Mathematic model and parameters optimizing of cycloid rotational indexing machining of straight bevel gear
2015-10-29 07:17:23GuizhiZHAOXiaoqiangWUXiaominSHANChunyouZHANG
機床與液壓 2015年4期
Gui-zhi ZHAO, Xiao-qiang WU, Xiao-min SHAN, Chun-you ZHANG
(College of Mechanical Engineeringe, Inner Mongolia University for the Nationalities, Tongliao 028000, China)
?
Mathematic model and parameters optimizing of cycloid rotational indexing machining of straight bevel gear
Gui-zhi ZHAO, Xiao-qiang WU, Xiao-min SHAN, Chun-you ZHANG*
(CollegeofMechanicalEngineeringe,InnerMongoliaUniversityfortheNationalities,Tongliao028000,China)
For the problems of intermittent indexing and low production efficiency, the cycloid rotational indexing machining principle of straight bevel gear is explained using the mathematic method of the space curve approach to the straight line based on the method of cycloid rotational indexing. On this basis, the mathematic model of cycloid rotational indexing machining is given. This model is also named as the mathematic model of cutting point locus. Then, the influence parameters are analyzed. And the range of every parameter is confirmed, as well as, the effect laws of parameters are confirmed. And then, the cutting point locus meeting the machining requirment is obtained.
Straight bevel gear, Cycloid rotational indexing machining, Cutting point locus
10.3969/j.issn.1001-3881.2015.24.011 Document code: A
TH215
1 Introduction
Straight bevel gear is one of the most widely used parts. Some commonly used processing methods for straight bevel gears are milling method, tooth-planing method and tooth-broaching method. However, these processing methods are intermittent indexing and cause production efficiency low. In addition, since the machine uses mechanical transmission chains, transmission precision is low and the adjustment is difficult. In contrast, spiral bevel gear cutting technology develops rapidly [1-4]. Processing of cycloid bevel gear adopts the cycloid generation principle and can achieve a continuous indexing and higher production efficiency [5-7]. In order to improve processing accuracy and efficiency of straight bevel gears, it is necessary to explore new process technology of straight bevel gears. The literature [8] proposed a cycloid rotational indexing processing technology for straight bevel gears. Based on this technology, this paper calculates the mathematical model of cycloid rotational indexing machining for straight bevel gears, analyzes the parameters and rules and provides the range of each parameter. Then the cutting trajectory meeting processing requirements can be get.
2 Cycloid rotational indexing processing principle of straight bevel gears
Rotational indexing processing refers to a kind of processing method that while the workpiece and the cutting tool is the synchronous rotation in accordance with a certain speed, cutting and indexing of the workpiece is realized. The workpieces with different parameters can be machined by changing the speed ratio of the workpiece and the tool. Because the surface of some parts is relatively complex, therefore, on the basis of rotational indexing processing tool tip point runs by cycloid trajectory to form a cycloid cyclones processing method [9].
As we all know, when the generation circle with the radiusrhas pure rolling on the base circle with the radiusRin a plane, the trajectory that a point at the distanceefrom the circle center forms is a cycloid. Shown in Figure 1, it is the formation process of a cycloid in a certain plane and the parameter equation of the cycloid is:

(1)
Where,αis the reference variable,θ=(1-R/r)α.
From Eq.(1) the shape of cycloid is relevant toR,randeand the cycloid can approximate a linear to some extent by adjusting these parameters [10-11]. If the the movement relationship holds the same, the trajectory becomes a space curve with the generation circle axis and the base circle axis at an angle, shown in Fig.2. As Fig.2 shown, the space curve in a section approximate the conical bus. In order to cut straight teeth, certain parameters of the space curve should be adjusted to make the curve segments approximate straight bus.

