含孔洞缺陷焊接接頭電磁熱強化及組織與性能分析
2015-10-29 02:33:25付宇明宋炳材李艷芳鄭麗娟
中國機械工程 2015年20期
付宇明 宋炳材 李艷芳 鄭麗娟
燕山大學,秦皇島,066004
含孔洞缺陷焊接接頭電磁熱強化及組織與性能分析
付宇明宋炳材李艷芳鄭麗娟
燕山大學,秦皇島,066004
通過自制的ZL-2型超強脈沖放電裝置對含孔洞缺陷的A356鋁合金焊接接頭進行了電磁熱強化實驗,采用金相顯微鏡對強化前后焊接接頭各區域微觀組織和孔洞附近組織進行了對比分析,利用微機控制萬能實驗機對強化前后試件的拉伸性能進行了測試,并用SEM掃描電鏡對拉伸斷口進行了分析,采用型號為FM-700的顯微硬度計對強化前后試件進行了硬度測試。結果表明:合適的脈沖電流有較好的晶粒細化效果,強化后的焊接接頭各區域組織得到細化,焊接接頭的力學性能得到改善,經脈沖放電后的抗拉強度平均提高了11%,延伸率平均提高了14.2%,且強化后接頭的硬度明顯較強化前高。
電磁熱強化;孔洞;焊接接頭;A356鋁合金
0 引言
A356鋁合金為常用的鑄造鋁-硅-鎂系合金,具有鑄造流動性好、氣密性好、收縮率小和熱裂傾向小等優點,經過變質和熱處理后,具有良好的力學性能、物理性能、耐腐蝕性能和較好的機械性能[1-2],被廣泛應用于汽車行業。由于鑄造自身的影響以及焊接技術本身的局限性,焊接過程中易產生夾雜、氣孔、裂紋等缺陷,缺陷的存在嚴重影響了焊接接頭的性能。
工程實踐中,經常采用補焊的方法對在役含裂紋等缺陷的焊接接頭進行修復,但是該方法對焊接技術要求很高,而且容易產生較大焊接應力和變形,甚至會產生二次裂紋,使焊接接頭的性能表現出極不均勻性。還有學者研究了利用等離子技術、激光熔覆技術以及離子注入技術等對含缺陷的焊接接頭進行強化修復的方法,但上述方法也只是對焊接構件的表面起作用,而對構件內部存在的裂紋、孔洞、夾雜等焊接缺陷達不到強化和修復的效果。近年來,利用電磁熱止裂來遏制金屬裂紋的擴展逐漸發展為一種很有前景的修復結構內部損傷的新技術,成了未來止裂技術發展的新亮點。對于鋁合金焊接難以避免的缺陷就是氣孔,氣孔往往是焊接構件疲勞斷裂開始的地方[3]。本文利用脈沖放電的方法對含孔洞缺陷的A356鋁合金焊接接頭進行修復,從而提高其力學性能。通過前期工作發現焊接接頭電磁熱止裂后抗拉強度、抗彎強度、斷面伸長率均有所提高,同時止裂后,缺陷附近微觀組織明顯細化,出現強韌性均好的白亮層組織,進一步阻止了裂紋的擴展[4-6]。選用含孔洞缺陷的A356鋁合金對接焊焊接接頭,旨在研究焊接接頭電磁熱強化后的微觀組織和力學性能。
