小型Ti75雙管板換熱器管束制造技術研究
2015-11-02 01:41:34陶德陳達平劉燕
東方汽輪機 2015年2期
陶德,陳達平,劉燕
(東方汽輪機有限公司,四川 德陽,618000)
小型Ti75雙管板換熱器管束制造技術研究
陶德,陳達平,劉燕
(東方汽輪機有限公司,四川 德陽,618000)
文章介紹了Ti75雙管板換熱器管束的結構特點及制造難點,提出了換熱管自定位找管束中心方案,采用了二次脹管方法,解決了雙管板加工、焊接等難題。這對小型、高精度雙管板換熱器管束制造具有參考價值。
雙管板,換熱器,管束
1 前言
在管殼式換熱器中,雙管板換熱器是苛刻條件下產生的一種更為安全的換熱器形式。當管程和殼程中兩種介質混合會使物料產生報廢或重大事故,則一般會采用這種結構。在單管板換熱器中,管與管板連接處最容易發生泄漏,即使采用各種連接方法,也不可能絕對保證換熱器在長時間、苛刻的工作條件下絕對不漏,因此,對于設備安全性及可靠性要求比較高的情況下 (比如艦船、核電站),大多采用雙管板換熱器。
目前,有關文獻、資料中對雙管板換熱器的介紹比較多,但所涉及的都是大、中型雙管換熱器,而對于小型鈦合金雙管板換熱器制造的資料卻很少。
在大、中型管殼式換熱器中,管束的制造已經是比較成熟的了,但對于小型雙管板換熱器管束的制造,是否可以借用這些制造方式呢?這里將結合一種結構比較特殊的Ti75雙管板換熱器來研究此類換熱器管束的制造。
2 結構特點
公司承制了一臺小型Ti75雙管板換熱器,其管束如圖1所示,該管束具有以下特點:
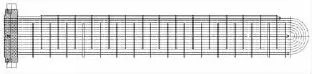
圖1 管束結構
(1)尺寸小、結構緊湊
該管束長度尺寸為1 810 mm,管束為Φ250.2 mm,為大、中型換熱器管束尺寸的1/10~1/5,但該管束中卻有31塊折流板,相鄰兩塊折流板之間的間距為50 mm。
(2)管板為Ti75雙管板結構
該換熱器管板為焊接形式的Ti75雙管板結構(見圖2),這與常見的雙管板結構不同 (見圖3),這對管板的加工精度及焊接控制要求都很高。
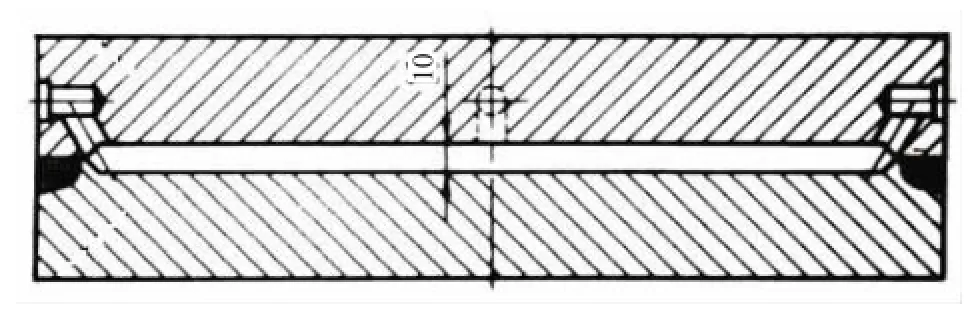
圖2 雙管板結構
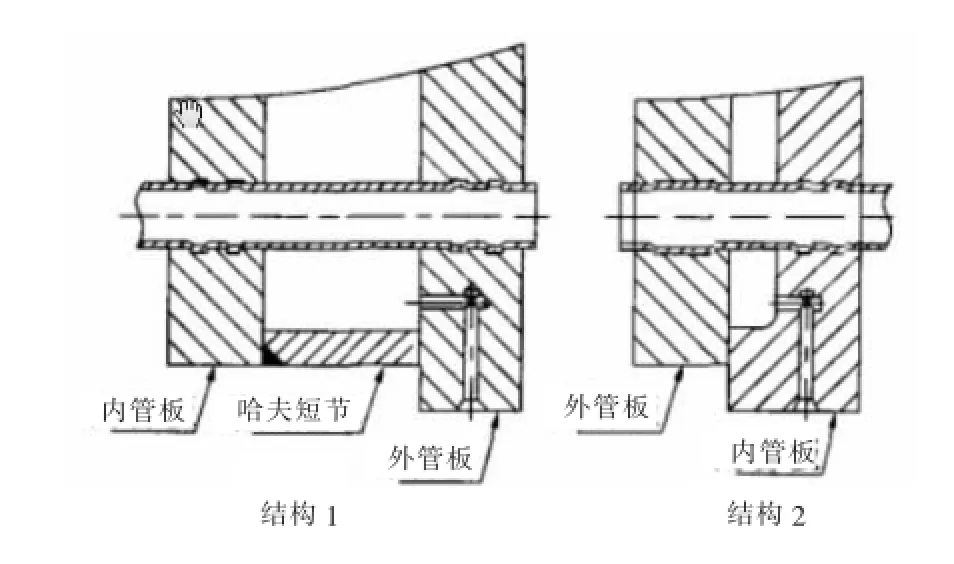
圖3 常見雙管板結構
3 制造難點
根據Ti75雙管板換熱器管束的結構特點,知道該管束的制造比常規大、中型管束制造要困難,其主要表現如下。
3.1Ti75雙管板的加工與焊接難度大