Fig.1 Formation of the a planar cycloid
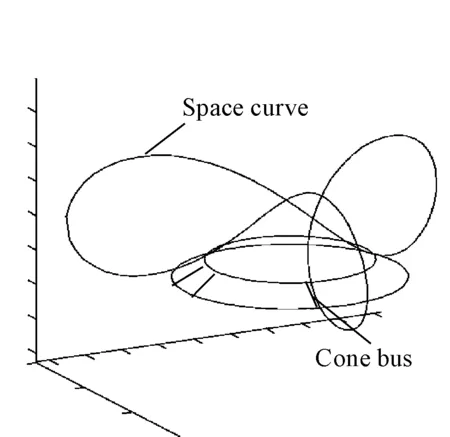
Fig.2 Formation of the space curve
3 Mathematical model of the rotational indexing processing
According to the machining principle, straight bevel gears can be processed by use of space curve approximating straight conical bus. The cutting tool machined straight bevel gears according to space curve trajectory and different parameters will directly affect the machining accuracy and approach precision. Therefore, we must establish the mathematical model of the rotational indexing processing, namely the trajectory of the points of the tool. Based on the position of the workpiece and the tool shown in Fig.3, the computational coordinate systems are established shown in Fig.4.S1={O1;X1,Y1,Z1} is the initial position coordinate of the cutter head,S2={O2;X2,Y2,Z2} is the workpiece coordinate system,S3={O3;X3,Y3,Z3} is the coordinate system of the cutter head after tilting the angleβaround the reference axisl.
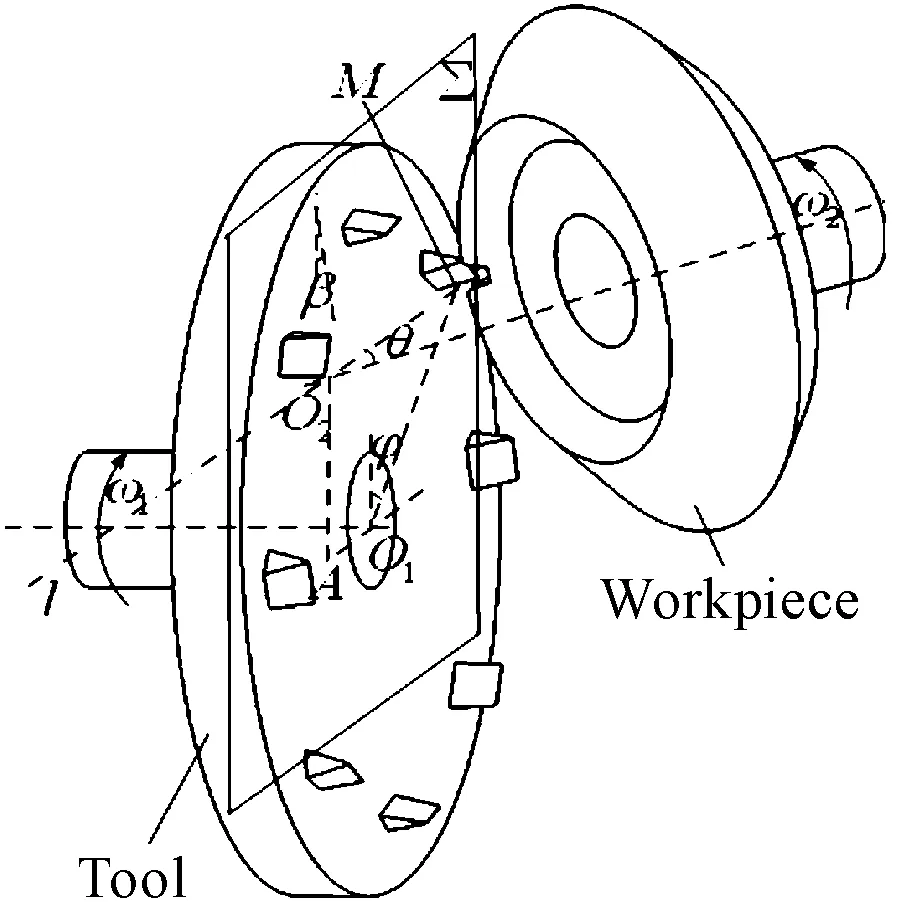
Fig.3 Layout of the workpiece and tool
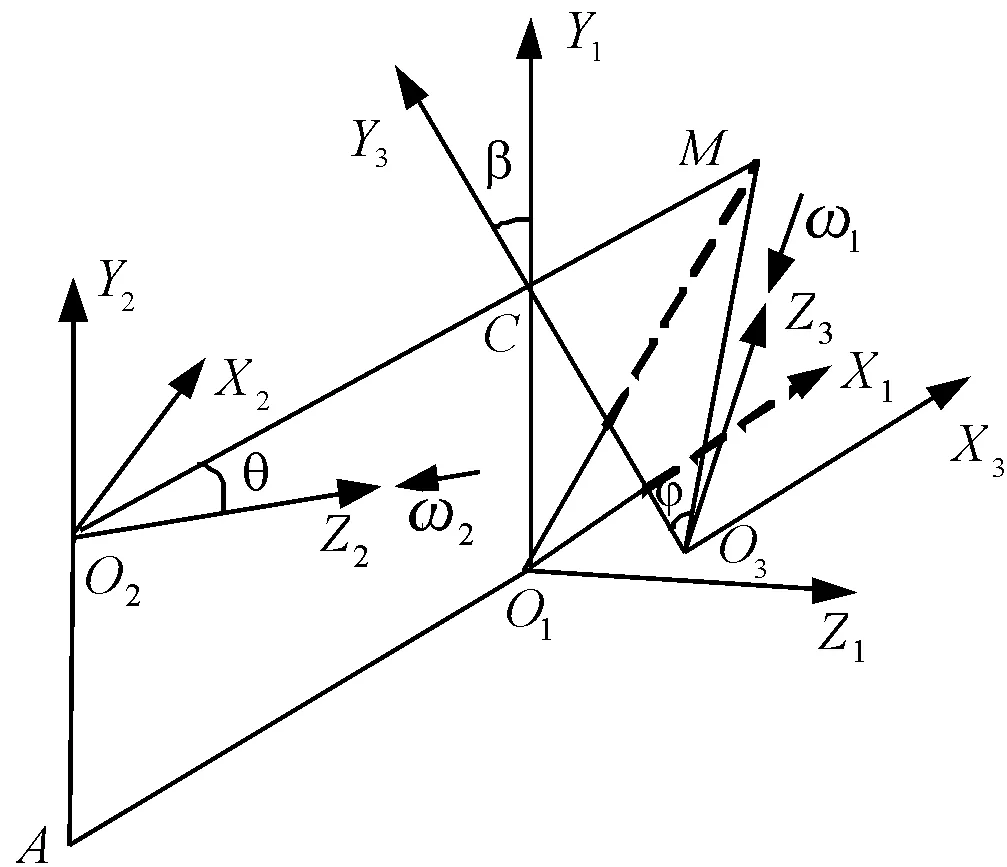
Fig.4 Computational coordinate systems
The movement trajectory of cutting point is the resulting curve of a point on the tool following the movement of the machine. In this paper, The movement trajectory of the pointMcan be get by the coordinate transformation principle. The trajectory ofMin the workpiece coordinate system is as follows:
(2)
Where,α1andα2represent respectively the angle of the workpiece and cutter head rotating around its own axis at the any time after starting the processing,α2=η·α1.(xc,yc,zc) is the coordinate of the pointMin the cutter coordinate system,xc=esinφ,yc=ecosφ,zc=0.M21is the transformation matrix fromS1toS2;M13is the transformation matrix fromS3toS1.M21andM13are:
Where,H=R-B-esinφ,L=-ecosφ·cosβ,S=ecosφ·sinβ.