1 實驗方法
1.1理論依據
孔洞缺陷可處理成廣義埋藏裂紋缺陷,應用放電強化是可行的[7]。在向含有孔洞缺陷的焊接接頭中通入強脈沖電流時,在球形截面上出現繞流現象,同時在歐姆效應作用下產生了大量的焦耳熱,導致截面處溫升瞬間超過材料熔點,冷卻后形成焊口,并且其周圍發生有利于提高金屬性能的組織變化,圍繞孔洞形成一層白亮層組織,對孔洞缺陷向裂紋演變的過渡過程起到屏蔽作用,達到了強化效果。
1.2實驗材料
實驗用鑄造A356鋁合金經T6熱處理,其化學成分見表1。焊接方法為TIG焊,焊絲選用ER5356,焊絲的化學成分見表2。焊接工藝參數見表3,焊接方式為不開坡口的對接焊,且各個試件的焊接工藝參數均相同,焊后緩冷至室溫。焊接接頭尺寸如圖1所示。
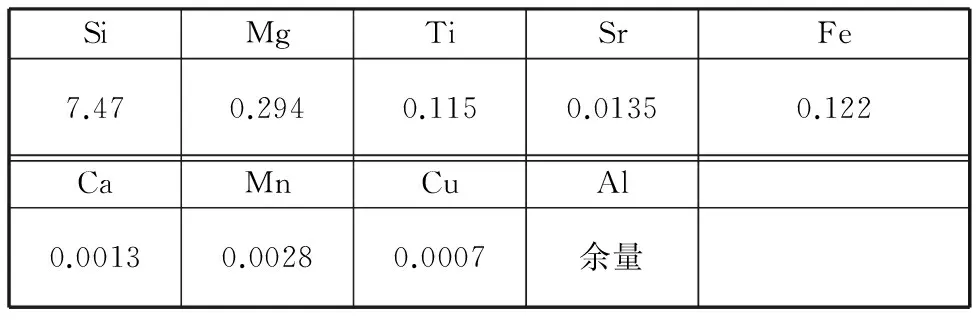
表1 A356鋁合金成分(質量分數) %
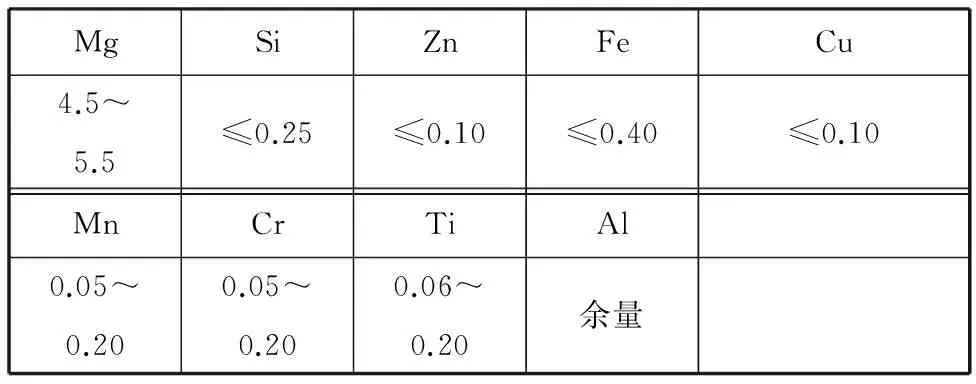
表2 焊絲成分(質量分數) %
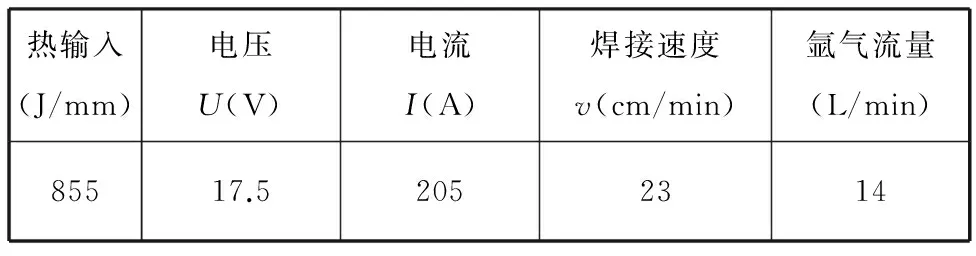
表3 焊接參數
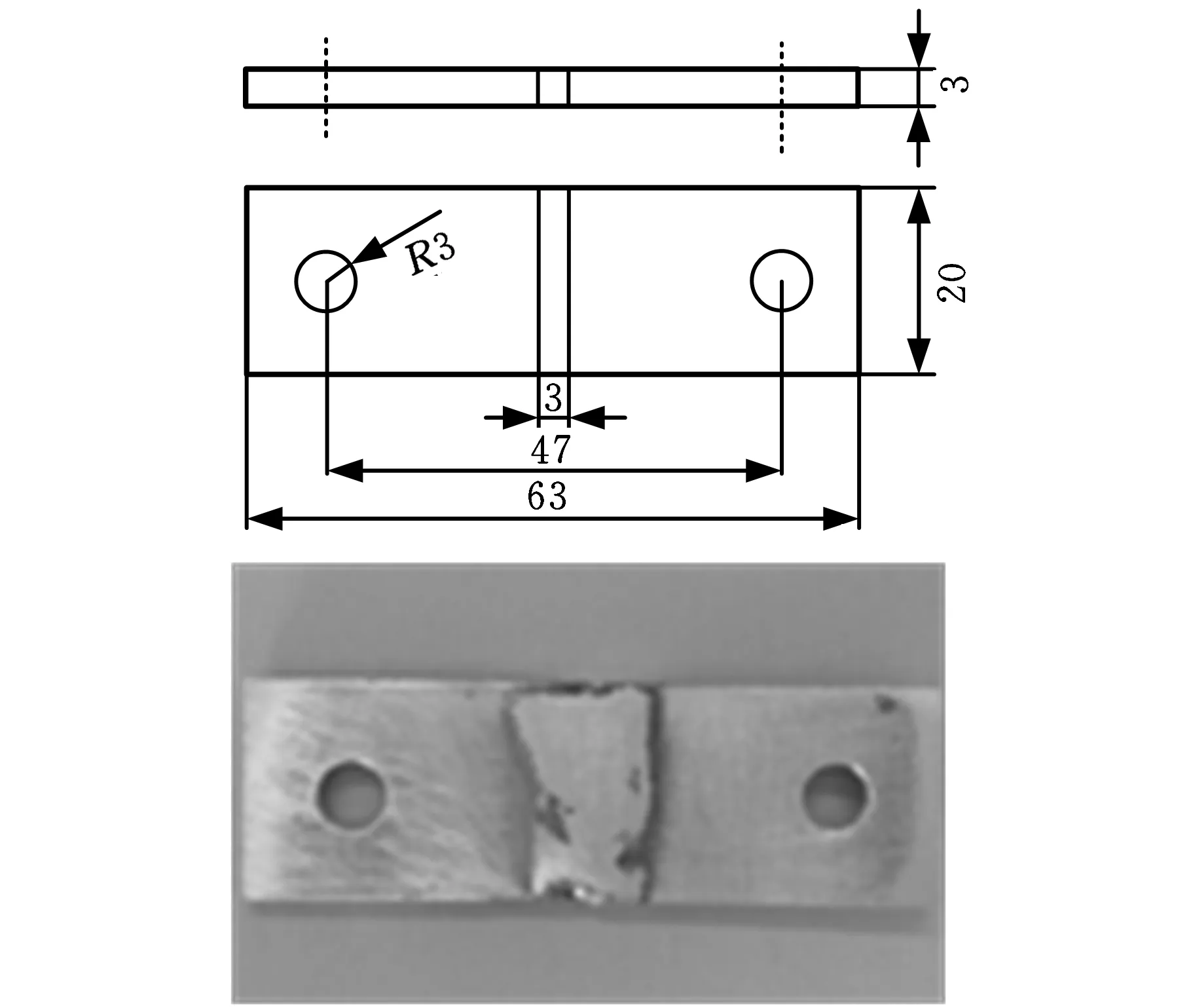
圖1 焊接接頭及尺寸
1.3實驗過程
用超聲波探傷儀探出含缺陷的焊接接頭,圖2、圖3所示分別為超聲波探傷圖形和含微觀孔洞缺陷試件。根據超聲波探傷原理選出缺陷大小和位置基本一致的試件進行脈沖放電實驗,放電電壓為6 kV,進行一次脈沖放電,脈沖電壓施加在試件的兩端,作用于整個焊接接頭區域,電流遇孔洞缺陷時產生繞流,使缺陷附近電流密度提高,產生大量焦耳熱,鈍化了孔洞缺陷。實驗是在自制ZL-2型超強脈沖電流發生裝置上完成的。實驗設備的最小放電周期為250 μs,最大輸出放電電流為140 kA。取強化前后的1號和2號焊接接頭,用線切割機在焊縫處、熔合區和母材區取樣,尺寸為5 mm×5 mm×3 mm,先在不同粗細的金相砂紙上打磨,然后用不同粒度的金剛石研磨膏進行拋光。腐蝕液是濃度為0.5%的HF溶液,腐蝕時間是1 min,然后在金相顯微鏡下觀察其微觀組織。