該換熱器雙管板為焊接結構,中間有10 mm間隙 (見圖2),經過分析,該管板有2種制造方式:(a)單塊管板加工完成后再將兩塊管板焊接在一起;(b)兩塊管板焊接完后再進行管板管孔等尺寸的加工。對于a種方式,管板加工比較方便,但加工后焊接,管板會存在焊接變形,從而使內、外兩管板管孔軸線不在一條直線上 (有一個夾角),如果焊接變形大,會造成穿管很困難甚至不能穿管;對于b種方式,管板先焊接完后再加工,可以保證內、外兩管板外形尺寸及管孔的尺寸精度要求,但是,在加工孔時,鈦屑是否能從內、外管板間的10 mm間隙中清理出來呢?如果不能清理出來,就不能滿足設計圖紙中的技術要求。
3.2制造精度要求高
該換熱器中,殼體內徑為Φ251.2 mm,管束為Φ250.2 mm,管束與殼體套裝時單面間隙只有0.5 mm,所以在保證筒體尺寸、公差的前提條件下,對管束中折流板的加工及管束的裝配精度要求極高,必須保證31塊折流板外圓偏差在0.5 mm范圍內,同時還要保證所有管孔的尺寸公差及垂直度要求。
3.3管束的組裝困難
對于管束組裝一般有2種方式:臥裝和垂直裝配。對于大、中型換熱器管束一般采用臥式裝配,而本換熱器中,折流板間距為50 mm,無法實現臥式裝配,因為要對31塊折流板分別進行支撐很困難;如果采用垂直裝配,各折流板在水平方向上處于自由狀態,而筒體與管束裝配精度又如此高,要采取工藝措施來固定折流板,同時還得保證裝配的尺寸精度。
3.4管板脹管難度大
該換熱器中,換熱管為TA2材質,尺寸為Φ12×1。在換熱器中,換熱管直徑越小脹管難度越大,況且在該雙管板結構中對內管板的脹管有很高的要求,必須保證脹接接頭100%合格,如果耐壓試驗時發現內管板出現泄漏,則無法查找哪一個接頭脹管不合格。
4 制造方案及工藝措施
通過分析Ti75雙管板換熱器管束的制造難點,提出以下制造方案。
4.1采用單塊管板加工完工后再焊接的方式
Ti75是一種新型的鈦合金,鈦合金具有彈性模量小特點,因而制作了模擬試件采用合金刀具進行模擬加工 (見圖4、圖5)。試驗結果發現,加工后的鈦屑堆積在雙管板10 mm間隙中,無法進行清理,所以只有選擇先單塊管板加工完后再焊接的方式。

圖4 雙管板模擬加工圖 (一)

圖5 雙管板模擬加工圖 (二)
此種方式中最大的難度是控制管板加工后焊接變形。因Ti75彈性模量小,焊接后變形嚴重,因而,先通過焊接軟件分析雙管板焊接變形的機理,制作了與產品尺寸、材料完全一樣的模擬試件并設計了專用控制焊接變形的夾具,在專用密閉腔室內進行焊接試驗,然后將焊接后的雙管板放在真空退火爐內進行去應力熱處理,熱處理時在雙管板上適當壓重物 (起一定校型作用)。
即使采用以上處理方式也不能完全消除焊接變形,通過試穿TA2換熱管,發現仍有30%左右的管孔無法穿管。在雙管板中,內管板的強度脹是最重要的,必須優先保證內管板管孔尺寸精度要求,所以采用從內管板側向外管板手工鉸孔的方式 (整個管板數量為256,所以采用手工鉸孔)對無法穿管的管孔進行鉸孔,鉸孔后對外管板孔進行測量,發現管孔有0.05 mm左右的橢圓度。因外管板采用強度脹加密封焊的方式,管孔有0.05 mm的橢圓度是能滿足制造要求的 (有關資料中外管板的管孔尺寸比內管板管孔尺寸大0.1 mm,但如果采用這種方案雙管板焊接時,兩管板管孔定位精度要差一些,所以,這里沒有采用這種方案)。