Finishing the Eq.(2) the trajectory ofMat the workpiece coordinate system can be obtained, namely the mathematical model.
4 Parameter analysis
The established process of a cutting point motion model shows that sports model is relative to the cutter rotation angleα1, the working rotation angleα2, cutter radiuse, tool position angleφ, cutter lean angleβ, workpiece swing angleθ, the workpiece cone distance R, the width of workpiece gear toothBand other parameters.
In the above parameters, the cutter rotation angle is a independent variable, workpiece rotation angleα2=η·α1; cutter lean angleβ=βmax/αmax·α1,αmaxis the maximum angle of the cutter rotated around its axis while the cutting point goes through the conical bus, and the cutter goes to the maximum lean angleβmax; workpiece cone distance R and the width of workpiece gear toothBare known. Therefore, the affected parameters on machining are: swing angle of the workpieceθ, the speed ratioη, cutter radiuse, the maximum rotation angle of cutterαmax, cutter position angleφand cutter maximum lean angleβmax. Now, These six parameters are further analyzed to define the parameters range, and be beneficial to parameter optimization.
1) Swing angle of the workpieceθ
As to the orbit of cutting point, swing angle of the workpiece is equal to the cone angle of its approaching straight bus, therefore, the range of the swing angle of the workpiece can be defined:
(3)
2) Speed ratioη
Speed ratioηis the ratio of the speed of the workpiece to the speed of the cutter, which is related to the gear ratio and machining cross-tooth number, and it can be satisfied for:
(4)
Where,zis the number of workpiece teeth,z1is the number of the cutter teeth group;Kzis the machining cross-tooth number, it is an integer, and it can not be divisible byzto ensure that all of the workpiece teeth can be machined.