取三組強化前后的試件在WDW3035微機電子式萬能試驗機上進行拉伸實驗,用SEM掃描電鏡對強化前后的拉伸斷口進行分析。采用型號為FM-700的顯微硬度計對止裂強化后的試件進行硬度測試,實驗前對焊接接頭的各個區域在砂紙上磨光,并在拋光機上進行拋光,實驗時根據材料的特性選擇加載載荷為0.98 N,加載時間為15 s,分析強化前后各區域的硬度變化。
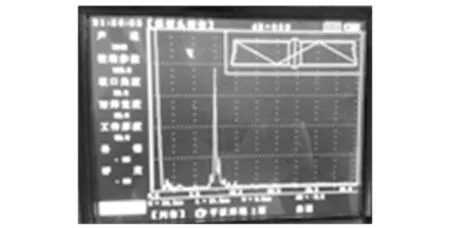
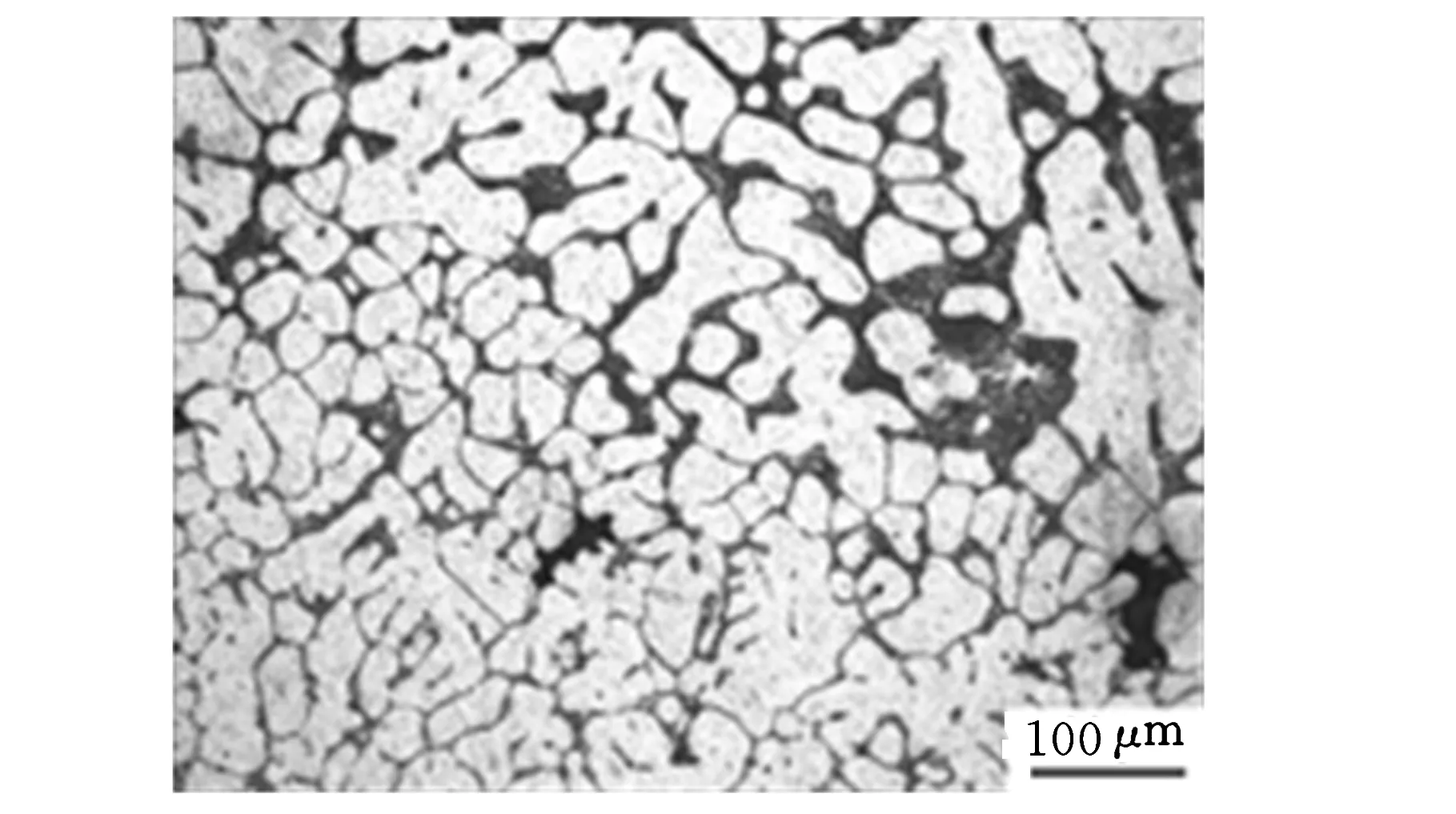
圖2 波形圖
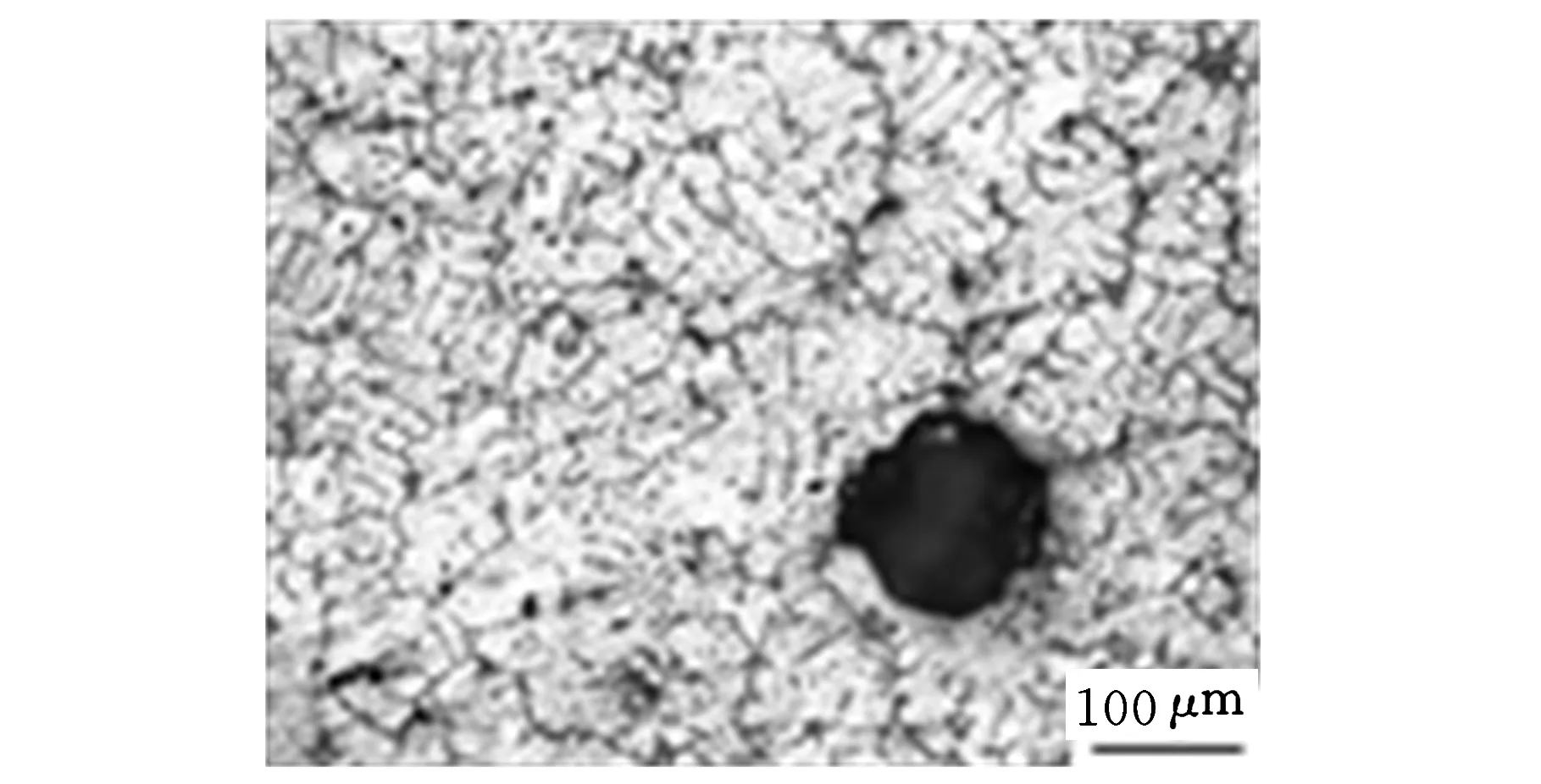
圖3 微觀孔洞

圖4 ZL-2脈沖放電裝置
2 實驗結果與分析
2.1強化前后孔洞邊緣組織對比圖
(a)放電前(b)放電后
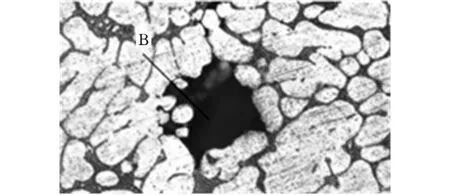
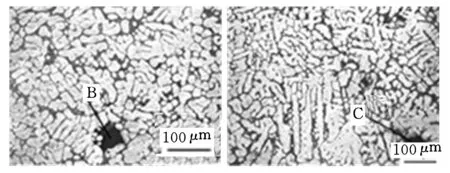
(c)孔洞B的局部放大圖
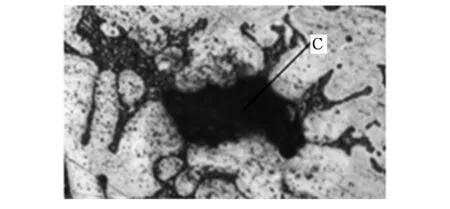
(d)孔洞C的局部放大圖圖5 孔洞缺陷附近組織對比圖
圖5為強化前后微觀孔洞缺陷附近組織對比圖,仔細觀察圖5c、圖5d可發現:放電后在孔洞周圍形成一層白亮層組織,這是因為脈沖電流在遇到孔洞缺陷時產生繞流集中效應,產生的熱量瞬間熔化了孔洞邊緣尖銳的部位,實現了孔洞邊緣微裂紋的鈍化,遏制了孔洞缺陷附近微裂紋的萌生和進一步的擴展,從而達到強化目的。
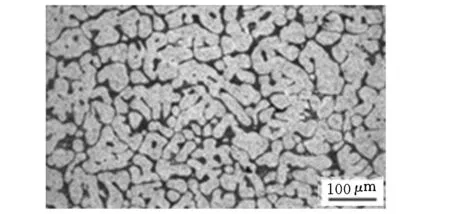
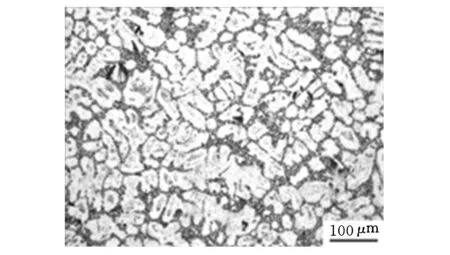
當對試件施加脈沖電流時,由于脈沖電流作用時間極為短暫,整個過程屬于瞬時的高能量輸入,在很短的時間內缺陷附近材料迅速升溫并急速下降,并且因為焦耳熱集聚在缺陷附近,而焊縫是缺陷的主要部位,所以會使焊接件的焊縫處經過一個類似熱處理的過程,使焊縫區域出現細小的組織。比較圖6c和圖7c可知,母材區的組織變化不大,共晶硅多呈粒狀均勻分布,晶粒大小相當,說明電磁熱對母材區影響不大,進一步說明母材區幾乎沒有缺陷。
2.2金相分析
(a)焊縫橫截面
(b)熔合區