4.2對折流板采用高效數控機床進行加工
為了保證折流板管孔的尺寸公差,將31塊折流板 (折流板的厚度為5 mm)分成5組,用專用夾具將每組折流板裝夾在一起,采用與雙管板加工同一臺的高效數控機床以及相同的刀具進行加工 (這樣能保證相同的機床精度),先加工外圓再加工管孔,折流板管孔及外圓尺寸公差控制在0.05 mm以內。
4.3采用垂直裝配的方式來組裝管系
采用垂直裝配的方式來組裝管系,其難點在于折流板與管板的找中心和定位。如果設計專用工裝來找管孔中心和定位折流板,不僅復雜也不一定理想。所以大膽提出了利用換熱管自身找正定位的方法來找正管孔中心和定位折流板的方案。為了達到這一目的,將折流板管孔尺寸公差調整為和管板管孔尺寸公差相同。按照GB 151-1999《管殼式換熱器》中的規定,換熱管尺寸為Φ12,管板孔尺寸公差為Φ12.18+0.10,相應折流板尺寸公差為 Φ12.32+0.20,折流板孔比管板孔大 0.14~0.24 mm。此處將折流板與管板設為相同的尺寸公差,雖然增加了穿管難度,但對于管系與殼體的套裝有利。
另外,穿管時管束中拉桿上的螺母不能擰緊,讓拉桿處于自由狀態。此管束中拉桿直徑小,剛性差,容易變形,直線度難以保證,如果將拉桿擰緊,采用換熱管自找正中心就比較困難。
裝配時,先穿中心的兩排換熱管,然后將筒體與管束進行試套裝 (見圖6),檢查管束找正同心度,如果能順利套裝,則再穿剩余的換熱管(見圖7),最后將管束中拉桿上的螺母擰緊。
經過試驗發現,此種方案是切實可行的,管束與筒體能很順利地套裝,關鍵在于管板與隔板的加工精度要得到保證。

圖6 管束試套裝圖
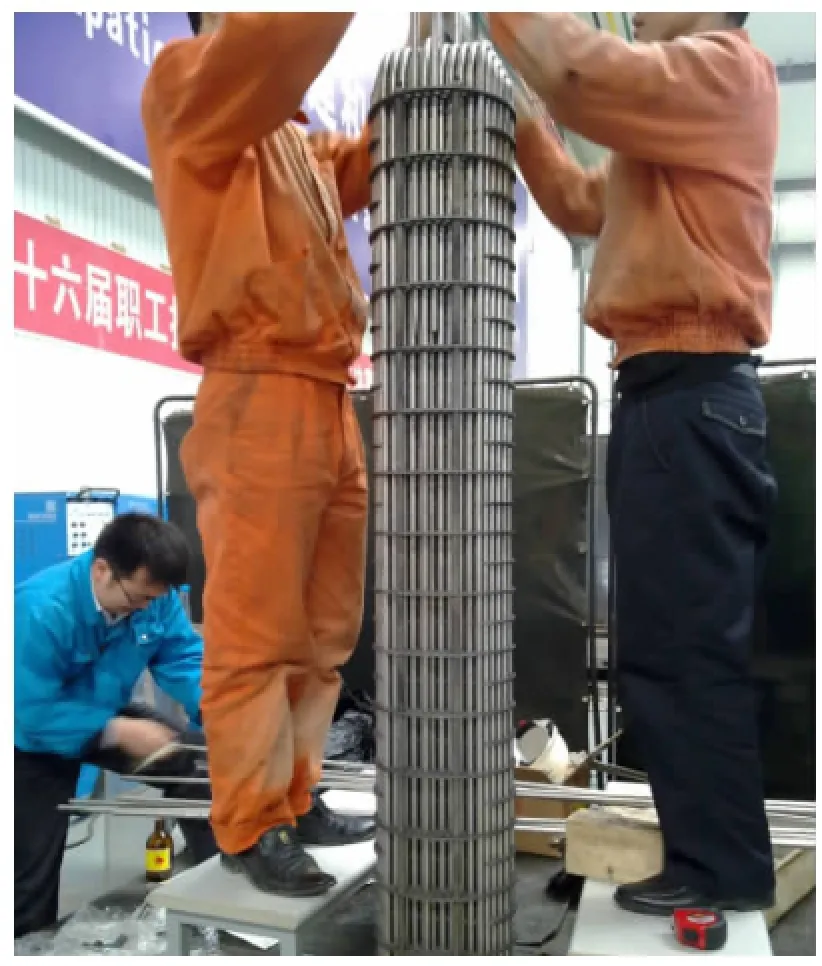
圖7 管束穿管圖
4.4采用兩次脹接法來脹管
雙管板的脹管、內管板都是采用強度脹,外管板一般采用以下幾種脹焊方法:
(a)貼脹+密封焊;(b)強度脹+密封焊;(c)貼脹+強度焊
由于該換熱器換熱管直徑小,脹管力矩也小,通過脹管試驗發現,即使成倍增加脹管力矩,減薄率變化也不是太大。為了保證內管板的脹管要求,采用兩次脹管的方法,即:在脹管工藝評定合格的范圍內采用兩次脹管,第二次脹管力矩適當高于第一次。兩次脹接法是根據制造經驗得出的一種防止管子泄漏的有效方法。
對外管板采用貼脹+強脹+密封焊的方式,如圖8所示,對管口10 mm長度范圍進行貼脹,然后以距管口6 mm為起點進行強度脹,最后采用不填絲旋轉氬弧焊機進行密封焊。對管口10 mm范圍進行貼脹,可有效改善管口密封焊時的散熱條件,提高焊接質量,同時對焊接時管口定位也大為有利。
