屬熱處理,2001(6):48.
[5] 高玉芳,張文忠.Cr12MoV鋼的強韌化熱處理工藝研究[J].理化檢驗-物理分冊,2001,37(4):148-150.
[6] 安會芬,李燕,高志一.2Cr13鋼調制處理新工藝的實驗應用[J].鑄造技術,2010,31(3):112-113.
[7] 王文焱,何水平,于安永,等.幾種軋輥材料組織及耐磨性分析[J].焊管,2009,32(7):30-37.
Process Study of Heat Treatment and Foundry of Heavy Straightening Roller Cr12MoV Steel
MA Jia1,YAN HongShan2,ZUO SuMin3
(1.Tangshan vocational college of science and technology, Tangshan 063000, Hebei,China;2.Tangshan Steel and Iron Group Heavy Machinery Co.Ltd., Tangshan 063306,Hebei,China;3.Tangshan Stainless Steel Co.Ltd., Tangshan 063100,Hebei,China)
Cr12MoV steel as Cold Die Steel wide application in industry and stencil manufacturing, its manufactured process: Casting-Forging-Machining- Heat treatment. This exploration as foundry instead of forging manufacture craft of heavy straightening roller, By special heat treating process, The results that the hardness and microstructure structure have met specifi cation of straightening roller.
Cr12MoV steel; Straightening roller; Heat treatment; Ledeburite steel
TG269;
A;
1006-9658(2015)02-0010-03
10.3969/j.issn.1006—9658.2015.02.004
2014-10-12
稿件編號:1410-683
馬佳(1984—),女,碩士研究生,講師,主要研究方向機械設計、金屬工藝.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52