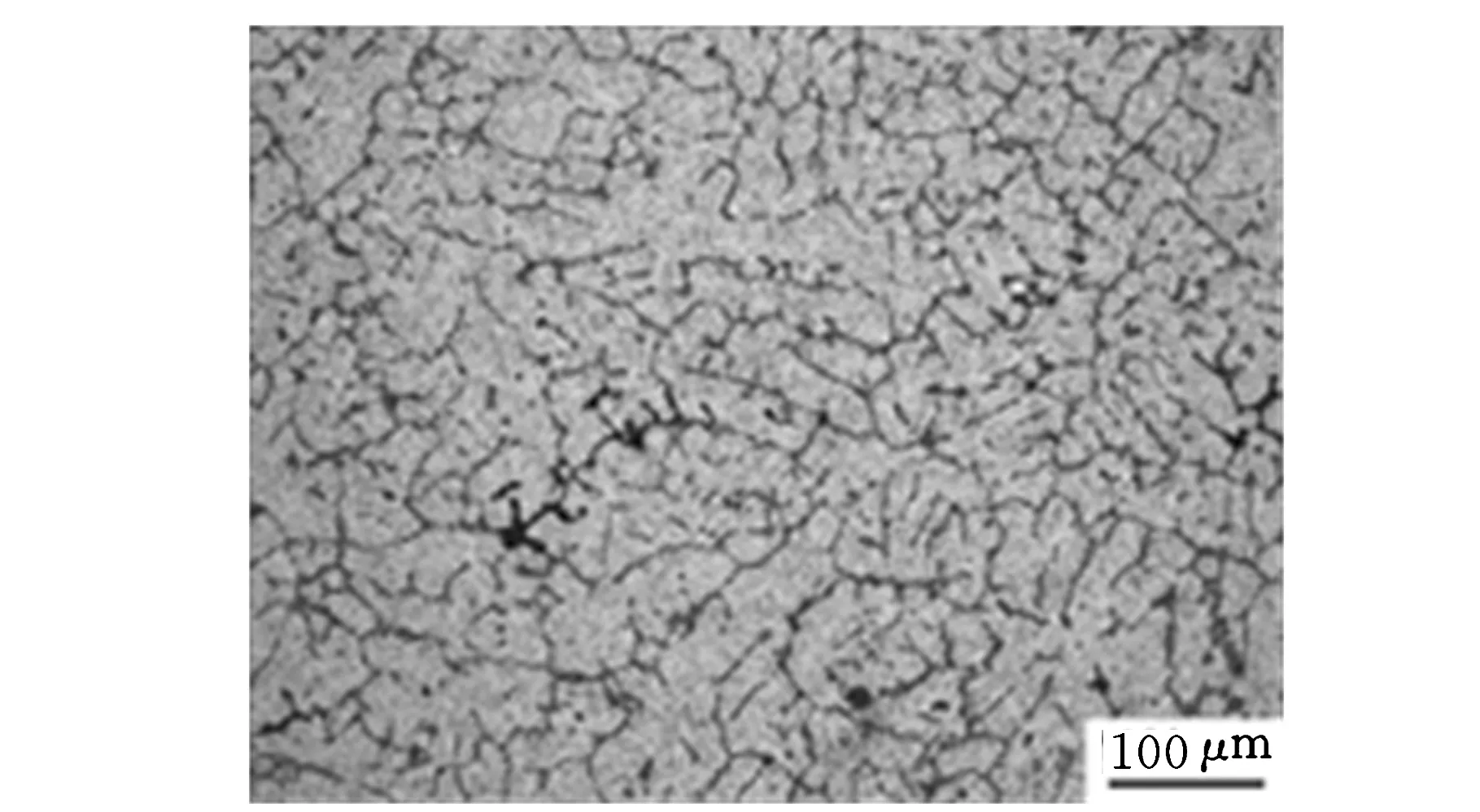
(c)母材圖6 強化前焊接接頭顯微組織
用金相顯微鏡在200倍率下觀察強化前后的各區域的組織變化情況,如圖6、圖7所示。根據Al-Si二元相圖,A356屬于亞共晶合金,其凝固過程先析出初級的Al枝晶,然后Al-Si共晶體在枝晶臂之間形成,鑄態A356合金的相包括:α-Al基體、Mg2Si、Si、鐵基化合物以及各種缺陷,如:夾雜,縮孔、氧化膜等。圖6、圖7中白色相為初生α-Si相,灰色相為共晶組織,從圖6a、圖6b和圖7a、圖7b可以看出沒有經過脈沖處理的焊縫區組織粗大,經過脈沖放電處理的焊縫組織出現細化現象。
(a)焊縫橫截面
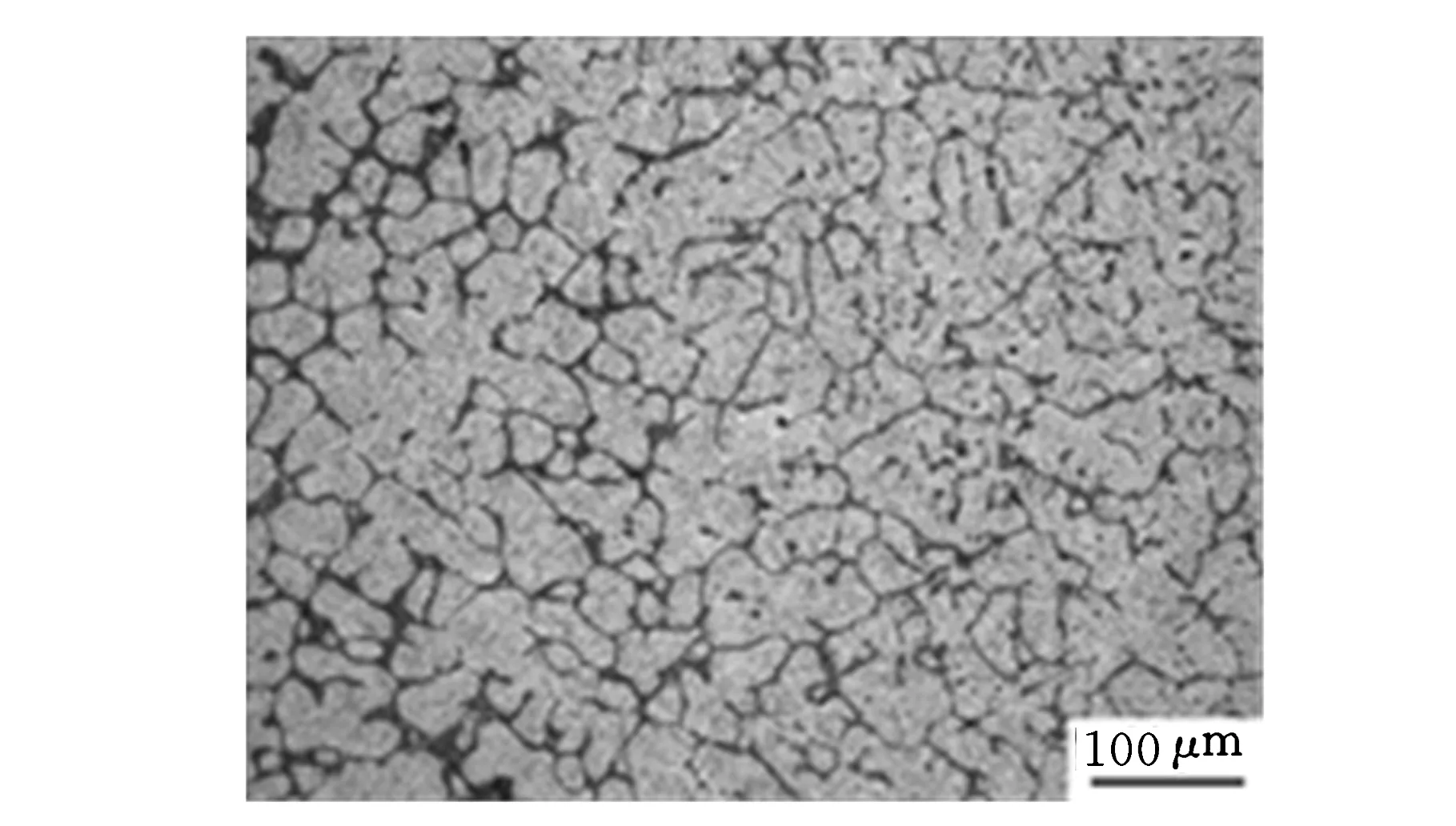
(b)熔合區

(c)母材圖7 強化后焊接接頭顯微組織
2.3拉伸性能分析
在室溫下對強化前后的鑄造A356-T6鋁合金進行拉伸實驗,分別取強化前后試件各3個,采用對比實驗方法,所用焊接試件為非標準試樣,拉伸實驗均采用5 mm/s的拉伸速度,所得結果見表4。從表4中可以得出A356鋁合金焊接接頭強化前的平均最大拉伸力為10 415 N,強化后的平均最大拉伸力為11 691 N,抗拉強度平均提高了11%;延伸率較強化前提高了14.2%。由此可知,采用脈沖放電的方法可以達到焊接接頭強化的目的,明顯提高焊接接頭的力學性能。
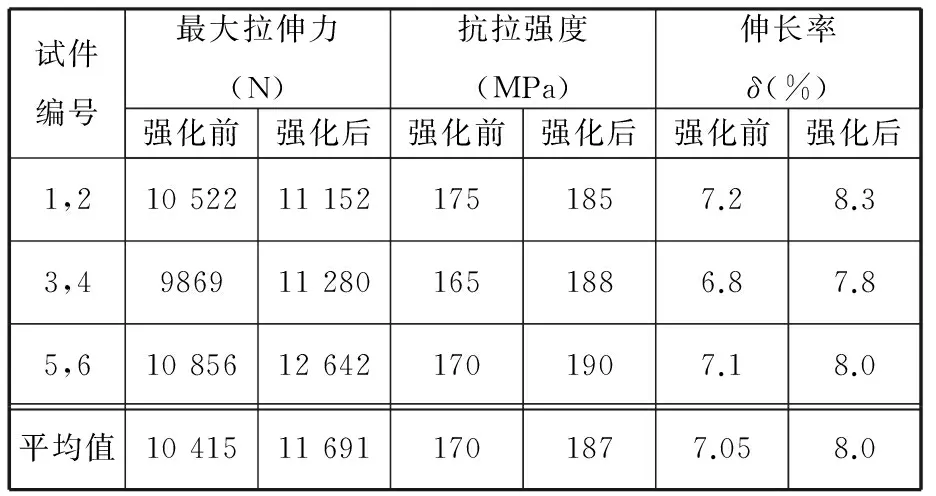
表4 強化前后焊接接頭拉伸性能
2.4拉伸斷口分析
為了研究脈沖放電對焊接接頭拉伸性能的微觀機理,利用SEM掃描電鏡對拉伸斷口進行掃描分析。圖8是強化前后不同倍率下的斷口照片,觀察發現這兩個斷口均表現出“花瓣”一樣的斷口特征。通常認為,具有這種斷裂特征的斷口是韌性斷裂模式。韌窩斷裂是延性斷裂,是金屬材料在微區范圍內塑性變形,最后互相連接而導致斷裂的痕跡,韌窩斷裂要消耗大量的塑性變形能,結構件經過大量變形后發生的斷裂,韌性斷裂的斷口一般能看到纖維區和剪唇區。形成纖維區的斷裂機制一般是微孔聚合,在電子顯微鏡下呈韌窩狀花樣。比較放電前后的拉伸斷口可知,放電后比放電前“花瓣”的密度要高,韌窩多而明顯,這應該是因為放電后組織細化,從而呈現出更小更多的韌窩。由斷口學分析理論可知:脈沖放電強化后,焊接接頭中缺陷邊緣處材料的塑性和韌性均得到了提高。