管板的密封焊不是該換熱器管束制造的難點,所以沒有進行專門介紹,只要采購專用焊機即可完成。
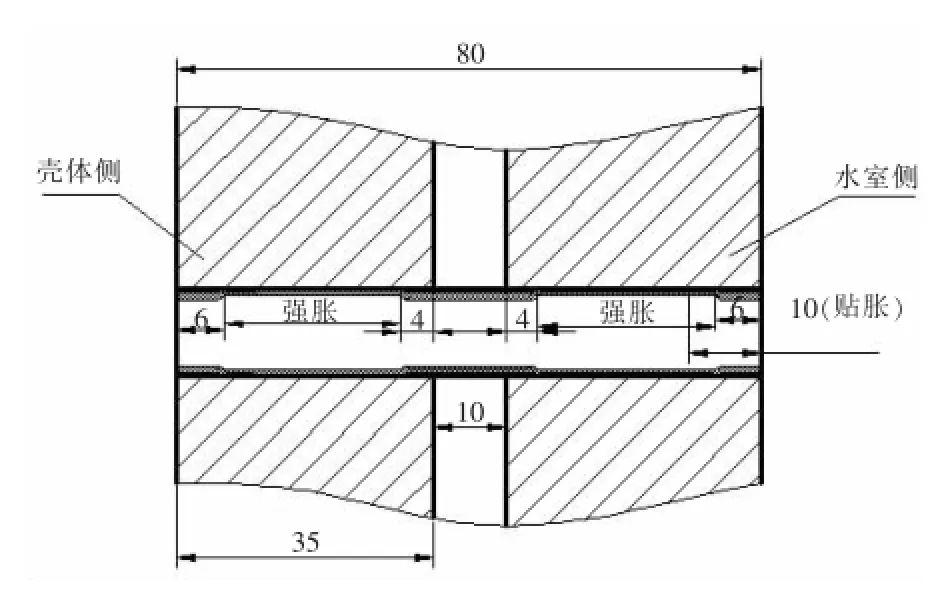
圖8 管板脹管圖
5 結束語
通過Ti75雙管板換熱器管束的試制,成功進行了耐壓試驗等各項檢驗,發現換熱管自定位找中心、管板兩次脹接法等技術措施適合于精度要求高、結構緊湊的小型雙管板換熱器管束的制造。
[1]GB 151-1999.管殼式換熱器[S]
[2]涂俊宏,于東興.雙管板換熱器設計及制造[J].化工設備與管道,2001,38(2):34-36
[3]劉寶富,馬偉敬.雙管板換熱器的制造要點[J].壓力容器,2009,(198):60-63
Study on Tube Bundle Manufacturing Technology of Small-sized Heat Exchanger with Ti75 Double Tube Plate
Tao De,Chen Daping,Liu Yan
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The paper introduces structure characteristics and manufacturing difficulties on the tube bundle of small-sized heat exchanger with Ti75 double tube plate,puts forward a scheme on heat exchange tube centering for self-localization,by using the method of twice expanding,solves problems for the machining and welding of double tube plate.It has the referenced value for the small,high precision heat exchanger with double tube plate.
double tube plate,heat exchanger,tube bundle
TK172
A
1674-9987(2015)02-0044-04
10.13808/j.cnki.issn1674-9987.2015.02.009
陶德 (1978-),男,工程師,2001年畢業于西南石油學院機械制造專業,現從事汽輪機輔機類產品焊接技術工作。