3) The cutter radiuse
The cutter radius is mainly related to the number of the cutter teeth groupz1and the size of workpiece to be machined. The cutter radiuseneed to be satisfied for:
(5)
4) The maximum rotation angle of cutterαmax
The maximum rotation angle of cutter should be satisfied that complete tooth width B can be machined from the rotation angle of cutter of 0 toαmax.
(6)
5) The cutter position angleφ
The cutter position angleφis between 0°-90°, it can be expressed with other parameters through certain geometric relationships:
(7)
6) The cutter maximum lean angleβmax
The cutter maximum lean angle is a relatively small angle, which is usually between 5 °-10 °, it can also be expressed with other parameters through certain geometric relationships:
(8)
5 Parameter optimization
The conical bus of the workpiece is a straight line, which in the workpiece coordinate system can be expressed as:
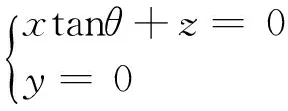
(9)
Pick any pointT(xt,yt,zt) on the straight line, whereyt=0, supposek=tanθ. Suppose any point of the curve trajectory ofMpoint isP(xp,yp,zp), then the maximum distance between P and conical bus represents errorμbetween the curve segments and straight line segments. The distance between the pointPand the straight bus can be expressed as:
(10)
With makingμminimum as the target parameters are optimized, which contains only three unknownsη,eandkα(kα=αmax·e/B). Figs.5, 6 and 7 show the effect of various parameters onμ.
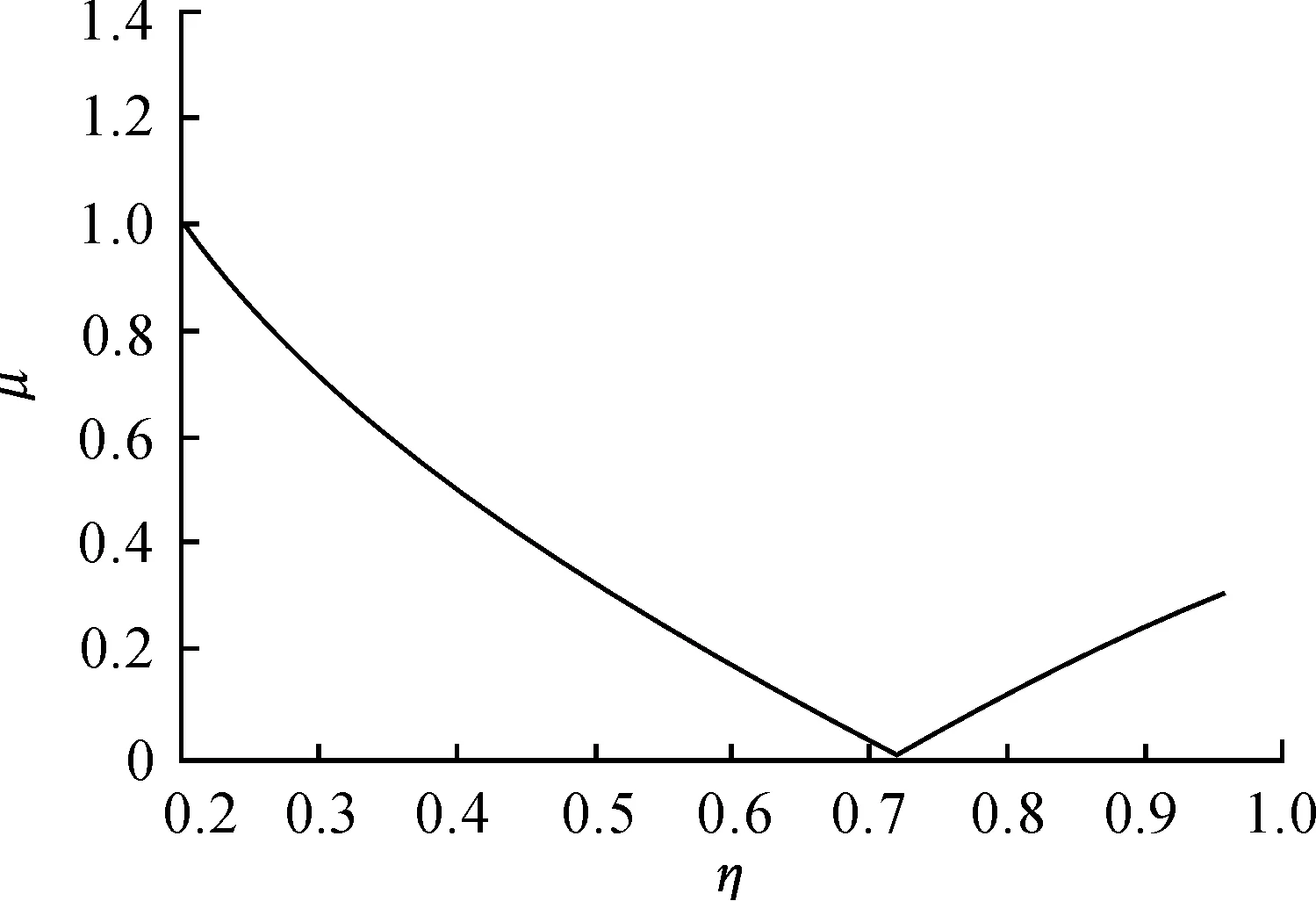
Fig.5 Effect ofηonμ
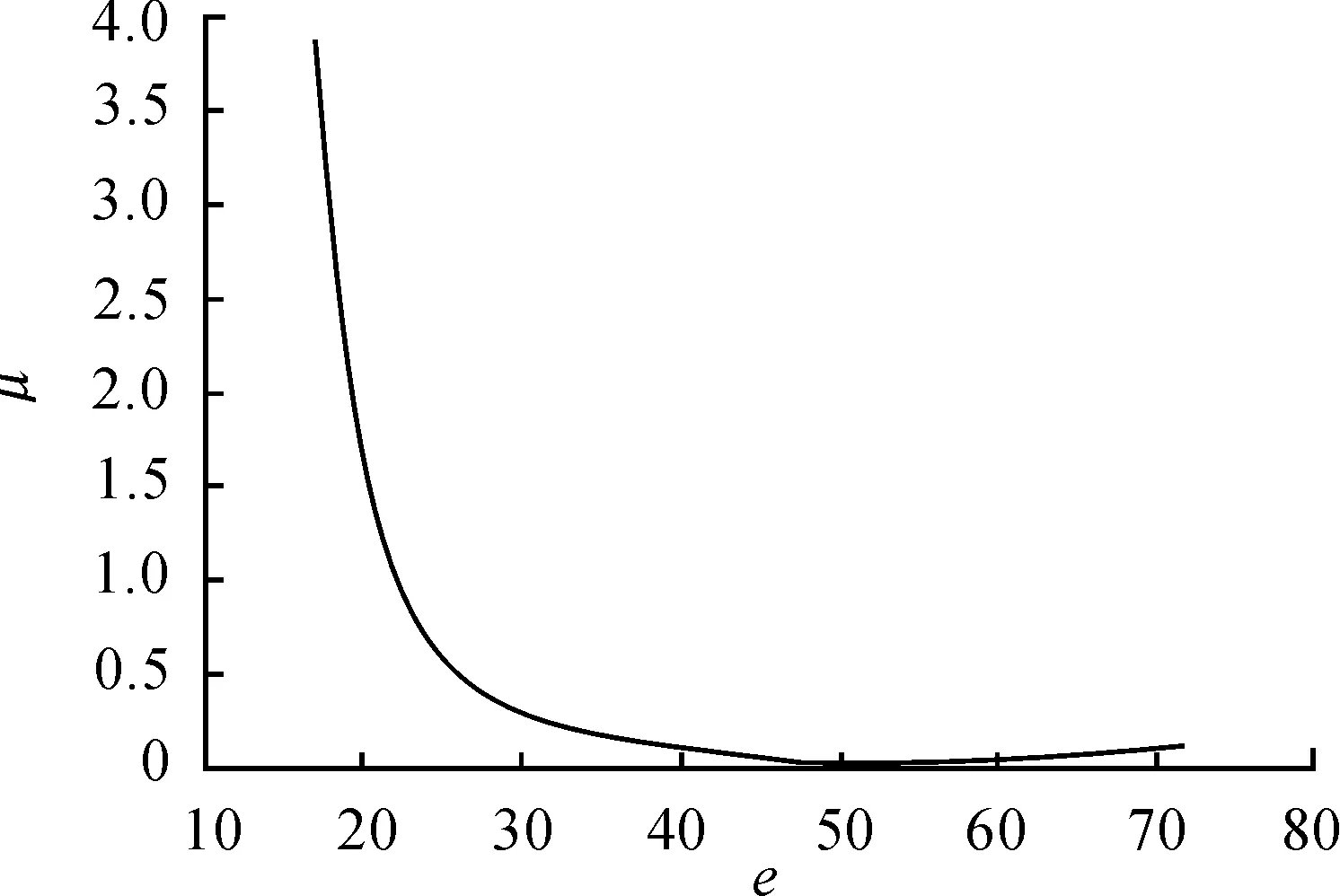