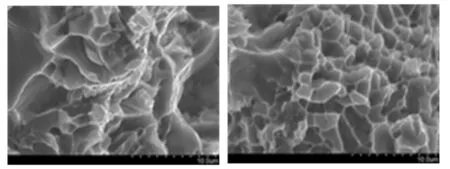
(a)強化前(×3000)(b)強化后(×3000)
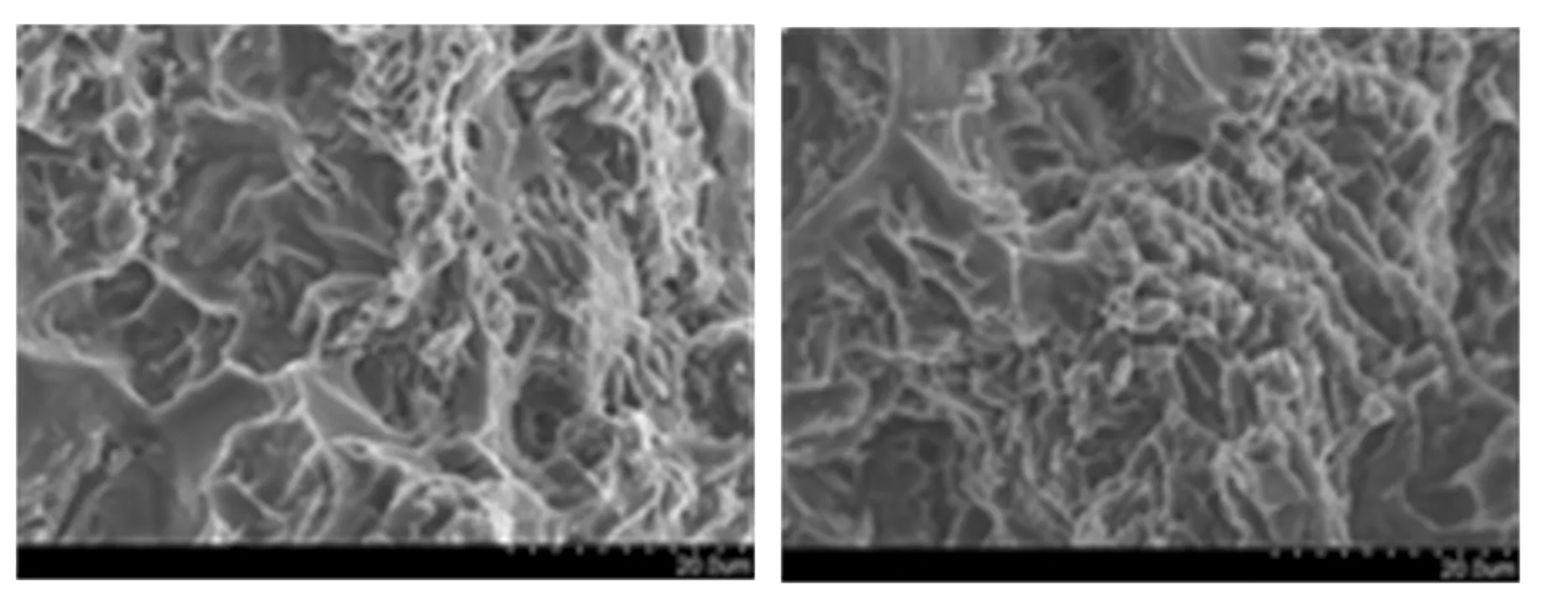
(c)強化前(×1000)(d)強化后(×1000)圖8 不同倍率下的拉伸斷口
2.5表面硬度分析
連續從試件中心線開始取焊縫區、熱影響區、母材區試樣進行磨平拋光,用顯微硬度計在每個試樣上各打6個點。每個點之間的距離為0.6 mm,記錄數據。用Origin繪圖軟件畫出硬度曲線,以焊接接頭中心為原點,直到測試到母材位置。測試結果如圖9所示。
由圖9可以看出母材區域的硬度值最高,從焊接接頭中心到母材硬度值依次升高,這是因為構件在焊接過程中受焊接熱循環作用,在焊接接頭區域產生軟化現象,離焊縫區越近軟化現象越嚴重,所以使得從焊縫區—熱影響區—母材區硬度呈直線上升趨勢,而脈沖放電只是緩解了這種軟化現象,但是無法改變上升的趨勢。比較通電前后硬度曲線可知,通電后的顯微硬度明顯高于通電前,焊接接頭平均硬度為52 MPa,熱影響區的平均硬度是65 MPa,母材的平均硬度為72 MPa,母材區硬度與其他文獻記載相差不大,說明電磁熱對焊件母材的硬度影響不大。電磁熱影響硬度是因為通電后缺陷處熱量瞬時集中,相變區發生組織的轉變,位錯密度增加,塑性變形抗力隨之增大,硬度值變高,耐磨性也會越好。從前面的組織分析可知,焊縫區主要相為α-Al,強化相比較少,所以焊縫區的硬度相對較低,分析可知,通過電磁熱強化后焊接接頭區的硬度、強度、耐磨性及韌性均得到了提高,達到了強化的效果。
3 結論
(1)針對A356鋁合金焊接接頭中存在的孔洞缺陷,對焊接接頭進行了電磁熱強化實驗,并對接頭各區域的微觀組織進行了分析,結果表明脈沖放電對接頭的組織有細化作用,而對母材組織影響不大,這說明電磁熱強化是局部效應。
(2)對強化前后的焊接接頭進行了拉伸性能實驗和硬度實驗,經電磁熱強化焊接接頭的抗拉強度平均提高了11%。延伸率較強化前提高了14.2%,焊接接頭的硬度相比強化前也有所提高。
[1]Wang Q G.Micro-structural Effects on the Tensile and Fracture Behavior of Aluminum Casting Alloys A356/357[J].Metallurgical and Materials Transactions, 2003, 34(12):2887-2899.
[2]Atxaga G,Pelayo A,Irisarri A M.Effect of Microstructure on Fatigue Behaviour of Cast Al-7Si-Mg Alloy[J].Mater. Sci. Tech.,2001,17 (44) :446- 450.
[3]王恩澤.6082-T6鋁合金MIG焊接頭微觀組織及力學性能的研究[D].吉林:吉林大學,2013.
[4]鄭麗娟,向龍,劉會瑩,等.異種鋼焊接接頭脈沖放電強化與力學性能分析[J].中國機械工程,2012, 23(12):1492-1495.
Zheng Lijuan,Xiang Long,Liu Huiying,et al.Pulse Current Discharge for Strengthening Welded Joints of Dissimilar Steel and Analysis of Mechanical Properties[J].China Mechanical Engineering,2012,23(12):1492-1495.
[5]付宇明,鄭麗娟,何大川,等.45鋼焊接接頭電磁熱強化及力學性能分析[J].焊接學報,2008, 29(5):5-8.
Fu Yuming,Zheng Lijuan,He Dachuan,et al. Strengthening of Welded Joint of 45 Steel by Electromagnetic Heat Effect and Mechanical Its Performance Analysis[J].Transactions of the China Welding Institution,2008,29(5):5-8.
[6]張洪潮,于靜,郝勝智,等.電磁場的熱效應在再制造毛坯裂紋止裂中的應用[J].中國機械工程, 2013, 49(7):21-28.