Fig.6 Effect ofeonμ
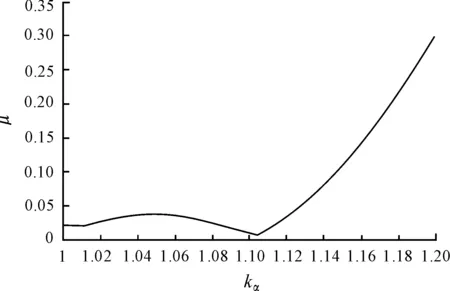
Fig.7 Effect ofkαonμ
By analysisηhas the greatest impact onμamong the three parameterse,ηandkα,efollows andkαhas the most minimal impact. Therefore, during the parameter optimizationeandηshould be determined first, and thenkαis trimmed to further reduce the value of the error.
6 Conclusions
On the basis of the cycloid rotational indexing machining technology of straight bevel gears, the numerical modeling of cycloid rotational indexing machining is calculated, that is the motion orbit of a point in the cutting edge of cutter. The factors affecting the orbit is analyzed, the range of each variables and the influence discipline are given. The result shows that the parameterηhas the most influence onμ,eis less andkαis the least, The analysis of influence discipline of affected parameters can be used to guide the machining process and to find the most beneficial parameters for machining processing .
[1]Li Zhaowen, Wang Yong, Chen Zhenghong. Research status and prospect of spiral bevel gears technology[J]. Tool Engineering, 2007,41(10): 3-6.
[2]Qi Fan. Computerized Modeling and Simulation of Spiral Bevel and Hypoid Gears Manufactured by Gleason Face Hobbing Process [J]. Journal of Mechanical Design,Transactions of the ASME,2006,128:1315-1327.
[3]Wang Zhiyong, Zeng Tao. Machining simulation of PhoenixⅡ CNC spiral bevel gear cutting machine[J]. Computer Simulation, 2009, 26(1): 280-283.
[4]Vilmos V S. Advanced Manufacture of Spiral Bevel Gears on CNC Hypoid Generating Machine[J]. ASME J. Mech. Des.,2010, 132: 031001-1-031001-8.
[5]Wu lainying, Wei hongqin, Wang xiaochun. Analysis of the forming principle and the differential structure of extended epicycloid bevel gear tooth surface[J]. Journal of Xi’an Jiaotong University, 2001, 35 (1): 43-46.
[6]Dong xuezhu. The design and manufacturing of epicycloid spiral bevel gears and hypoid gear[M]. Beijing: Machinery Industry Press, 2003.
[7]Yi-Pei Shih, Zhang-Hua Fong. Mathematical Model for a Universal Face Hobbing Hypoid Gear Generator [J]. ASME J. Mech. Des.,2007, 129:38-47.
[8]Li Jia, Meng Wen, Shi Jiang. Preliminary study on the rotational indexing machining technology of straight bevel gear[J]. 2nd International Conference on Advanced Design and Manufacturing Engineering, ADME 2012, 2012: 1650-1654.
(Continued on 74 page)
11 Feburary 2015; revised 17 June 2015;
Chun-you ZHANG, Lecturer,
E-mail: wangzai8402@163.com
accepted 10 September 2015
Gui-zhi ZHAO, Lecturer
Hydromechatronics Engineering
http://jdy.qks.cqut.edu.cn
E-mail: jdygcyw@126.com
- 機床與液壓的其它文章
- Research on active suspension control strategy based on fuzzy PID control
- The research on engine stable frame report parsing of Boeing 747-400 by QAR data
- Study on rigid-flexible coupling multi-body dynamic model and simulation for wind turbine
- Overload intelligent detection method of lift platform’s number of people under auxiliary visual
- Impact of fluid properties on the injection process in a common-rail direct injection system
- Pouring characteristics analysis on the concrete pump truck boom based on rigid-flexible coupling method