Zhang Hongchao,Yu Jing,Hao Shengzhi,et al.Application of Electro-magnetic Heat Effect on Arresting the Crack in Remanufacturing Blank[J].China Mechanical Engineering,2013, 49(7):21-28.
[7]鄭麗娟,周紅梅,劉會瑩,等.含埋藏孔洞缺陷金屬構件電磁熱止裂強化分析[J].中國機械工程,2012,23 (11):1285-1288.
Zheng Lijuan,Zhou Hongmei,Liu Huiying,et al.Analysis on Crack Arresting and Strengthening of Metal Structures with Embedding Hole Defects by Using Electromagnetic Heating[J].China Mechanical Engineering,2012,23 (11):1285-1288.
(編輯陳勇)
Electromagnetic Heat Strengthening and Microstructure and Properties of Welded Joints with Hole Defects
Fu YumingSong BingcaiLi YanfangZheng Lijuan
Yanshan University,Qinhuangdao,Hebei,066004
By a ZL-2 super pulse discharge generator,the welded joints of A356 aluminum alloy with hole defects were discharged by electromagnetic heating.Microstructure of welded joints and the microstructure near the hole were analyzed before and after discharge by metallographic microscope.Tensile property test of specimens was made by microcomputer control universal testing machines.Scanning electron microscope was used to observe the fracture organization.Hardness test was made by FM-700 microhardness tester before and after reinforcement.The results show that the appropriate pulse current has better crystal grain refinement effect.After reinforcement the microstructure of welded joints becomes refining,mechanics property of the welding joints is improved,tensile strength is increased 11% and elongation is increased to 14.2% on average after pulse current experiments,and the hardness of welded joints increases obviously.
electromagnetic heating;hole defect;welded joint;A356 aluminum alloy
2015-01-27
國家自然科學基金資助項目(51105325);河北省自然科學基金資助項目(E2014203223,E2015203217);河北省高等學校科學技術研究重點項目(ZH2012022)
O346DOI:10.3969/j.issn.1004-132X.2015.20.020
付宇明,男,1971年生。燕山大學機械工程學院教授、博士研究生導師。主要研究方向為電磁熱止裂強化技術。發表論文120余篇。宋炳材,男,1979年生。燕山大學機械工程學院博士研究生。李艷芳,女,1987年生。燕山大學機械工程學院碩士研究生。鄭麗娟,女,1971年生。燕山大學機械工程學院教授、博士。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
設備管理與維修(2015年12期)2015-04-09 06:57:24
